



7.3.4.1 热丝TIG焊设备
热丝TIG焊方法是在冷送丝TIG焊基础上开发的一种高效焊接方法,在焊丝进入熔池前对其进行预热,减少了电弧熔化焊丝的能量,提高了填充熔敷效率和焊接速度,同时又保持有TIG焊的高质量焊接,此工艺广泛用于表面堆焊或大厚板TIG焊。
表7.3-43 LHME-200型变极性等离子弧焊机技术数据
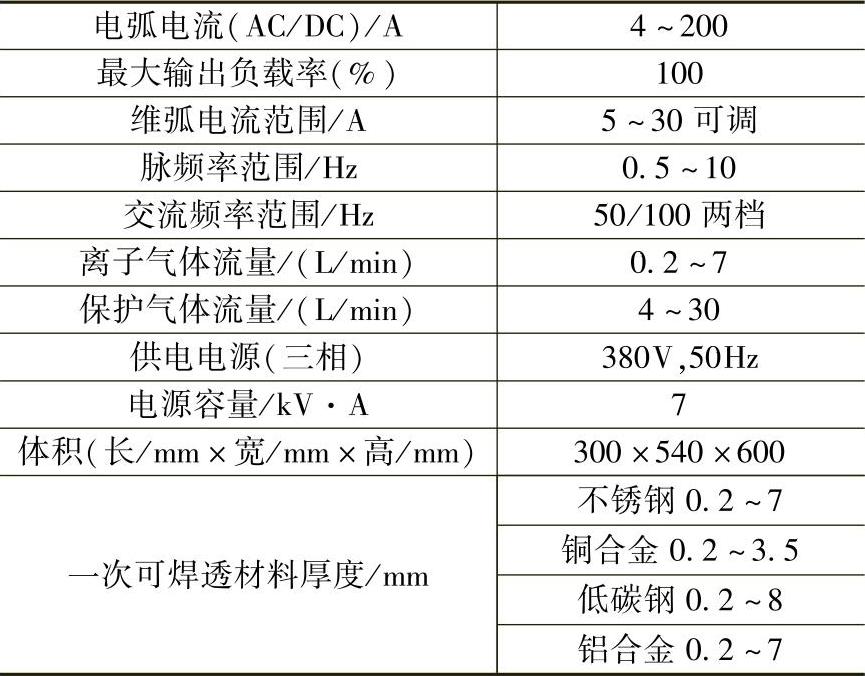
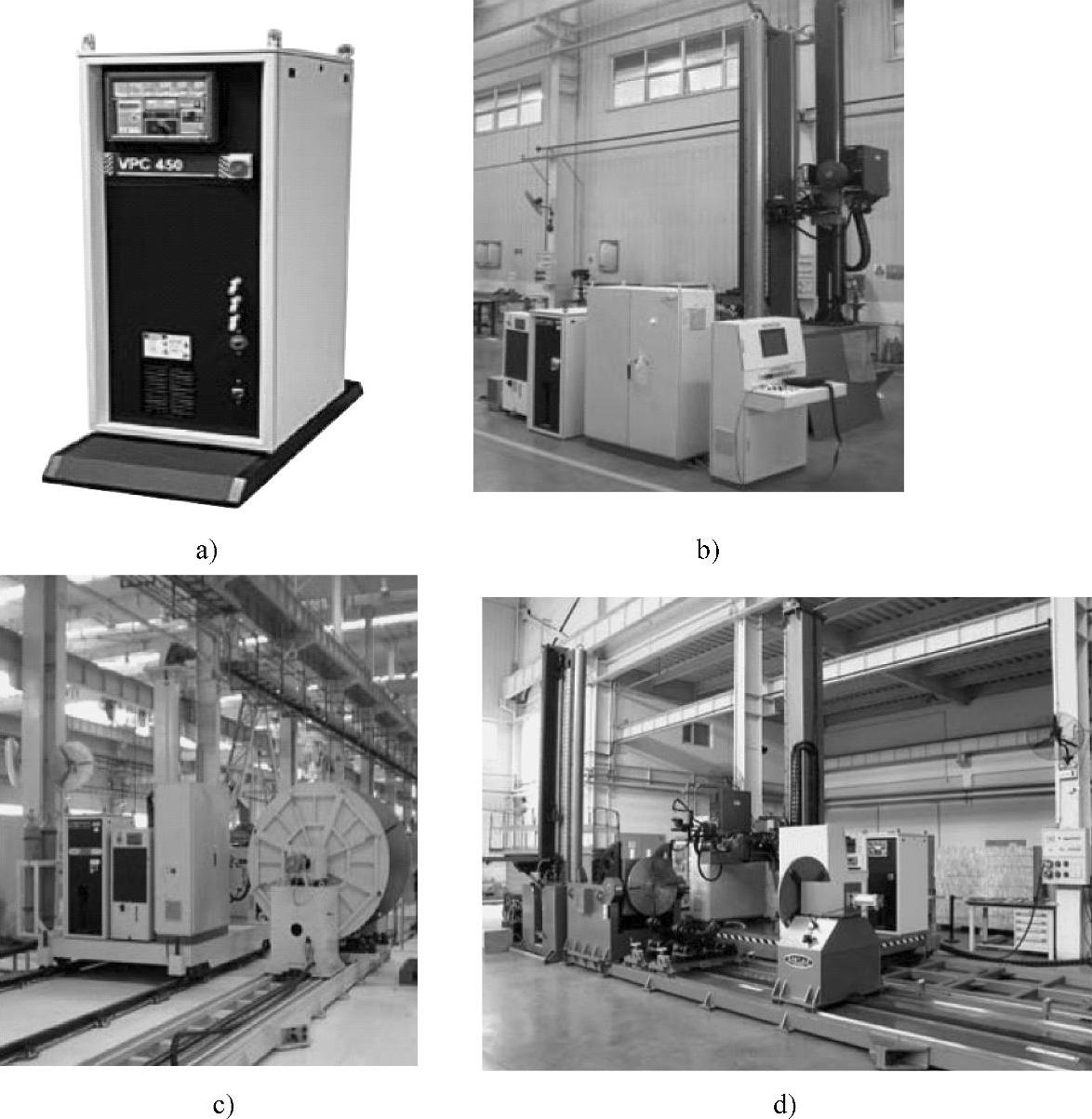
图7.3-42 VPC450变极性等离子弧焊成套设备
a)VPC450变极性等离子弧焊接电源 b)变极性等离子立式纵缝焊系统 c)变极性等离子环缝焊系统 d)变极性等离子纵环缝组合焊接系统
热丝氩弧焊机由以下几部分组成:直流氩弧焊电源、预热焊丝的附加电源(交流居多)、送进焊丝的送丝机构以及控制、协调这三部分之间的控制电路。热丝焊接已成功用于碳钢、低合金钢、不锈钢、镍和钛等。对于铜和铝,由于电阻率小,要求很大的加热电流,从而造成过大的电弧磁偏吹和熔化不均匀,所以不推荐热丝焊接。图7.3-43所示为热丝焊机。
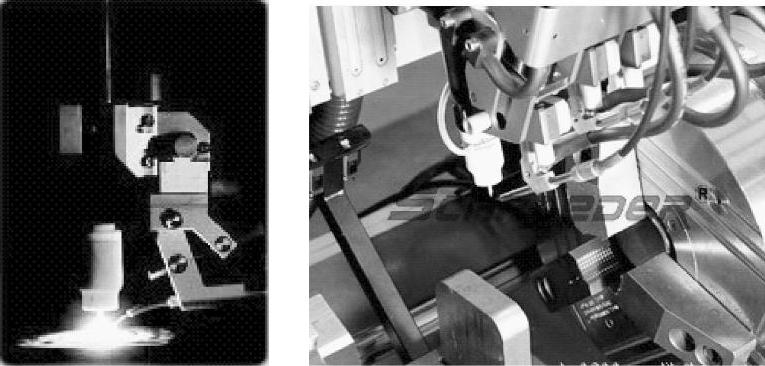
图7.3-43 典型热丝焊机
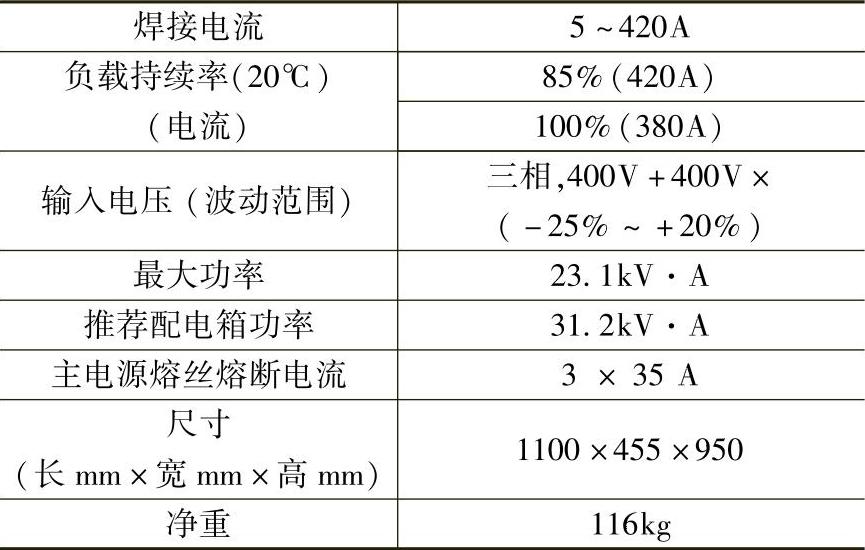
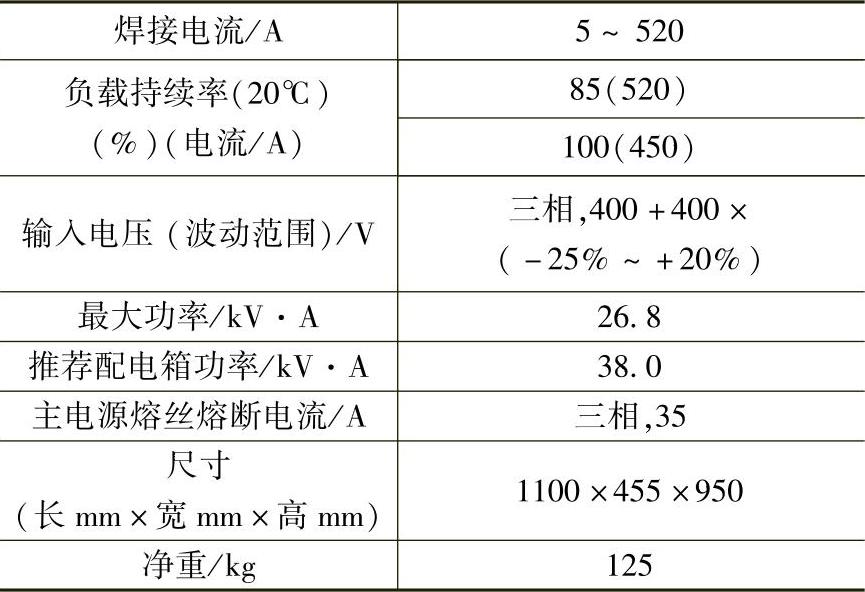
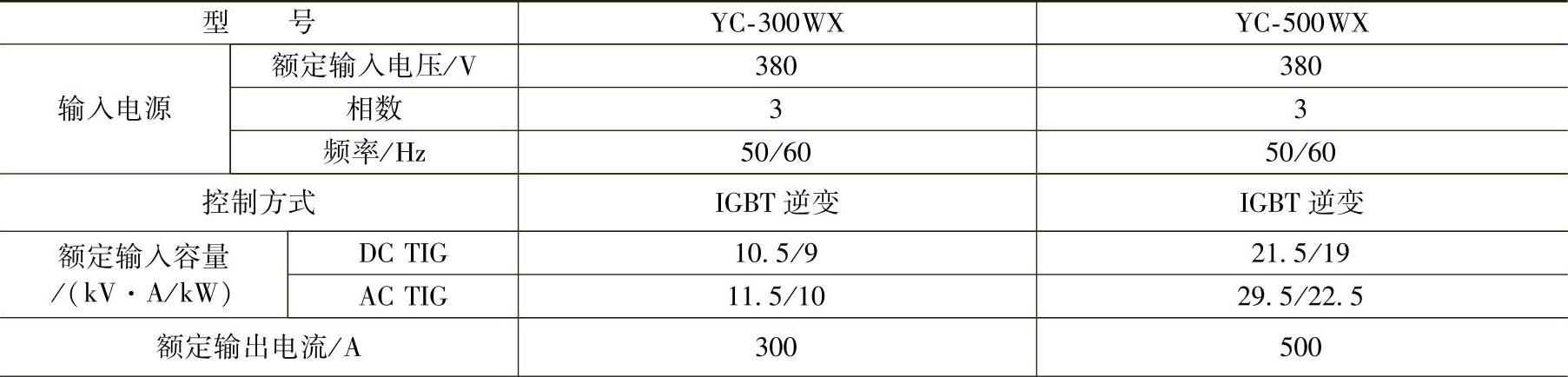
典型的热丝TIG焊机型号及技术数据见表7.3-44。
表7.3-44 典型的热丝TIG焊机型号及技术数据

7.3.4.2 双电极TIG焊设备
双电极TIG焊是一种高速TIG焊方法。
双电极TIG焊设备采用两个电弧交替供电,如图7.3-44所示。由于两个电极电流互相错开,可以减少或者避免磁偏吹,因此可以用较大的焊接电流,提高焊接速度,改善了焊缝成形质量,克服了单电极大电流焊接时引起焊道的“驼峰”现象。
