



7.2.2.1 通用埋弧焊机
通用的埋弧焊机由埋弧焊电源和焊接小车组成,如图7.2-4所示。
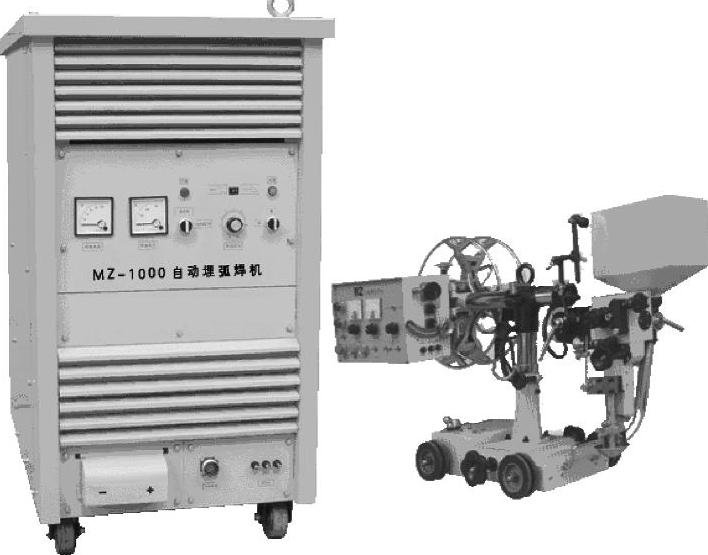
图7.2-4 埋弧焊机
1.直流埋弧焊设备——晶闸管整流电源及焊接小车
MZ系列晶闸管埋弧焊机由ZD5系列电源、MZ系列焊接小车及MZK系列控制系统组成。另外,也可用上述电源、控制系统与焊接辅机组成专用焊机和焊接生产线。表7.2-1为MZ系列埋弧焊机及ZD5晶闸管电源技术数据,表7.2-2为MZ系列埋弧焊机中配套的MZ系列小车技术数据。
表7.2-1 MZ系列埋弧焊机及ZD5晶闸管电源技术数据
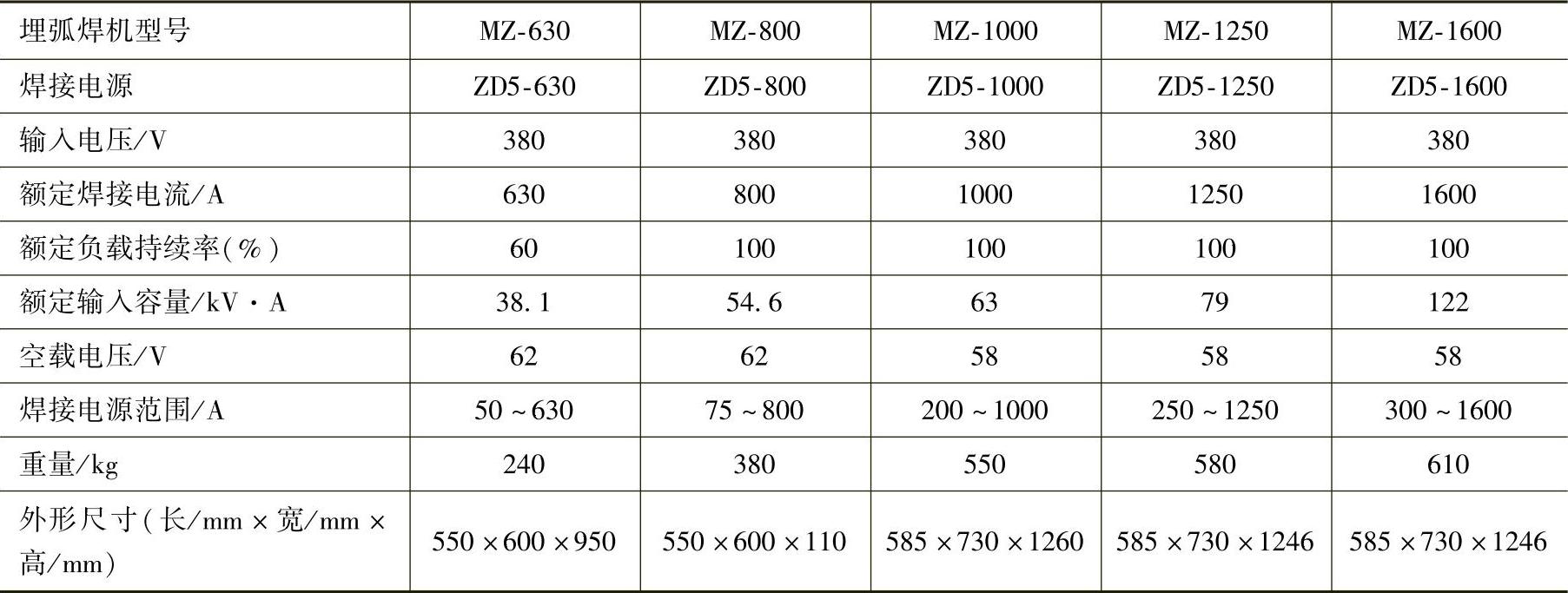
注:ZD5系列电源是晶闸管式弧焊整流器电源,630A电流以上产品均为100%的额定负载持续率,可适应高强度下的连续生产。
表7.2-2MZ系列埋弧焊机中配套的MZ系列小车技术数据
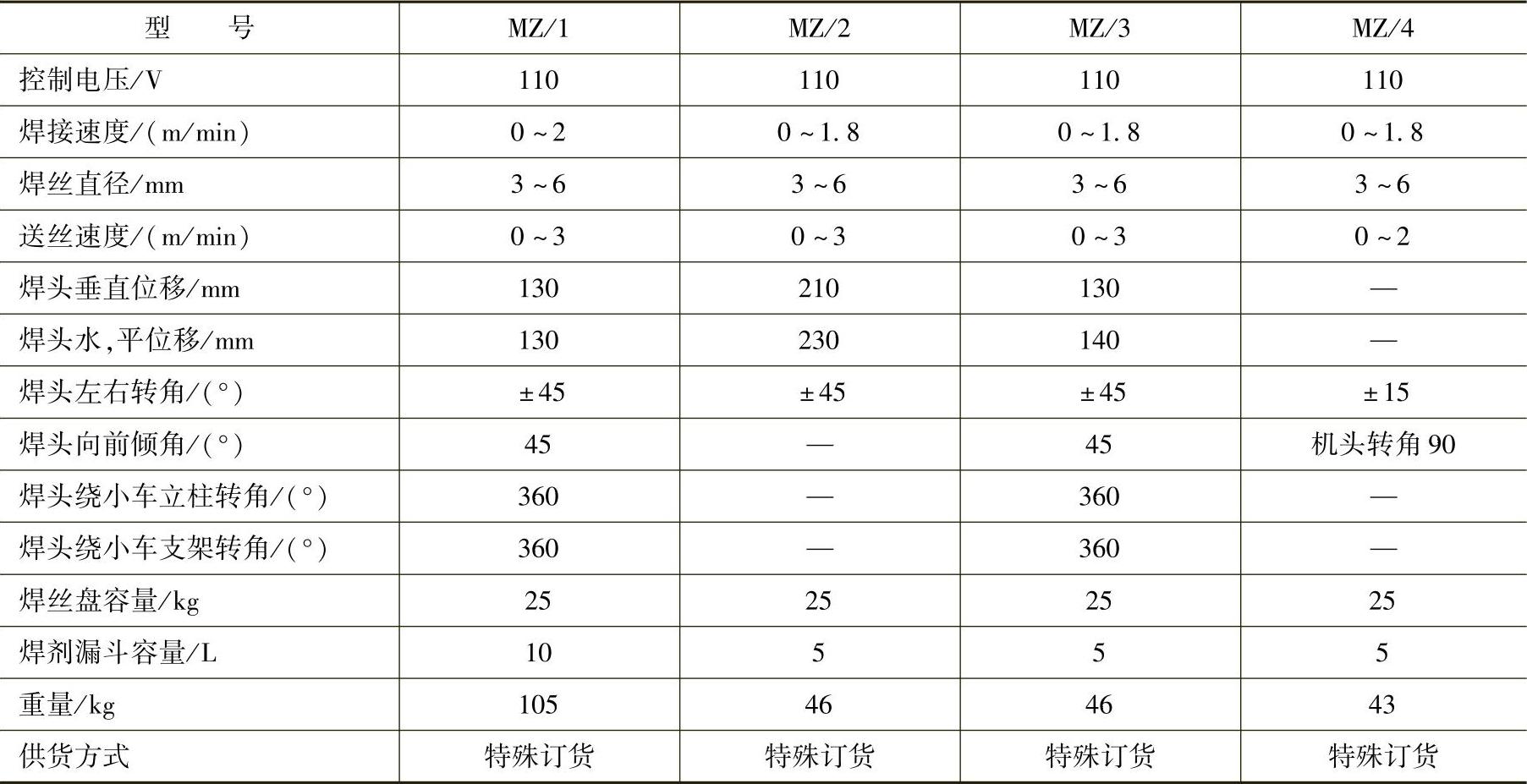