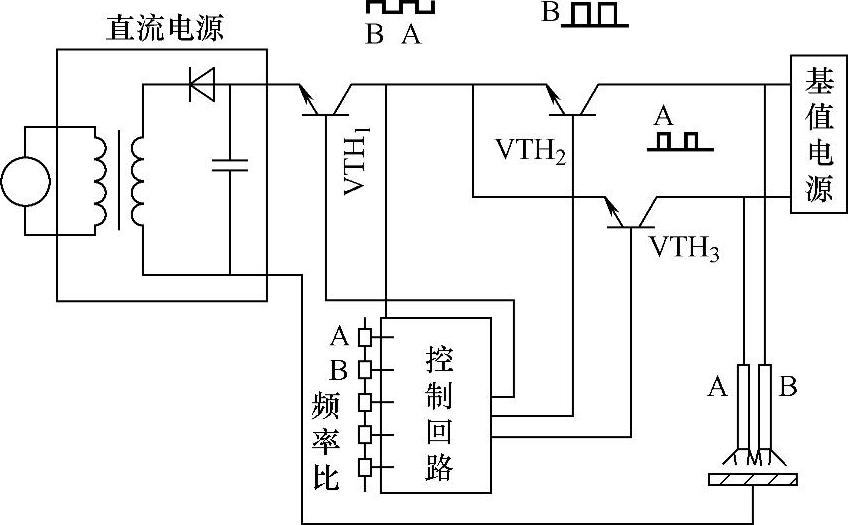
图7.3-44 双电极脉冲TIG焊
7.3.4.3 气电立焊设备
气电立焊(英文简称EGW)是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。它利用类似于电渣焊所采用的水冷滑块挡住熔融的金属,使之强迫成形,以实现立向位置的焊接。气电立焊与电渣焊的主要区别在于熔化金属的热量是电弧热而不是熔渣的电阻热。
气电立焊通常用于较厚的低碳钢和中碳钢等材料的焊接,也可用于奥氏体不锈钢和其他金属合金的焊接。板材厚度为12~80mm最适宜。
气电立焊设备主要由焊接电源、导电嘴、水冷滑块、送丝机构、焊丝摆动机构和供气装置等组成。除了焊接电源,其余部分被组装在一起,并随着焊接过程的进行而垂直向上移动。图7.3-45和图7.3-46所示为两种气电立焊焊机。

图7.3-45 气电立焊焊机

图7.3-46 倒装气电立焊焊机
国内典型的气电立焊焊机型号及技术数据见表7.3-45与表7.3-46。
7.3.4.4 窄间隙熔化极气体保护焊设备
窄间隙熔化极气体保护焊是一种焊接厚板的特殊熔化极气体保护焊方法,是高效率和小变形的多层焊接技术。此方法焊前在二厚板对接处预留一个间隙(间隙约为13mm),然后在此窄间隙中采用熔化极气体保护焊连续进行多道多层焊,直至完成整个对接接头。图7.3-47所示为窄间隙MAG焊接装置,图7.3-48所示为国外典型的窄间隙MAG焊机。
表7.3-45 典型的气电立焊焊机型号及技术数据(一)
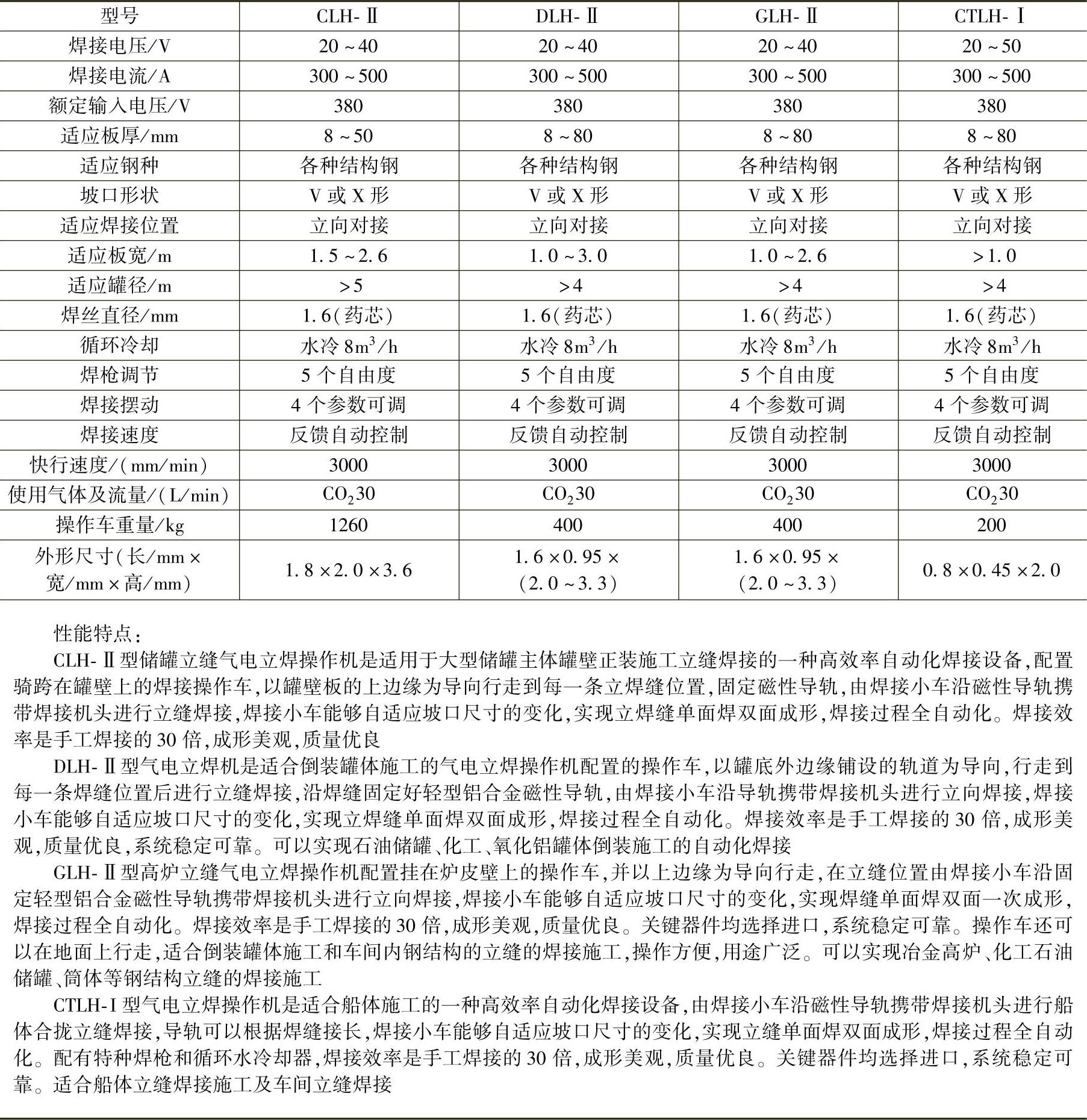
表7.3-46 典型的气电立焊焊机型号及技术数据(二)
(续)
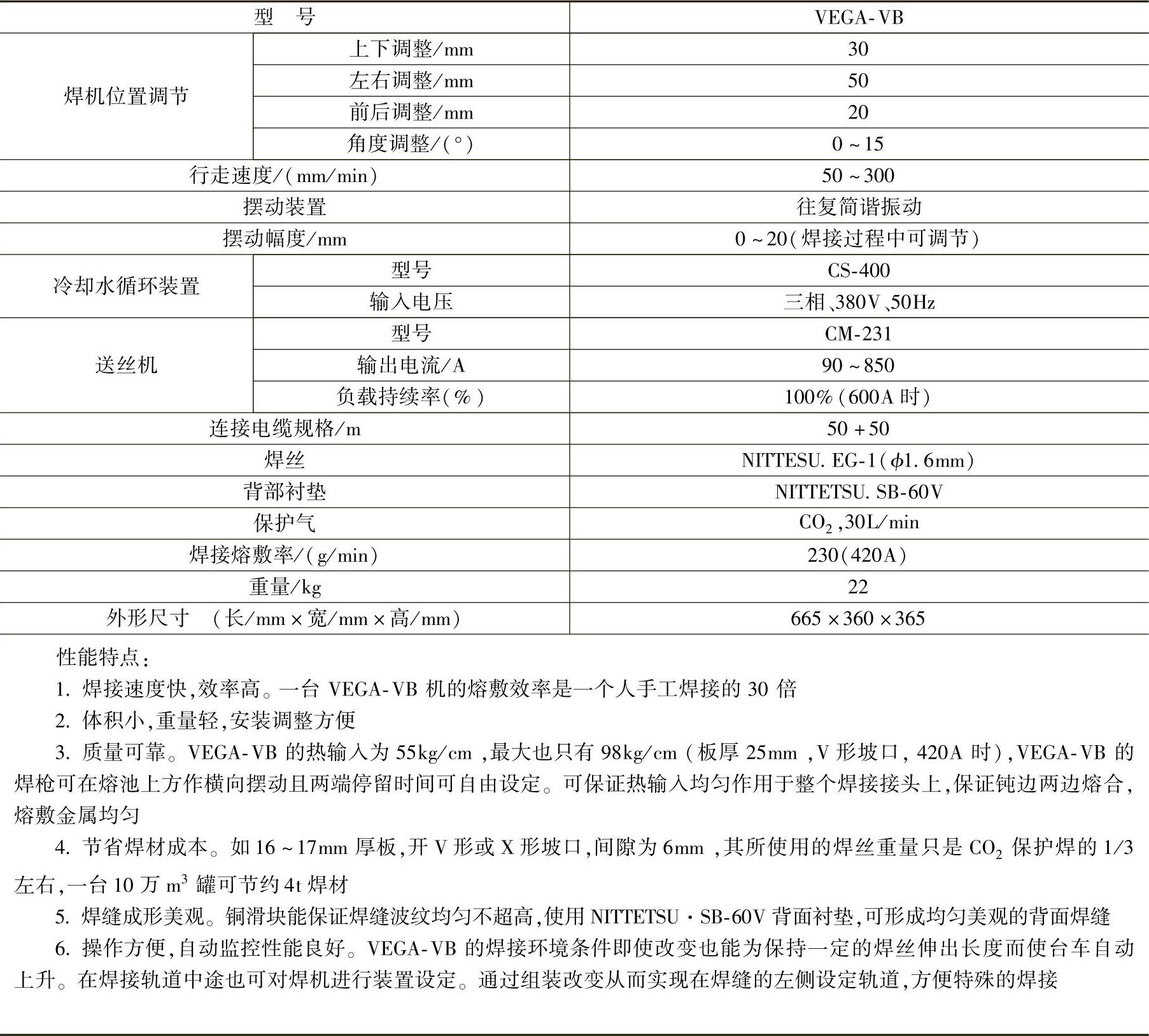
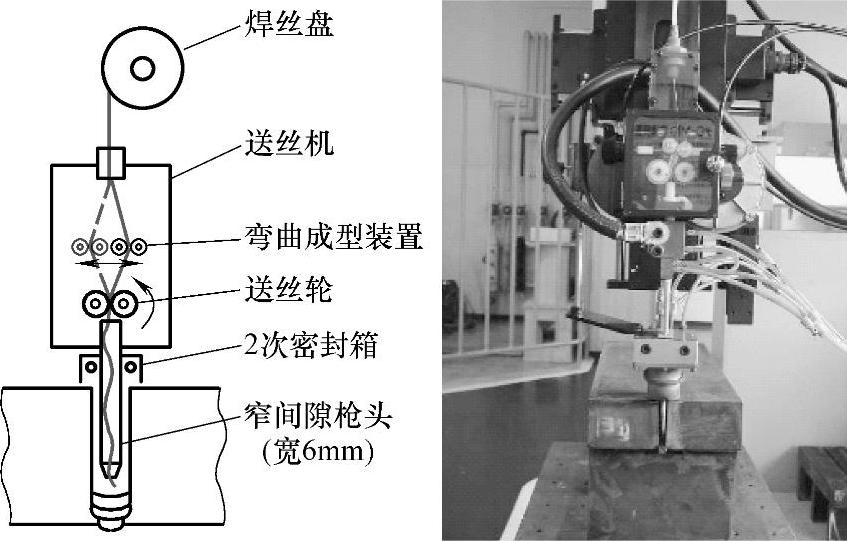
图7.3-47 窄间隙MAG焊接装置
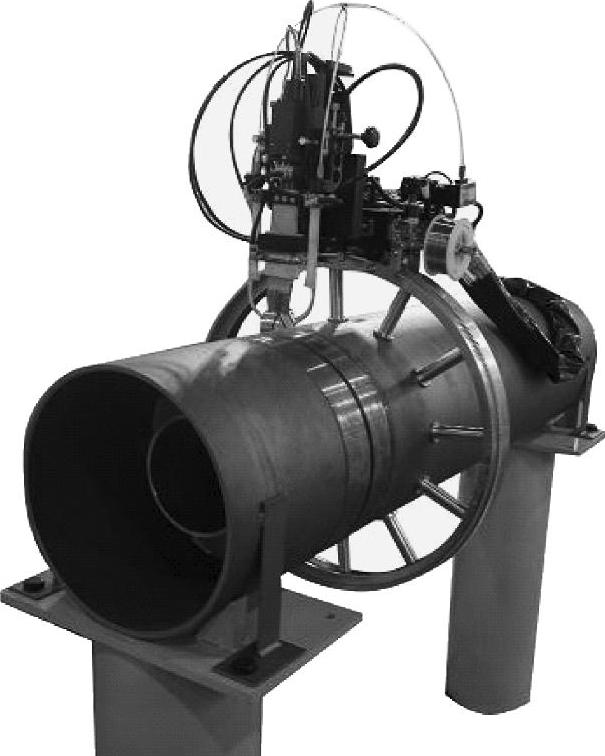