注:MZ系列焊接小车,功能完整、适应面广。所配MZK控制系统具有抗网压波动能力强,焊接电流、电压调节范围宽、调节方便等特点。
2.直流逆变式埋弧焊及“直流—交流”双丝双弧埋弧焊机
MZ-1000/1250S埋弧焊系统(S型双丝双弧埋弧焊机)由直流逆变式电源MZ-1000/1250、交流电源BXL1200和带有双丝机头的焊接小车组成,采用“前直后交”的电流类型,易于控制焊缝成形,焊缝质量好,焊接速度快。
功能特点是:适用于粗丝焊接,如φ3.0mm、φ4.0mm、φ5.0mm和φ6.0mm;有直流/交流/双丝三种焊接方式,交/直流电源参数调节相对独立,调节范围广;焊接速度快,熔敷率是直流单丝焊接的2.5倍以上,既保证熔深,同时保证熔宽,提高焊缝质量。
MZ系列直流逆变式埋弧焊电源数据见表7.1-15,BXL-1200交流埋弧焊电源数据见表7.1-16,表7.2-3为双丝双弧埋弧焊小车数据。
表7.2-3 双丝双弧埋弧焊小车数据
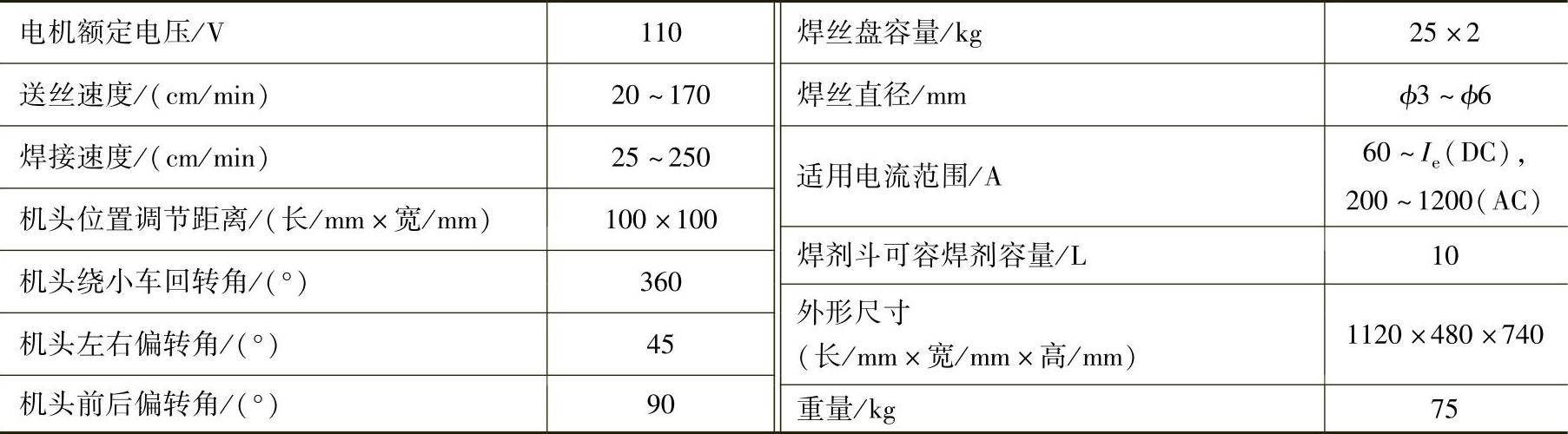
注:Ie—额定电流。
3.直流逆变埋弧焊及“直流—方波交流”数字化双丝焊设备
该系列设备可以单丝独立或双丝配合使用。双丝焊时,直流在前、交流在后同时工作,使用一台A311-1000型大功率直流电源和一台MZE-1000的交流方波电源组合。交/直流电源参数调节相对独立,调节范围广,速度和效率比单丝埋弧焊提高两倍以上,适用于粗丝焊接,如φ3mm、φ4mm、φ5mm和φ6mm。表7.2-4为逆变式埋弧焊系统配套小车选型表;表7.2-5为直流逆变式埋弧焊电源与小车的主要技术参数。
表7.2-4 逆变式埋弧焊系统配套小车选型表
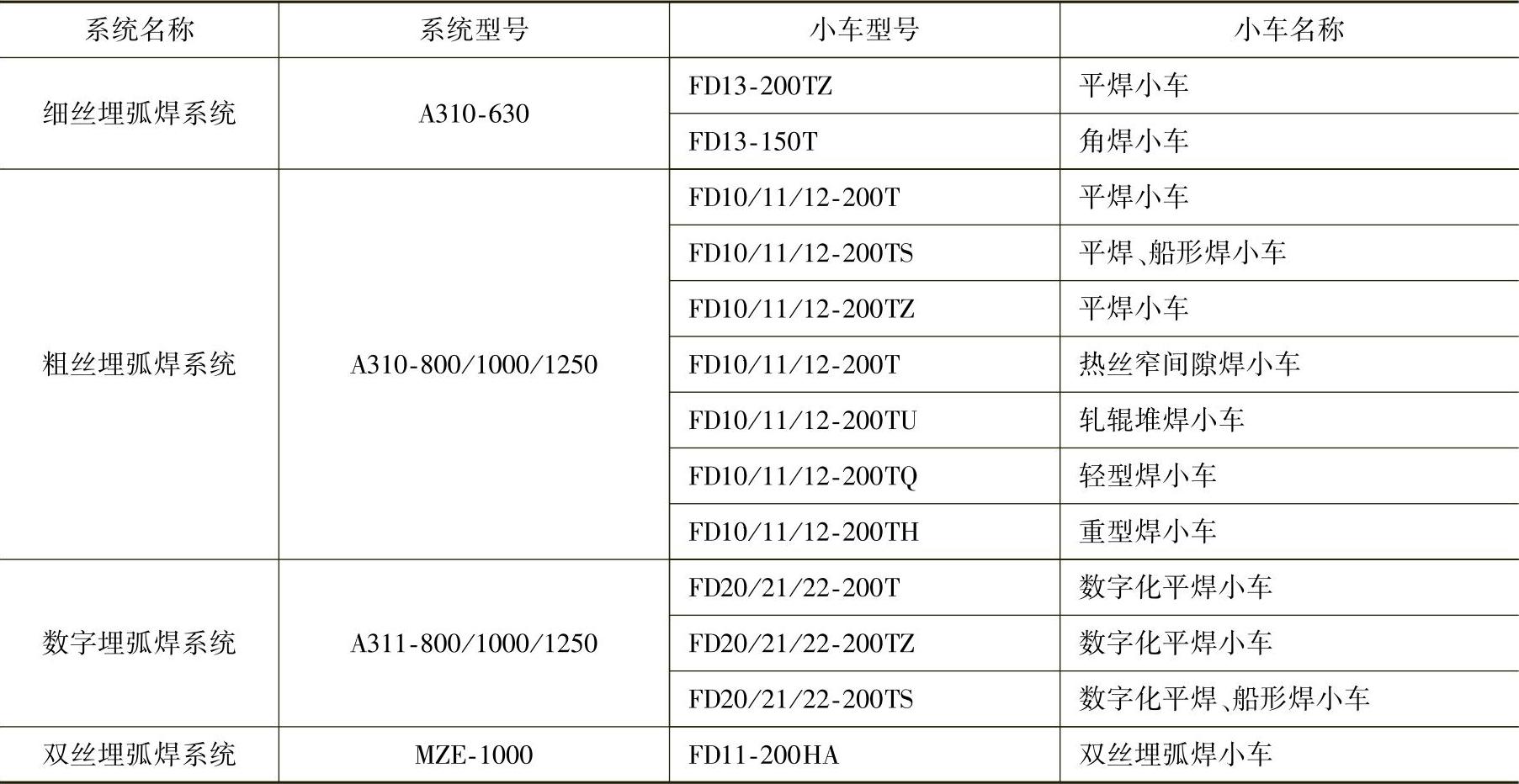
表7.2-5 直流逆变式埋弧焊电源与小车主要参数
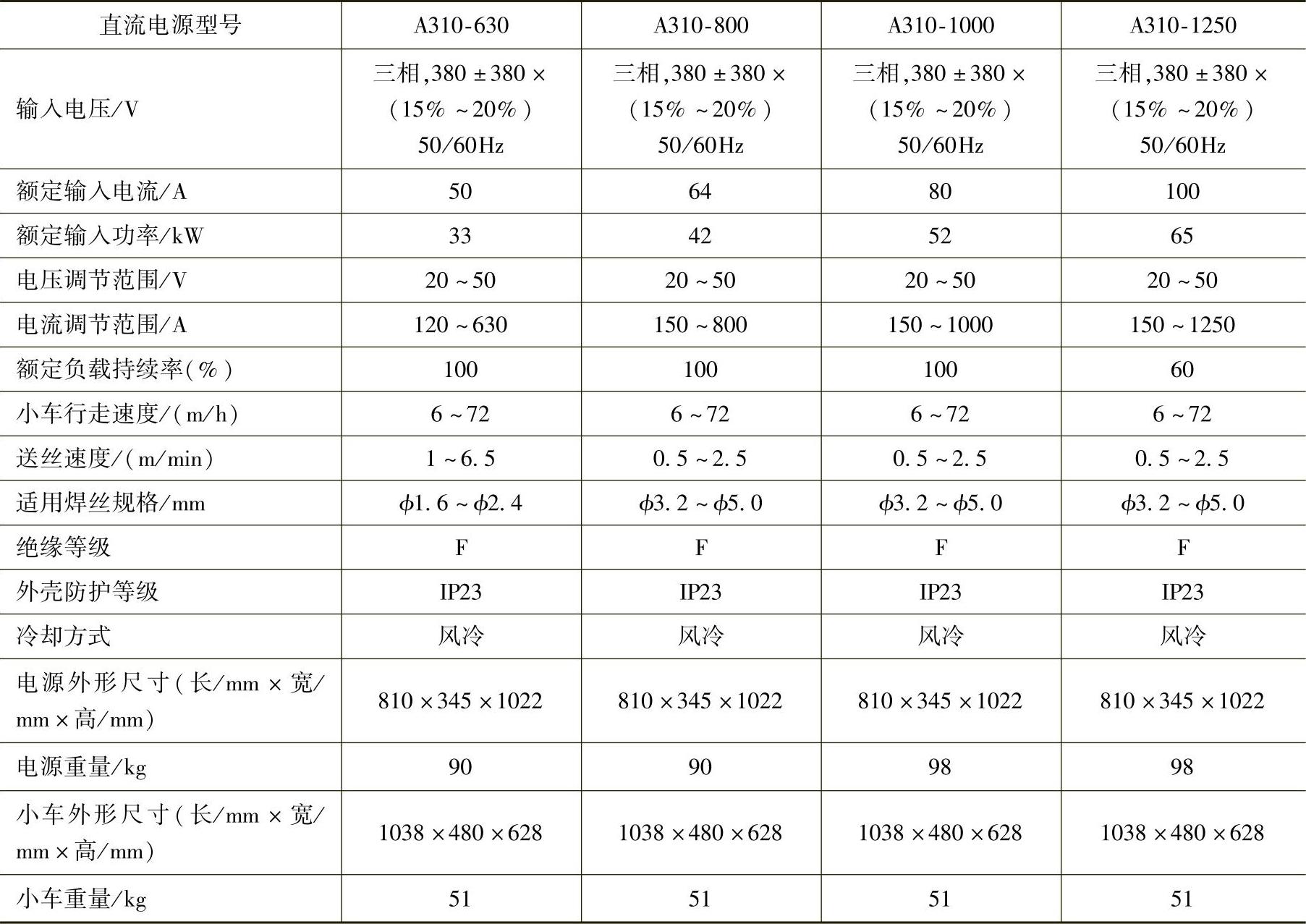
注:1.直流电源为IGBT逆变技术,具有恒流、恒压两种电源特性,具有焊条电弧焊功能及碳弧气刨功能。数字化电源A311-800/1000/1250系列的基本参数与普通电源A310-800/1000/1250系列完全相同。
2.数显预设焊接电流、焊接电压及小车行走速度,引弧、收弧均采用自动“回抽”控制,小车可“手动/自动”行走。