图7.3-48 国外典型的窄间隙MAG焊机
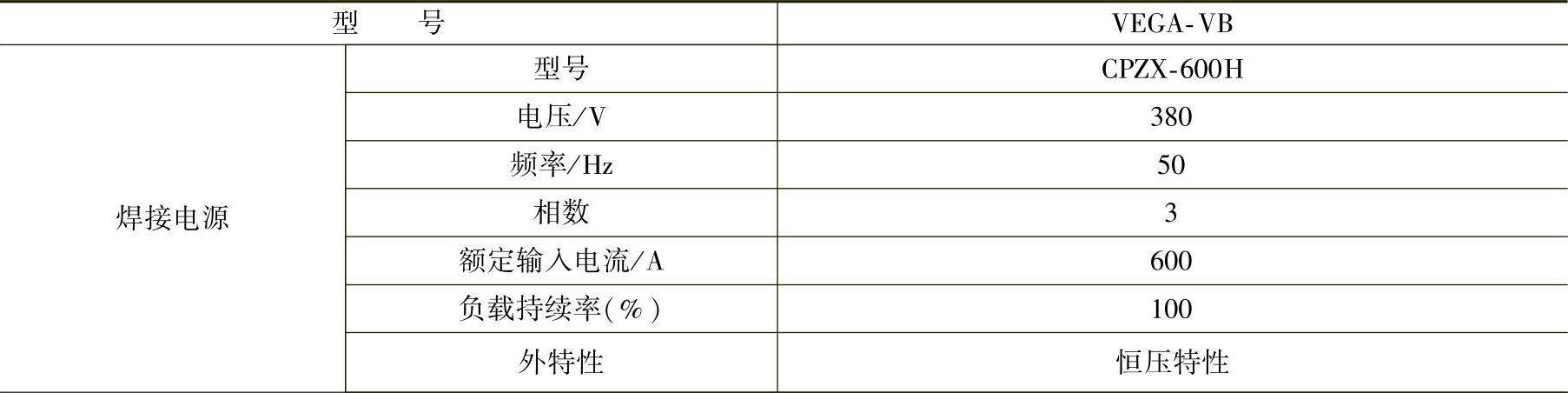
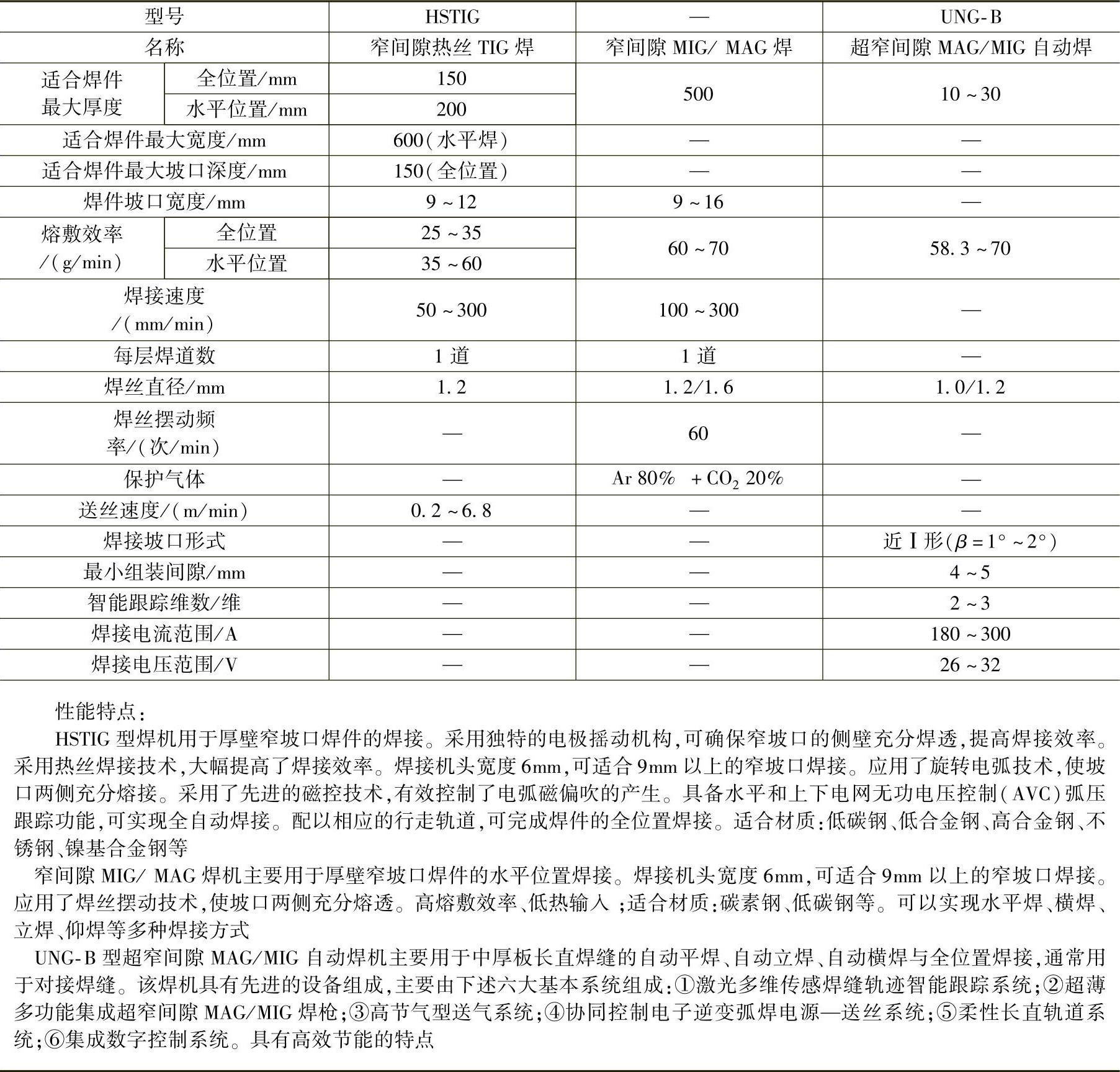
典型的窄间隙熔化极气体保护焊设备及技术数据见表7.3-47。
表7.3-47 典型的窄间隙焊焊接设备及技术数据
7.3.4.5 双丝熔化极气体保护焊设备
双丝熔化极气体保护焊是一种高速度焊接方法,其特点是采用两个熔化极共用一个保护气罩、形成一个熔池,在提高熔敷效率的同时,也提高了焊接速度。在薄板焊时,焊速可达3~6m/min,比普通单焊丝快5~10倍。此方法可焊低碳钢、普低钢、不锈钢和铝。
双丝焊接工艺一般可以分为两种,即TWIN ARC和TANDEM。
1.TWIN ARC双丝焊机
如果两焊丝从同一个导电嘴伸出,相互不隔离,称之为TWIN ARC。双丝熔化极气体保护焊机的典型结构如图7.3-49所示。
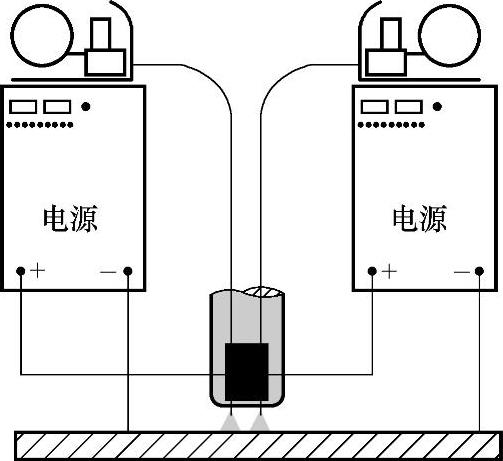
图7.3-49 TWIN ARC双丝焊机结构示意图
对于这种方式,两根焊丝通过一个共用的导电嘴送出,两根焊丝由一个电源或分别由两个独立的焊接电源供电。由于两根焊丝的电位相同,只是送丝速度不同,无法对两个电弧分别进行控制,焊接参数难以调节,在焊接时焊接速度并没有达到预期的那样高。另外,在TWIN ARC方式中,短弧焊是不适合的。它有一些固有的不足,但是由于采用这种方式结构简单,只要用一台大功率电源就可以工作,所以在一些场合下仍有应用。采用该种焊接工艺,电弧调节能力有限,所以最大焊接速度只可以达到3m/min。
2.TANDEM双丝焊机
如果由两台焊机、两台送丝机及一把焊枪等组成,可与自动化专机或焊接机器人配套使用。两个送丝机通过两根送丝管分别将两根焊丝送进焊枪中两个独立的导电嘴,在双电弧中被熔化,形成一个熔池,就叫做TANDEM双丝焊机,图7.3-50所示为TAN- DEM双丝焊机结构。目前TANDEM焊接法的使用较为成功。
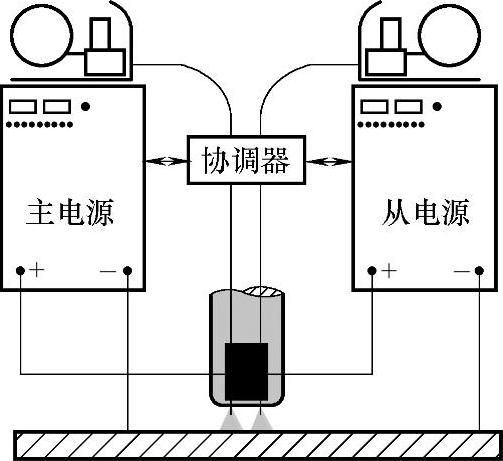
图7.3-50 TANDEM双丝焊机结构示意图
TANDEM双丝焊接工艺采用两台独立的焊接电源,两个电弧的电流和电压可以独立调节,所以具有很高的灵活性。在TANDEM双丝焊中,一般把前面的焊丝叫做“主”,后面的叫做“从”。由于两个焊接电源、两个送丝机和共同的送双丝电缆,为防止两电弧相互干扰,故采用脉冲MIG/脉冲MAG焊,保持两电弧交替燃烧。两根焊丝可用或不用脉冲电流,当两个电源都是脉冲方式时,脉冲电流波形可相差180°,即在某一时刻只有一个电弧燃烧,另一个处于维弧(只有基值电流)状态,这样可最佳地控制电弧,在保证每个电弧稳定燃烧的前提下,互相不影响。图7.3-51~7.3-53所示分别为双丝焊炬、双丝焊机械手装置与典型的双丝焊机。
TANDEM焊机在焊接2~3mm薄板时,焊接速度可达6m/min,焊接8mm以上厚板时,熔敷效率可达24kg/h。
典型的双丝熔化极气体保护焊焊机型号及技术数据见表7.3-48与表7.3-49。

图7.3-51 双丝焊炬
图7.3-52 TCS双丝焊机械手装置
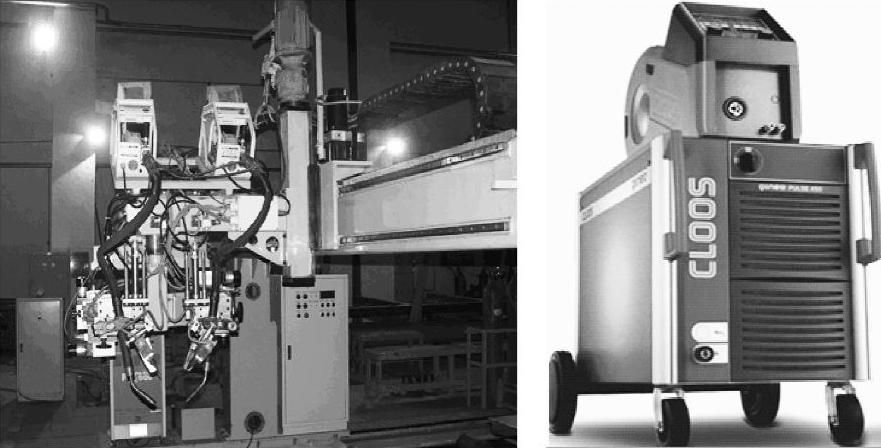
图7.3-53 国内外典型的双丝焊机
7.3.4.6 CMT(冷金属过渡)数字化脉冲MIG/MAG焊机
奥地利福尼斯公司研制的Fronius TPS 5000 CMT数字化脉冲MIG/MAG气体保护焊机比较典型,其主要技术数据见表7.3-50。图7.3-54所示为奥地利福尼斯CMT双丝焊机。
表7.3-48 典型的TANDEM高效MIG/MAG双丝焊焊机技术数据
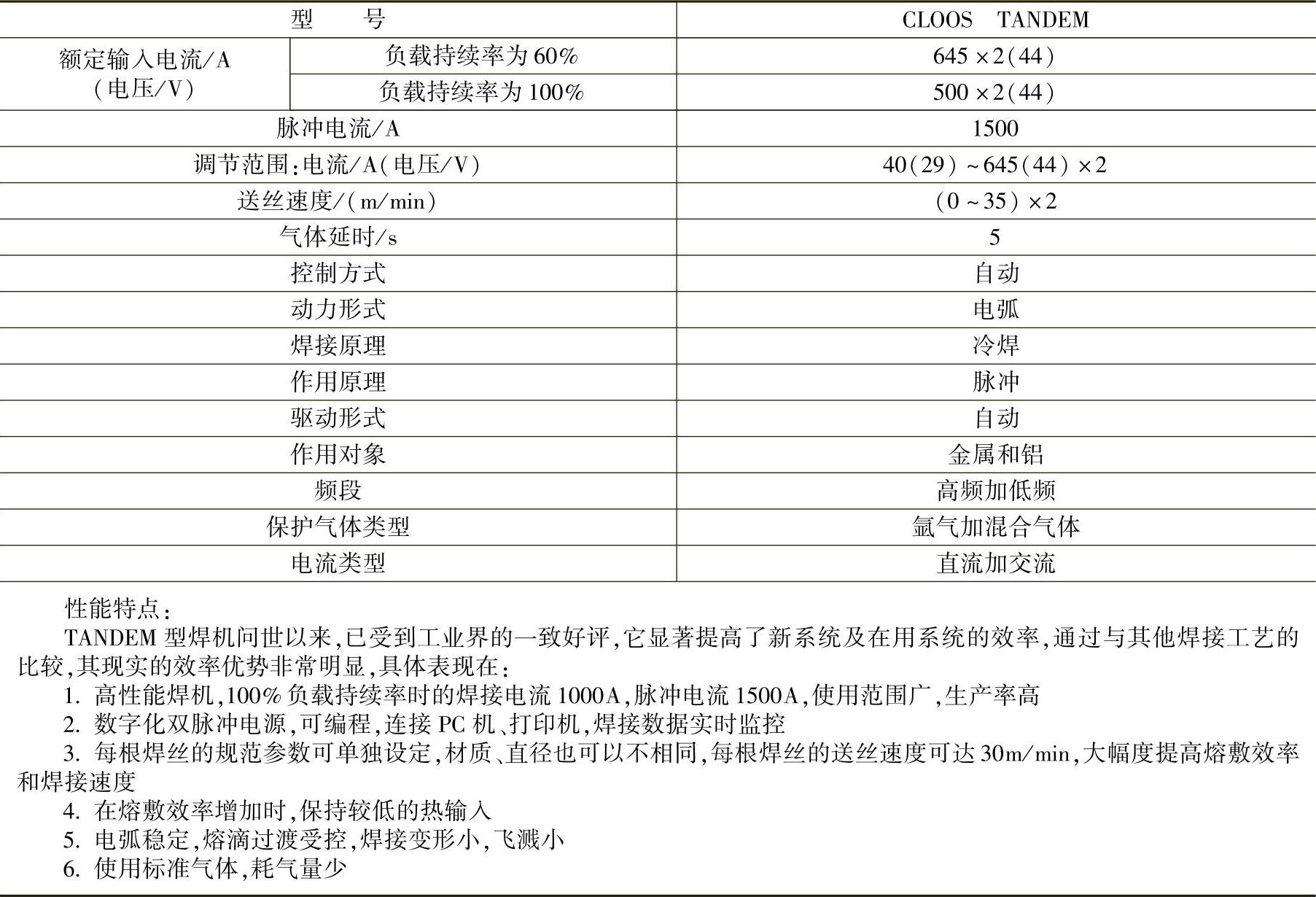
表7.3-49 典型高效MIG/MAG双丝焊焊机技术数据(https://www.xing528.com)
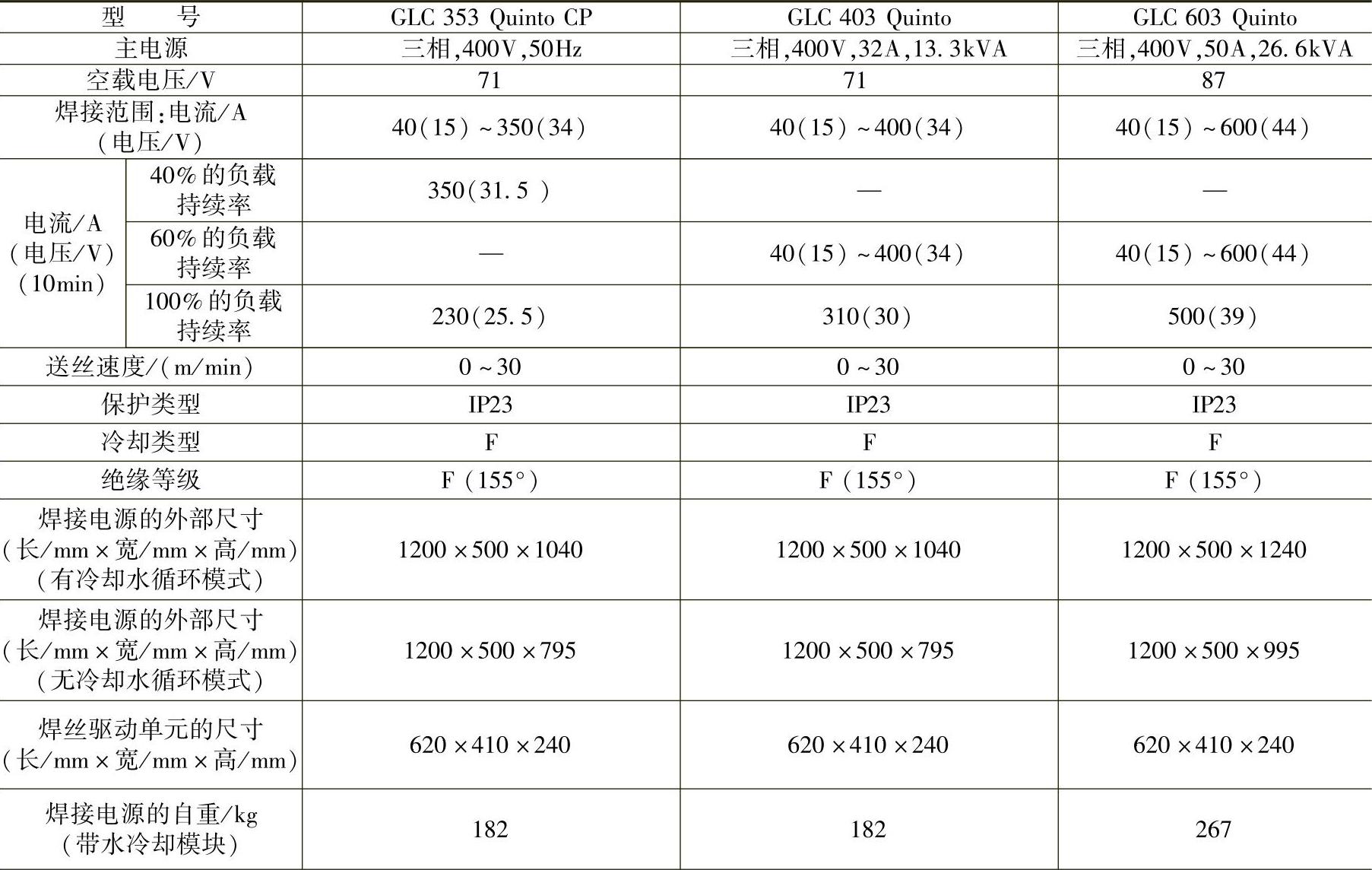
(续)
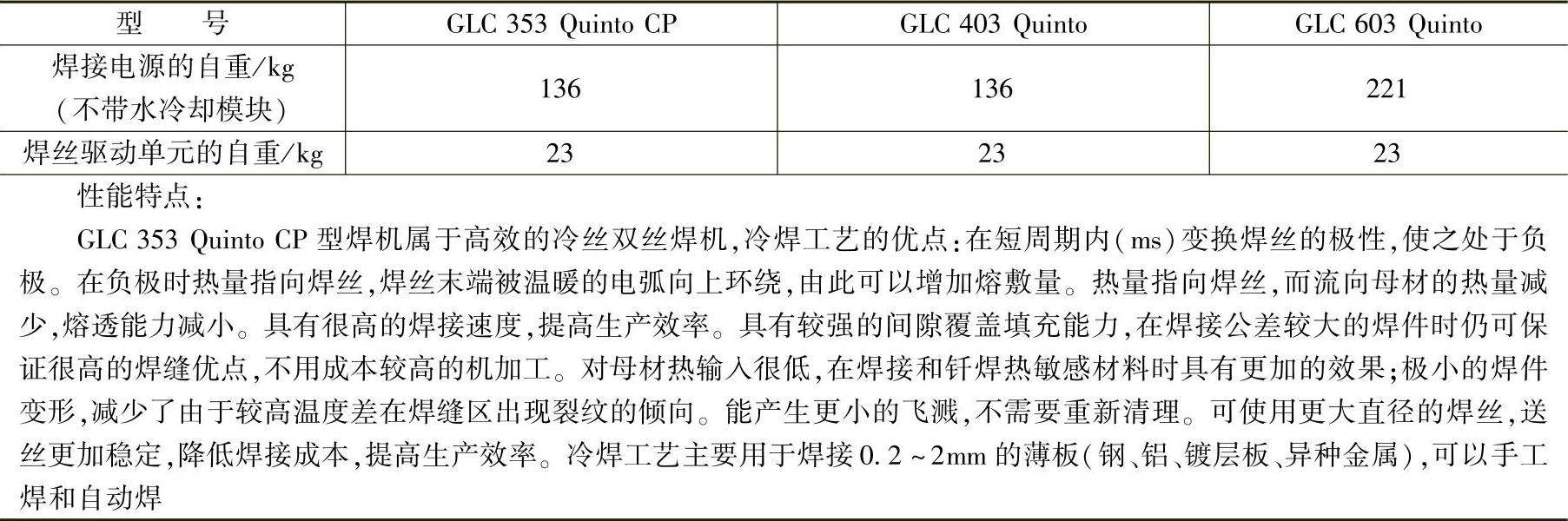