7.2.2.2 悬臂式埋弧焊操作机
1.国内典型焊接操作机
根据用户的具体要求,操作机的立柱、横梁长度,电动、手动台车,立柱电动、手动回转,立柱气动、手动锁紧、固定形式可以任意组合。中型操作机导轨为三角形,重型、超重型操作机导轨为方形。三角形导轨的操作机具有调校方便,成本适中等特点。方型导轨的操作机具有承载大、稳定性好等特点,但是成本高。为安全使用,操作机要有防坠落装置。
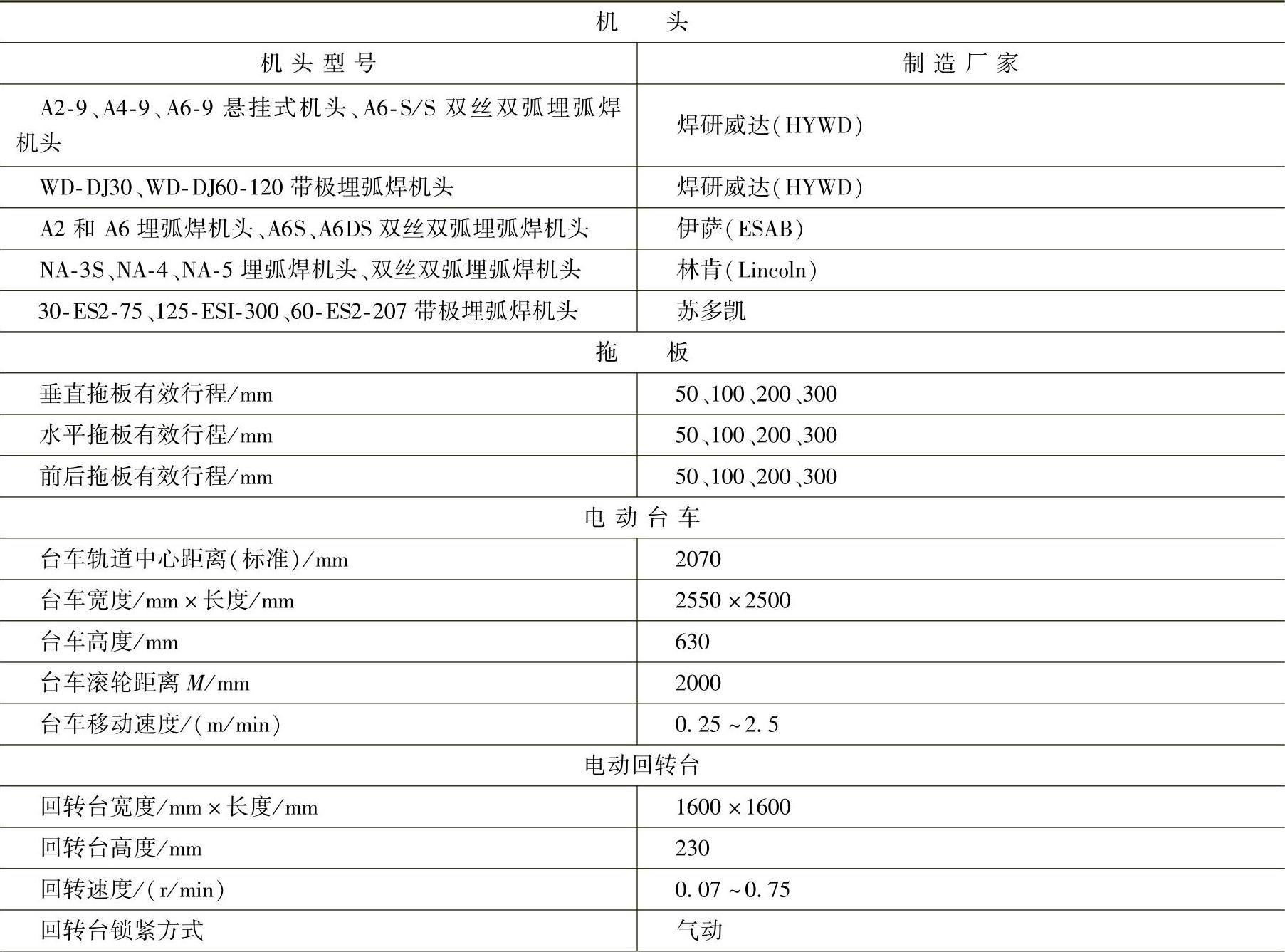
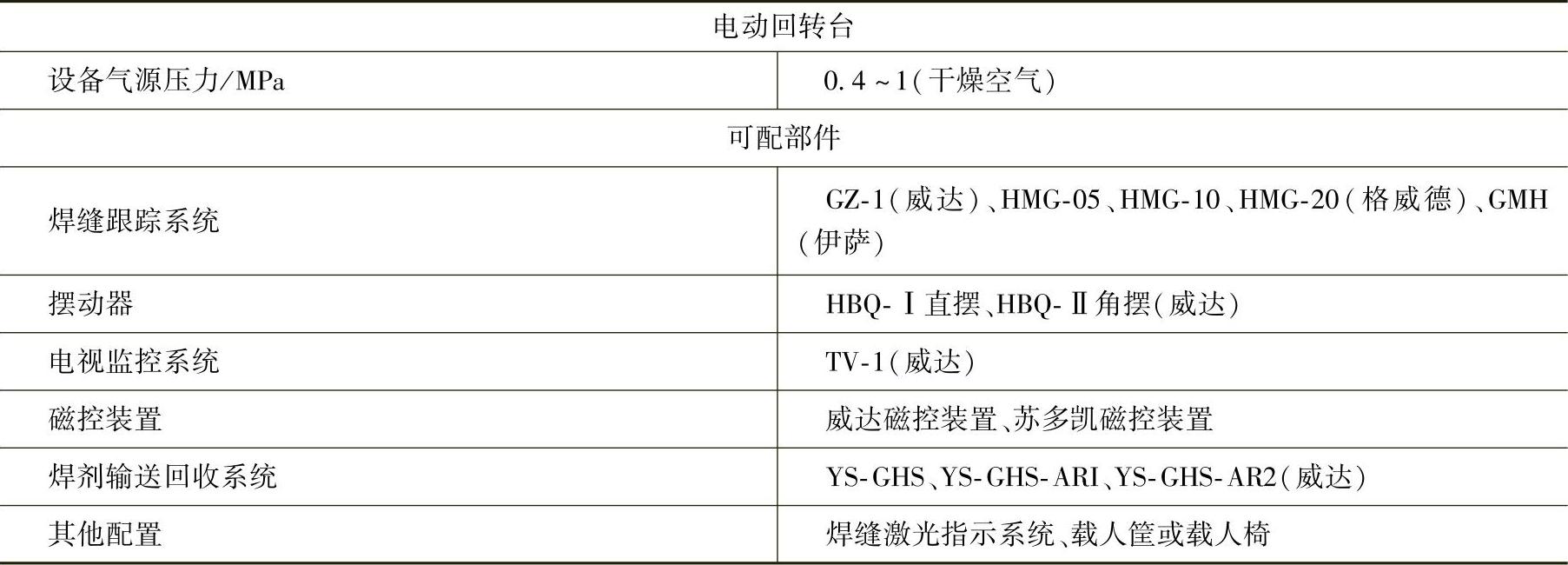
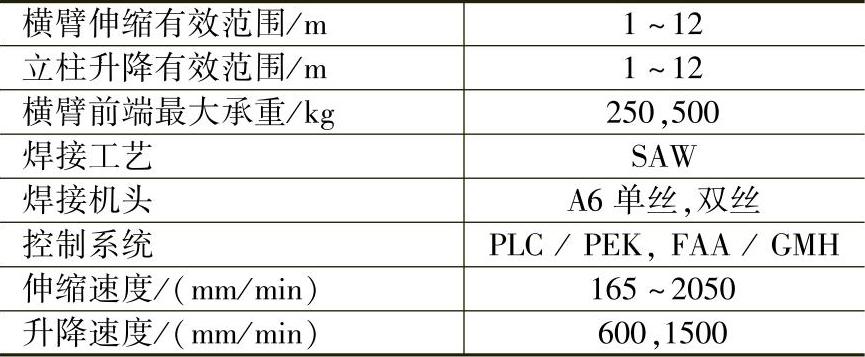
表7.2-6为重型操作机立柱、横梁主要参数选型表,两者代表了埋弧焊操作机的极限参数和能力。表7.2-7为重型操作机的机头、拖板、电动台车、电动回转台和其他可配辅助部件的主要数据。
表7.2-6 重型操作机主要参数选型表(一)
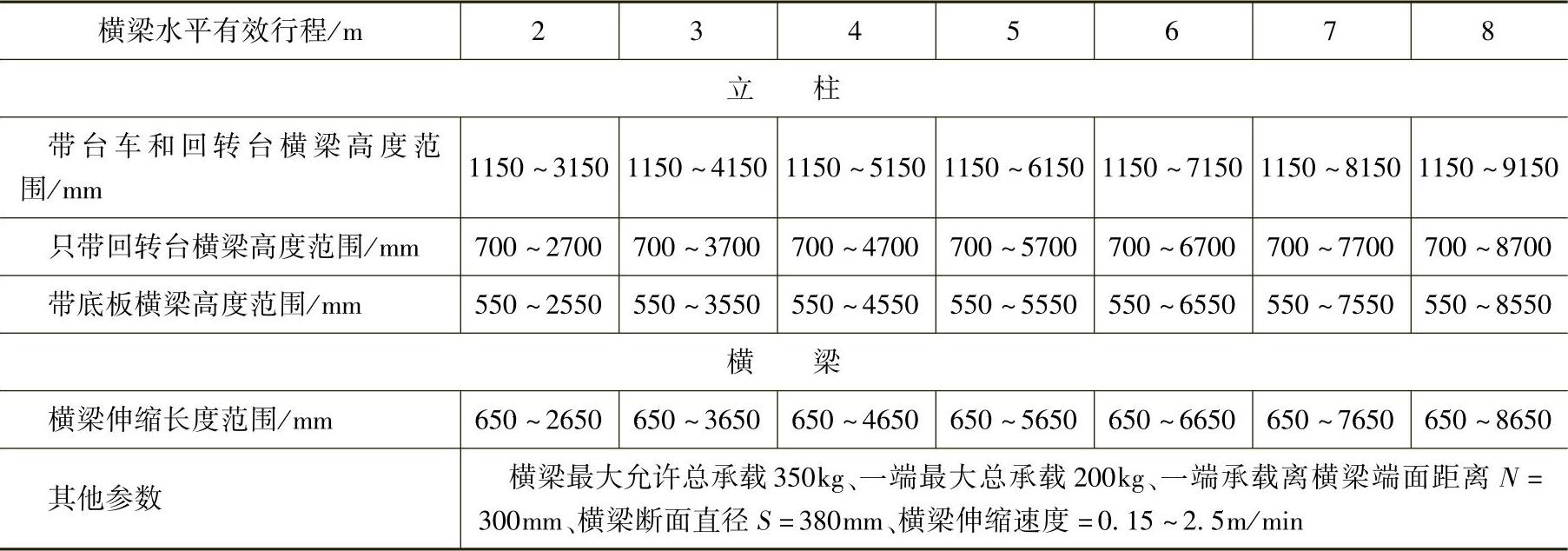