图7.3-54 CMT Twin冷金属过渡双丝焊机
CMT数字化脉冲MIG/MAG焊机的创新在于由全数字化的微处理器同步控制其焊接逆变器与送丝系统,这能有效地控制热输入,即在焊件上没有飞溅。CMT焊机适用于任何薄板甚至0.3mm的超薄板。它可以实现镀锌板的MIG钎焊,碳钢与铝的连接。
表7.3-50 Fronius TPS 5000型CMT数字化脉冲MIG/MAG气体保护焊机技术数据
7.3.4.7 超威弧(ForceArc)双脉冲熔化极气体保护焊机
超威弧(ForceArc)双脉冲熔化极气体保护焊机采用超脉冲与脉冲共同进行焊接的技术,大幅度提高了焊接速度和品质。此全数字化多功能逆变焊机带有专家参数的一元化操作系统,可以用于常规MIG/MAG焊、脉冲MIG/MAG、TIG接触引弧焊和MMA焊接,可预设和在线调节送丝速度、焊接电压、动特性、焊丝回烧时间、滞后气时间等多种焊接参数。
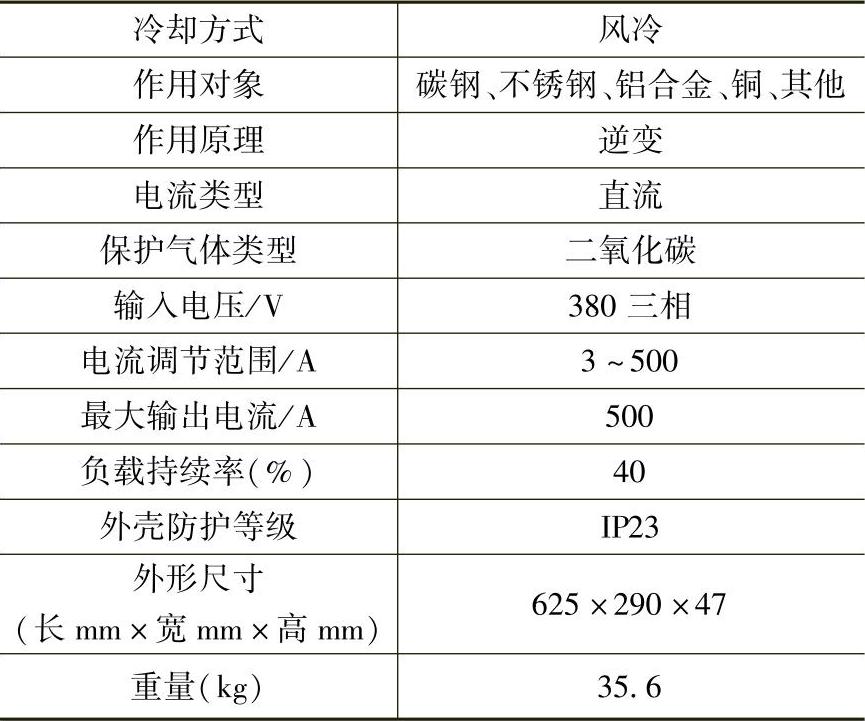
图7.3-55所示为PHOENIX 330脉冲超威弧MIG/MAG焊机和PHOENIX 421脉冲超威弧MIG/MAG焊机。德国EWM公司研发的PHOENIX forceArc MIG/MAG焊机比较典型,其主要技术参数与功能见表7.3-51与表7.3-52。
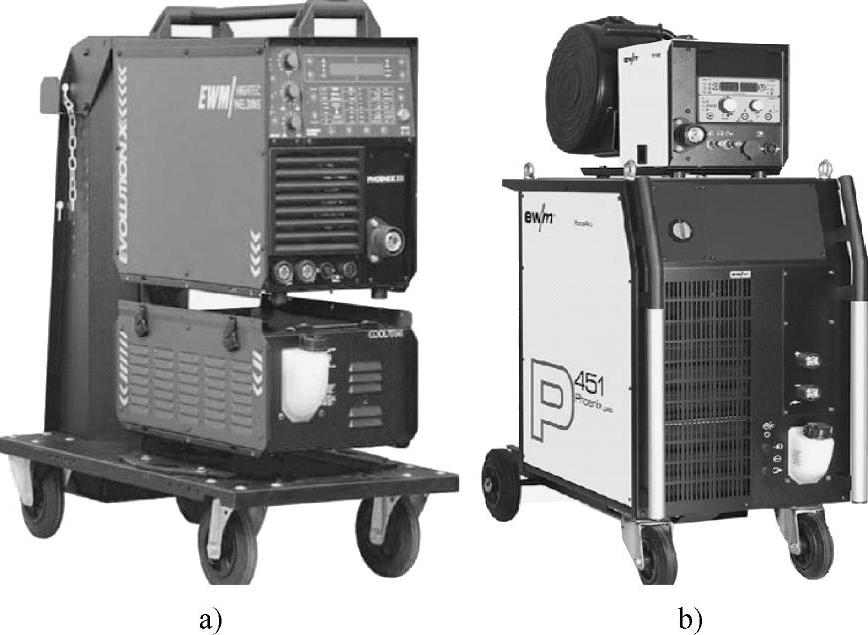
图7.3-55 典型的ForceArc MIG/MAG焊机
a)PHOENIX 330脉冲超威弧MIG/MAG焊机 b)PHOENIX 421脉冲超威弧MIG/MAG焊机
表7.3-51 PHOENIX 330型脉冲超威弧 MIG/MAG焊机技术参数
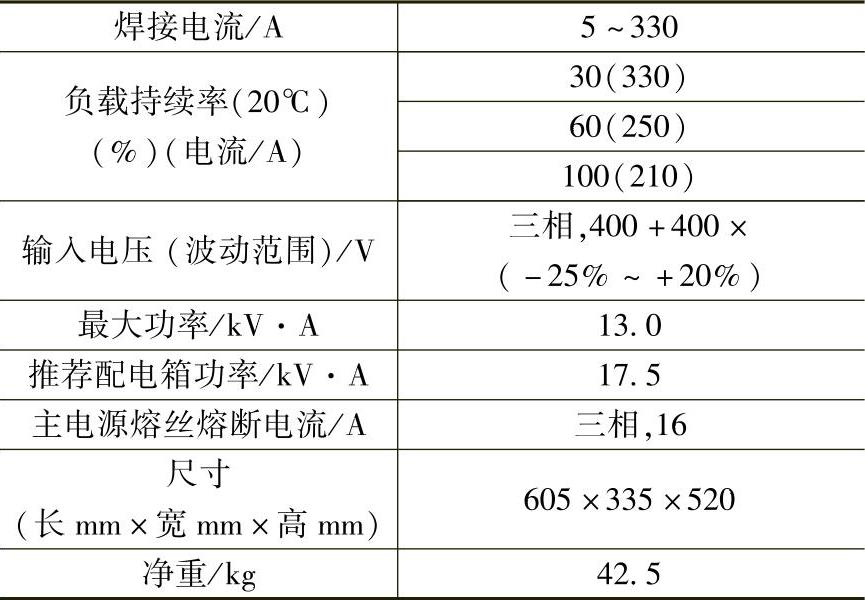
表7.3-52 PHOENIX 421型脉冲超威弧 MIG/MAG焊机主要技术参数
德国EWM公司还结合CMT技术开发出一种PHOENIX 521脉冲冷弧焊机如图7.3-56所示,其主要技术参数见表7.3-53,此焊机兼有CMT与forceArc(超威弧)两种创新电弧技术,可用CMT电弧打底焊,用超威弧填充焊缝。该技术有以下优点:
1)有效控制熔滴过渡,热影响区小,焊件变形小。
2)在对镀锌板进行电弧钎焊时不会破坏镀锌层。
3)数字化控制系统精确地控制熔滴过渡,焊接能量极低,焊接过程几乎没有飞溅。
4)不需要附加机械装置来实现CMT焊接,避免了由于附加机械装置而带来的磨损。
5)采用普通焊枪系统,不需要复杂的送丝机构。
7.3.4.8 多功能焊机
多功能焊机一般都是数字化焊机,数字化焊机是由DSP、ARM等嵌入式微处理器控制的焊机,是焊机发展的一种方向。

图7.3-56 PHOENIX 521型脉冲冷弧多功能焊接电源
表7.3-53 PHOENIX 521型脉冲冷弧焊机技术参数
1.多功能焊机的主要特点
(1)功能丰富 传统焊机的功能是靠许多模拟和逻辑电路来实现的,每增加一种功能都要增加很多元器件,要具备两种以上的功能就需要很多电路板,这样不仅会大幅度提高焊机成本,而且焊机的性能和可靠性会随元器件的增加而急剧下降,所以传统焊机很难将多种焊接功能综合到一台焊机中。数字化焊机的功能是靠软件来实现的,增加焊机功能只需改变其软件即可,各功能模块相互独立,增加新功能完全不影响原有功能和性能,所以数字化焊机功能可以做得很丰富。比如Nebula系列焊机具有焊条电弧焊、直流氩弧焊、脉冲氩弧焊、氩弧点焊、气保焊(CO2,MIG,MAG)、脉冲气保焊、双脉冲气保焊和碳弧气刨八种焊接方式。每种功能都具有很多可调参数,用户既可以采用系统默认的参数非常方便地设置焊机,也可以根据不同的焊接要求精细地调整焊机,使之达到最佳焊接效果。
(2)产品一致性好、性能稳定、可靠性高 传统焊机的构成特点决定了它的性能特点完全依靠各元器件的参数,元器件参数的不一致直接导致焊机性能的不一致,而任何厂家生产的元器件都不可能保证其参数完全一致,所以经常出现同一品牌的焊机一台和一台不一样的问题。另外,元器件的参数都会随温度、湿度等环境的变化而变化,所以焊机性能会出现时好时坏的现象。