表7.2-7 重型操作机主要参数选型表(二)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
2.国外典型焊接操作机
焊接操作机巨大的操作立柱、高质量的设备可以整合用于埋弧焊、熔化极气体保护焊和自动TIG焊。能够提供标准型、模块型或定制型三种标准型号,通过先进的模块化设计,配置后能满足几乎所有自动化焊接的要求。
目前主要产品包括CAB通用系列和Telbo伸缩臂式系列操作架。表7.2-8为该类焊接操作机主要指标。
表7.2-8 CAB通用系列和Telbo伸缩臂式系列焊接操作机主要指标
注:1.CAB系列焊接操作机主要包含立柱(含同心、偏心、手动旋转、电动旋转和辅助模块等)、横梁(水平安装、水平与垂直安装、辅助模块、旋转支架、操作员座椅、带护栏的爬梯)、焊接与相关处理单元(焊接机头、过程控制器、质量监控装置、焊接电源、焊剂供给与回收系统、变位机、滚轮架、接头跟踪系统、空气干燥系统、监控与摄像系统、焊丝输送系统等)。
2.Telbo系列伸缩臂式操作架,通过三段式可伸缩回收型横臂节省现场空间,确保操作人员的安全。装载1000kg超大包装焊剂和1000kg超大包装焊丝后,能实现连续焊接。特点:横梁同步驱动的PLC控制系统、横梁回收时焊丝自动“回绕”、伸缩式焊丝引导装置、遥控控制的焊剂喷嘴(可选)、遥控控制的接头跟踪传感器调节装置(可选)。
7.2.2.3 门架式埋弧焊机
门架式埋弧焊机多采用船形埋弧焊,用于焊接H型钢。焊接时焊件不动,门架移动;横梁可以配备两组导柱各带一套焊接机头,用电动机驱动来调节上下位移,用手动或自动调节装置来调节左右位移;导弧机构对焊缝进行机械式跟踪,焊缝质量高;焊药可自动回收,节省人力,如图7.2-5所示。
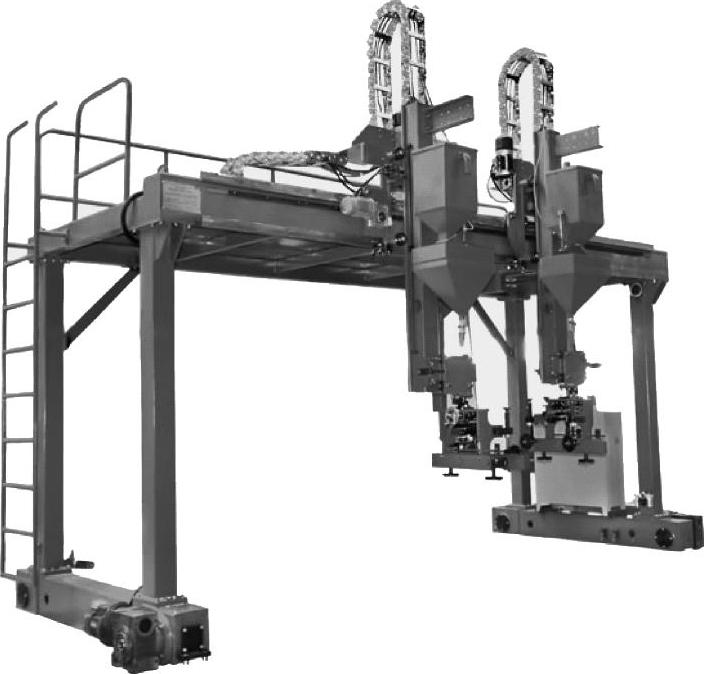
图7.2-5 典型门架式埋弧焊机
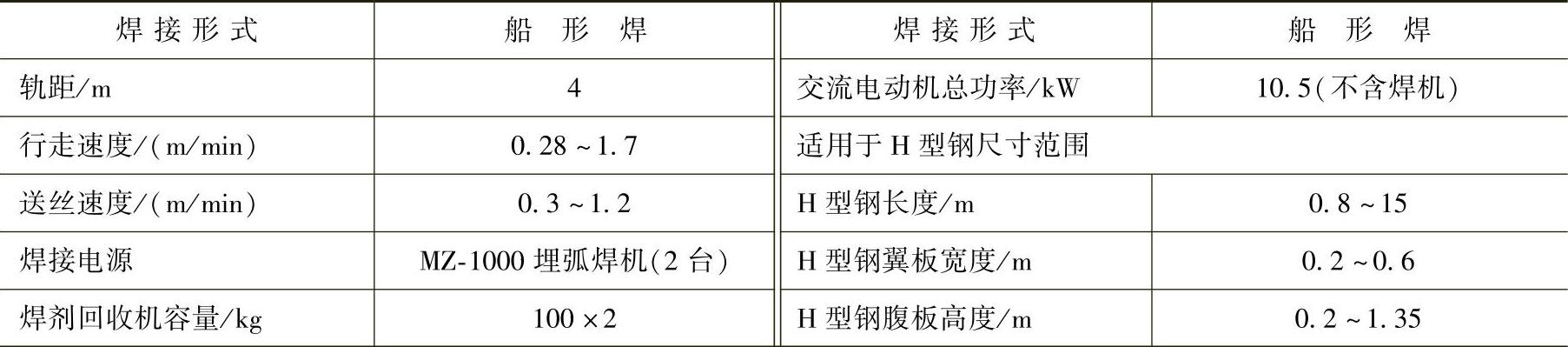
表7.2-9为MZ-2×1000门型埋弧焊机主要技术参数,表7.2-10为MZ8-2×1000门型埋弧焊机主要技术数据。
7.2.2.4 窄间隙埋弧焊机
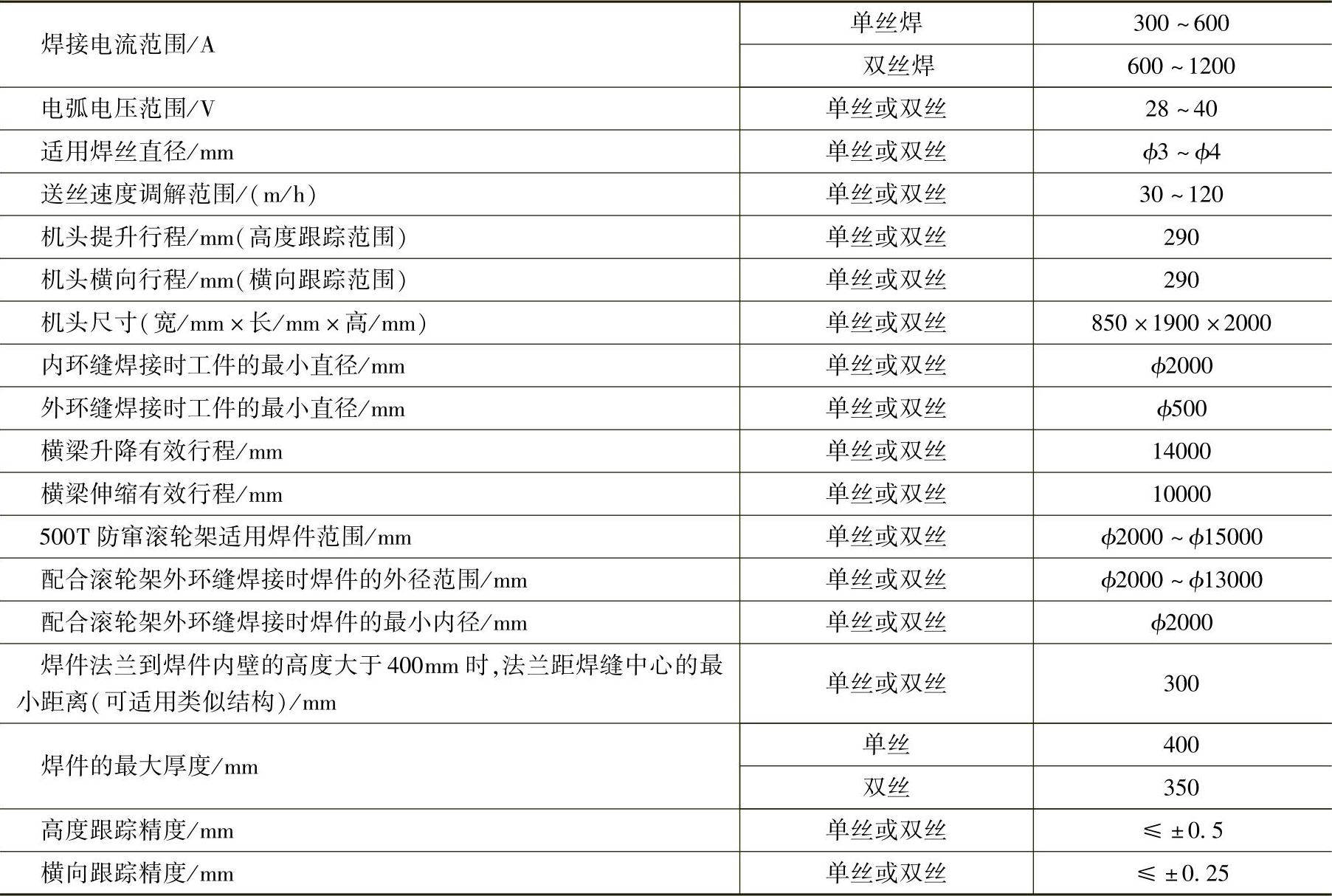
表7.2-11为国外窄间隙埋弧焊设备主要技术数据,表7.2-12为国内组装的窄间隙埋弧焊系统主要技术数据,表7.2-13为HSS-300/350W双丝(单丝)窄间隙埋弧焊机技术数据。
表7.2-9 MZ-2×1000门型埋弧焊机主要技术参数
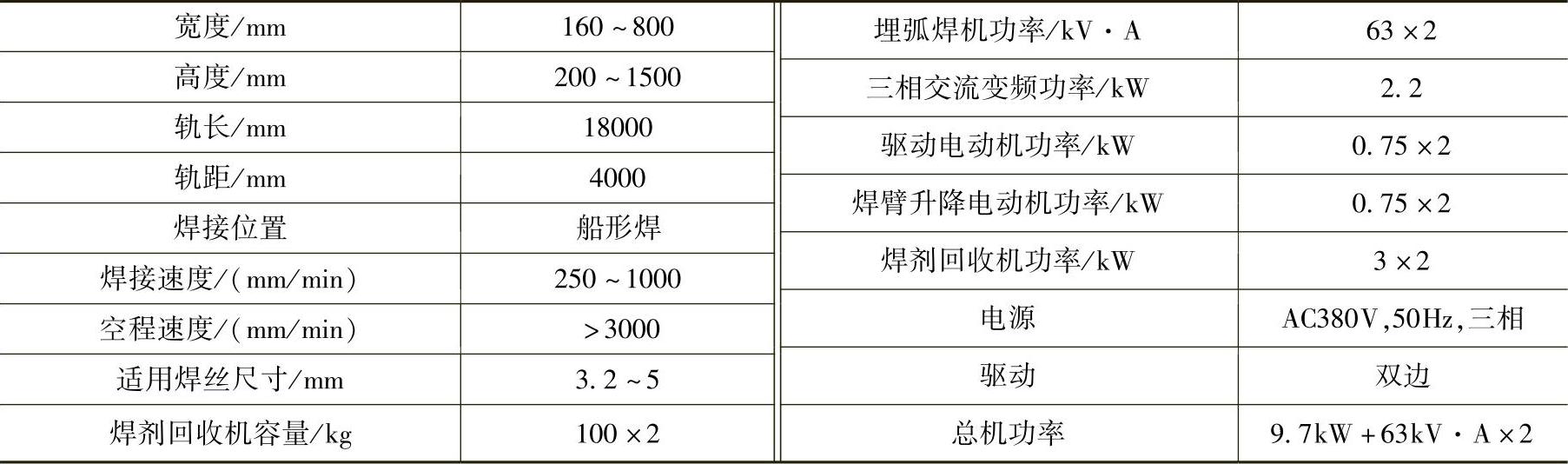
注:MZ-1000×2门型焊机是用于H型钢焊接的专用设备。两台埋弧焊机放在龙门架上由两台超低速减速机做驱动,在钢轨上匀速前进对H型钢进行船形位置焊接。驱动电动机采用交流变频器控制,速度稳定,数字显示。并设有机械跟踪导弧机构,自动纠偏,确保焊枪对准焊缝,其焊机头为双向来回式焊机头,节约焊接时间。
表7.2-10 MZ8-2×1000门型埋弧焊机主要技术数据
注:该焊机为自行走龙门式结构,采用交流变频调速控制器,焊剂回收系统,导弧跟踪装置,配合焊接电源,实现焊接一体化联动控制。
表7.2-11 国外窄间隙埋弧焊设备(NG-SAW)主要技术数据
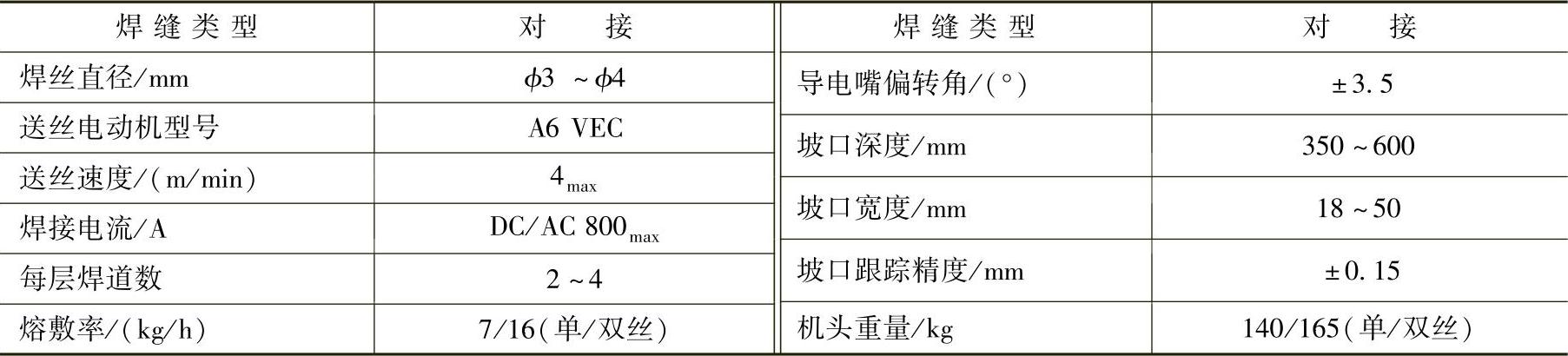