数字化电路的特点是对元器件参数变化不敏感,比如一个输入或输出电阻从1kΩ变化到10kΩ都不会影响焊机的性能。所以数字化焊机的一致性、稳定性远比传统焊机要好。数字化焊机采用高速DSP控制,能够及时发现和纠正主变偏磁,有效避免了焊机因主变偏磁而损坏,大大提高了其可靠性;具备欠压、过压及过热保护功能;IGBT与风道隔离,避免了淋雨、灰尘等损坏焊机。此外,由于采用数字化技术,大大减少了元器件数量,提高了电路的可靠性。
(3)控制精确度高 模拟控制的精度一般由元件参数值引起的误差和运算放大器非理想特性参数引起的误差所决定,很难做到高精度控制。而数字化控制的精度仅仅与模-数转化的量化误差及系统有限字长有关,因此数字化控制可以获得很高的精度。特别是对于像脉冲气保护焊这样先进的焊接方式,对电弧能量控制要求非常严格,要实现无飞溅、短弧、低热输入的目的,必须精确控制每个脉冲的电流、电压,真正实现一脉一滴基值过渡。
(4)动态响应速度快 新型的数字化焊机大都采用了高频软开关技术,大大提高了焊机的动态响应速度,动态速度的提高极大地提升了焊机的焊接性能。
(5)优良的焊接性能 对于如何提高焊接性能,国内外专家做了很多工作,提出了很多优秀的数学控制模型,但这些复杂的数学模型很难在传统模拟焊机上实现,因为这需要非常复杂的电路,所以长期以来一直停留在理论阶段。数字化焊机的出现使得这些数学模型很容易在焊机上实现。
(6)安全节能 焊机具有低能耗、安全环保(LVO)功能,能有效节约电能,避免空载电压电击伤人,符合欧洲危险场合作业安全要求。还具有低碳环保的特点,符合现代社会的发展要求。
(7)网络和自动化焊接 随着网络和自动化技术的发展,越来越多的企业要求其各类设备能连接成一个网络,能集中监测和控制,实现自动化作业。这两年焊接领域用机器人替代人工焊接的趋势发展得很快,这种应用场合只有数字化焊机才可能胜任。