表7.2-12 国内组装的窄间隙埋弧焊系统主要技术数据

注:该系统包括窄间隙焊头、电动十字滑架、二维跟踪装置、带双向校直机构的送丝机头、PEH控制箱、LAF-1000焊接电源、控制系统、焊剂回收及输送系统等10个部分。专门设定的窄间隙焊枪、AC伺服电动机驱动焊枪摆动,工作可靠;长距离激光跟踪器,实现对焊缝底部两侧及高度的跟踪;PLC、触摸屏及AC伺服组成的控制系统实现自动安排焊道。
表7.2-13 HSS-300/350W双丝(单丝)窄间隙埋弧焊机技术数据
注:1.数字化双脉冲电源,可编程,连接PC机、打印机,可实现焊接数据监控和管理。
2.双丝焊接时弯丝焊枪接直流焊接电源,直丝焊枪接交流焊接电源。
3.弯丝指向侧壁,保证了侧壁熔透;直丝垂直向下,用以控制焊缝成形,使焊缝呈下凹型,不易产生未熔合、夹渣等缺陷。
4.设有横向跟踪和高度跟踪装置,焊接环缝时可以从坡口底部连续焊到顶部,实现焊接自动化。
5.与型号为KT-500F的自动防轴向窜动滚轮架配合使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。