国内有的公司生产的多功能焊机比较典型,比如全数字化六功能弧焊机SUPER 500DPP(IGBT)具有焊条电弧焊、氩弧焊、脉冲氩弧焊、CO2气保焊、单脉冲气保焊、双脉冲气保焊等六大焊接功能。内置100套专家数据库,适应的材料有铝、铝镁合金、铝硅合金、铜硅合金、铜铝合金、不锈钢307、不锈钢308、不锈钢药芯焊丝、碳钢、碱性药芯焊丝、酸性药芯焊丝、铁粉芯药芯焊丝等,特别适合于焊接质量要求高的军工、机车、钢结构、造船、有色金属等。
2.国内常用的多功能焊机型号及技术数据(表7.3-54~表7.3-59)。
图7.3-57所示为国内一种SUPER 500DPP(IG-BT)型全数字化六功能弧焊机。

图7.3-57 SUPER 500DPP(IGBT)型全数字化六功能弧焊机
表7.3-54 国内典型的多功能焊机型号及技术数据(一)
(续)
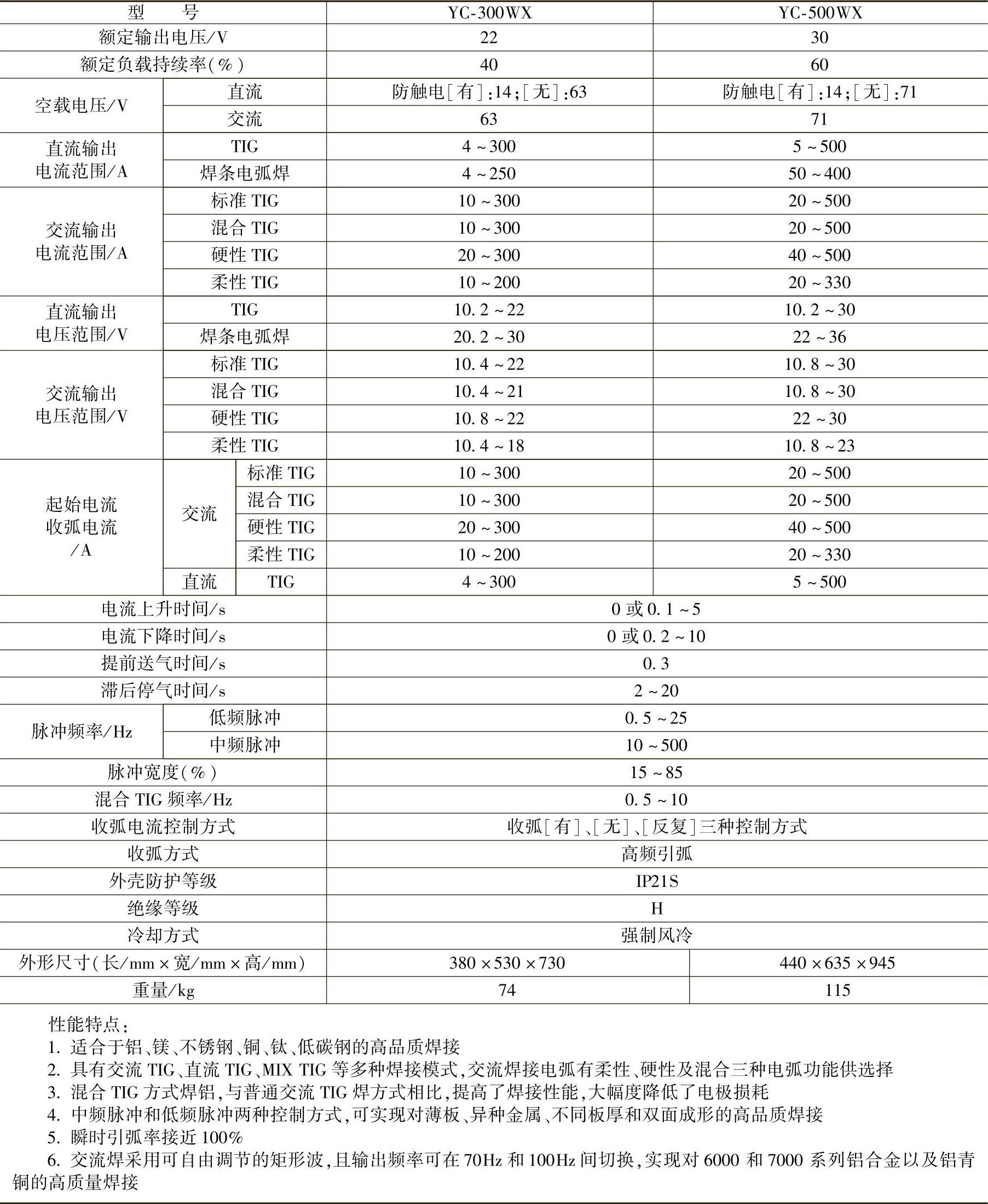
表7.3-55 国内典型的多功能焊机型号及技术数据(二)

(续)
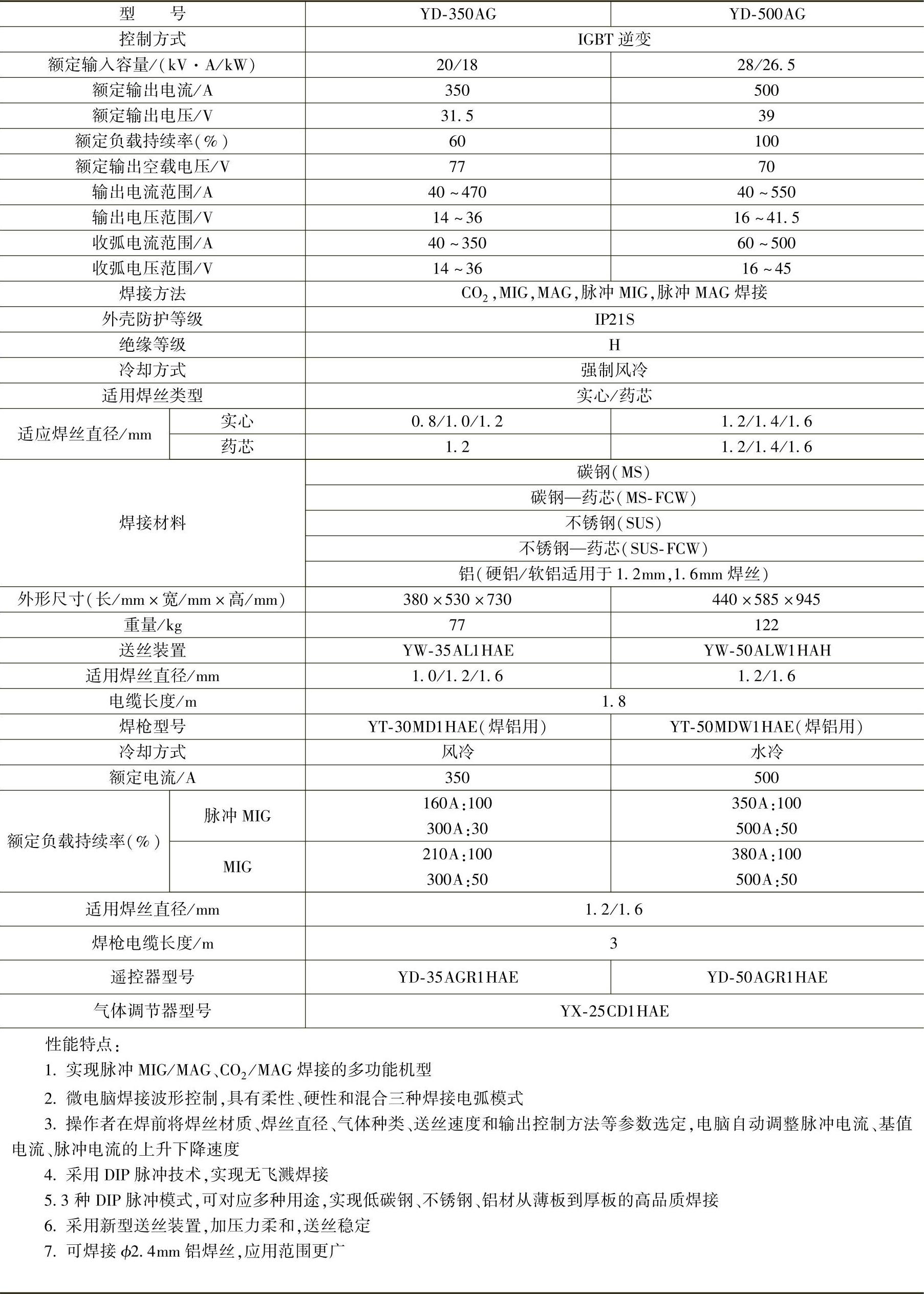
表7.3-56 国内典型的熔化极多功能气体保护焊焊机型号及技术数据
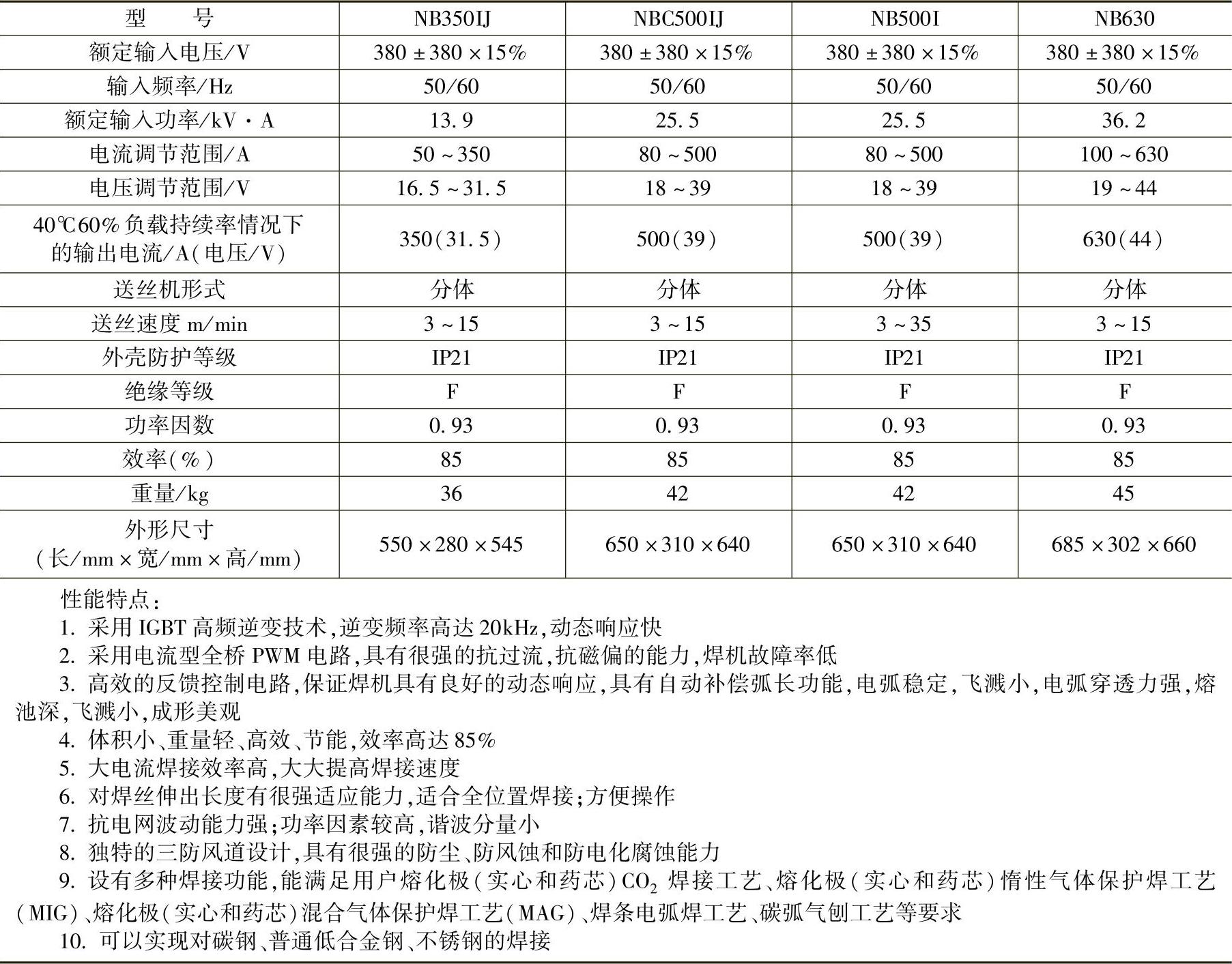
表7.3-57 国内典型的晶闸管多功能气体保护焊焊机型号及技术数据
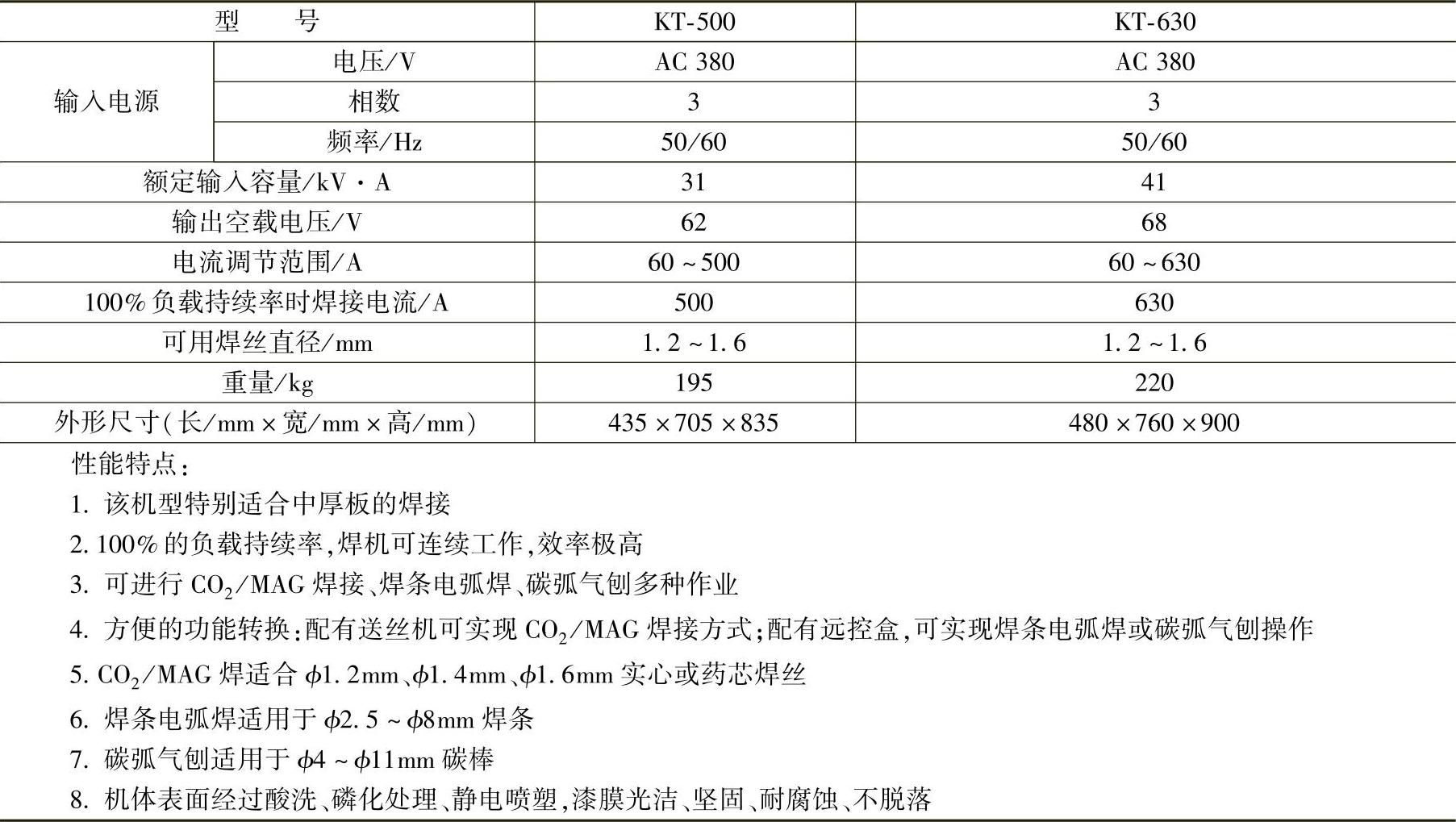
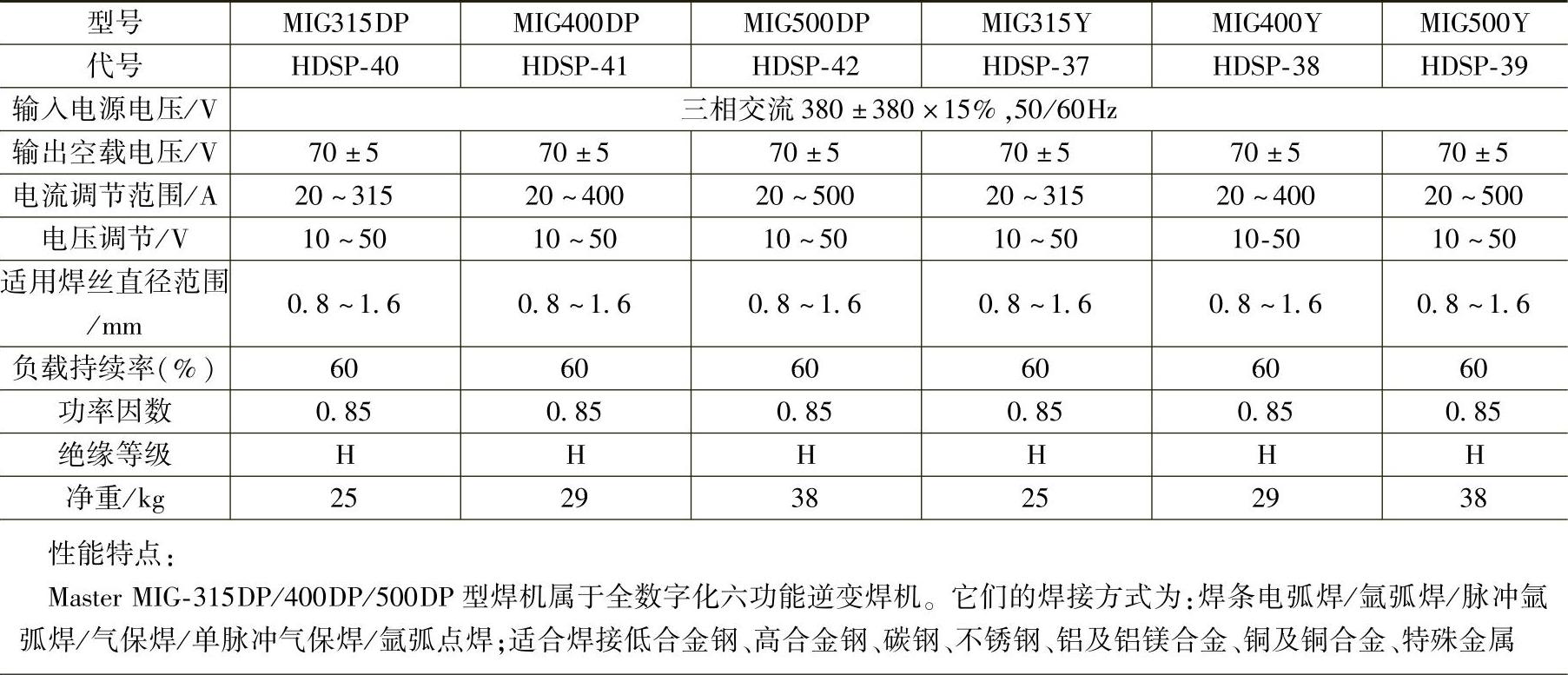
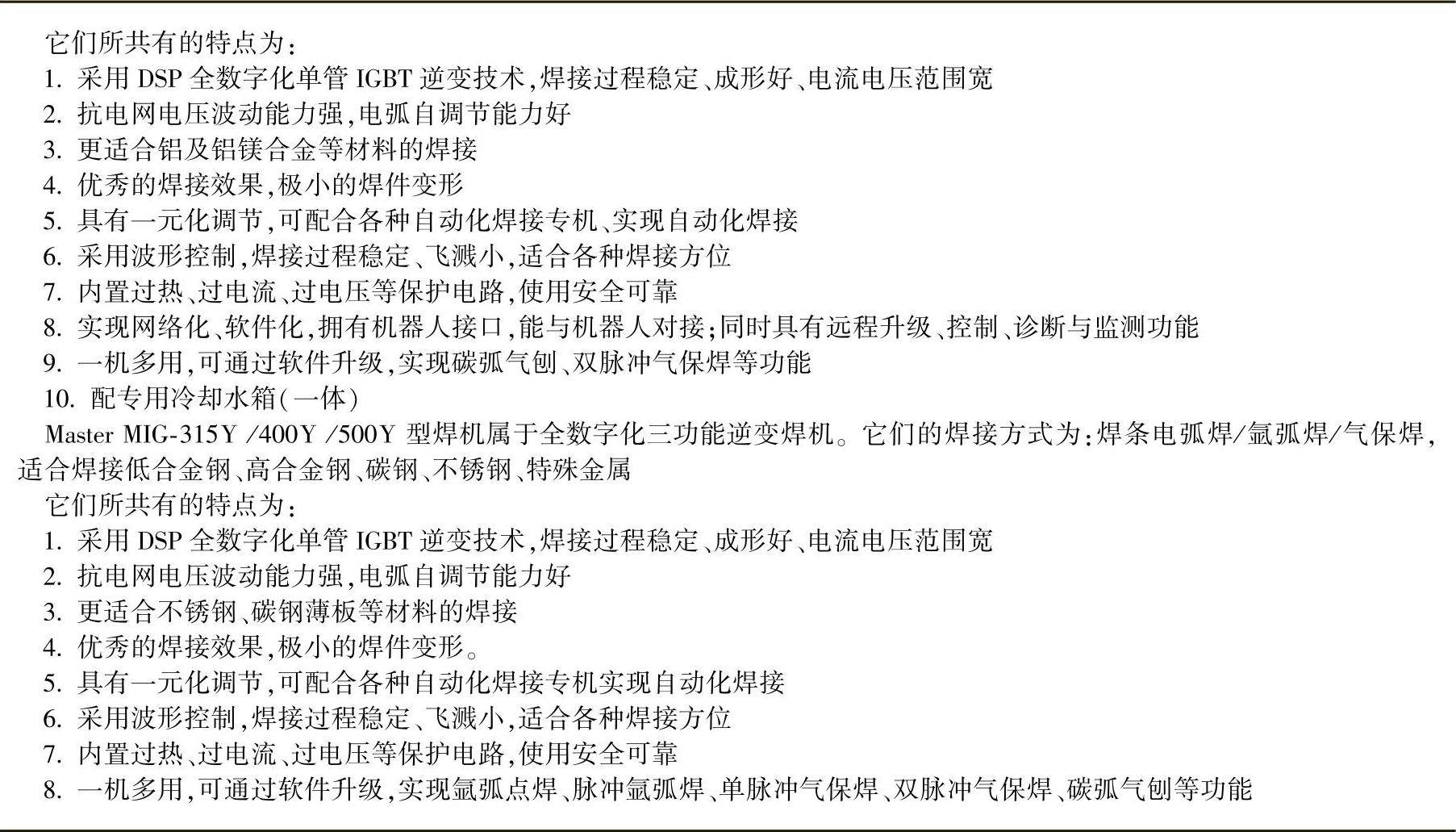
表7.3-58 国内典型的全数字化逆变多功能焊机型号及技术数据(一)
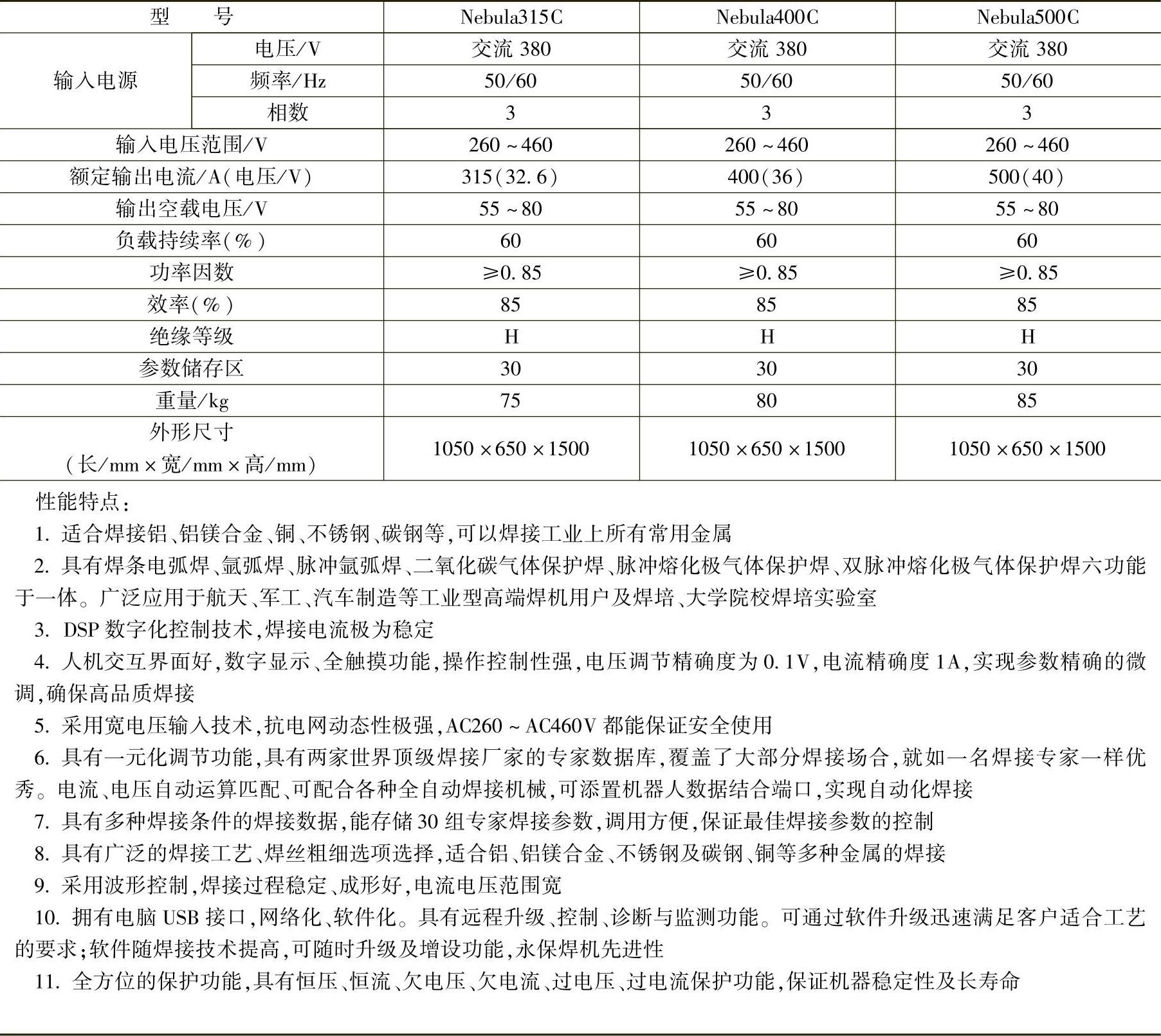
表7.3-59 国内典型的全数字化逆变多功能焊机型号及技术数据(二)
(续)
3.国外典型的多功能焊机型号及技术数据(表7.3-60与表7.3-61)
图7.3-58所示为德国CLOOS多结构多功能MIG/MAG焊机。

图7.3-58 德国CLOOS多结构多功能MIG/MAG焊机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。