



7.5.1.1 激光焊设备组成
根据激光功率和能量特性,目前用于激光焊的设备主要有固体激光、气体激光和半导体激光设备三大类;根据激光器工作方式和焊接要求的不同,激光焊设备又分为连续激光焊设备和脉冲激光焊设备。为了完成焊接和切割作业要求,激光焊设备一般包括激光器、光学传输及聚焦系统、焊炬、工装台、控制系统、电源、气源、水源等组成。图7.5-1为一种激光焊接与切割设备及其作业图。
7.5.1.2 激光器种类
激光器通常分为固体激光器、气体激光器、半导体激光器和光纤激光器等,主要依据激光工作物质和方式来确定。固体激光器有红宝石激光器、钇钕石榴石(YAG)激光器、钕玻璃激光器等,气体激光器有CO2激光器、CO激光器、准分子激光器等,常用于焊接的激光器见表7.5-1。
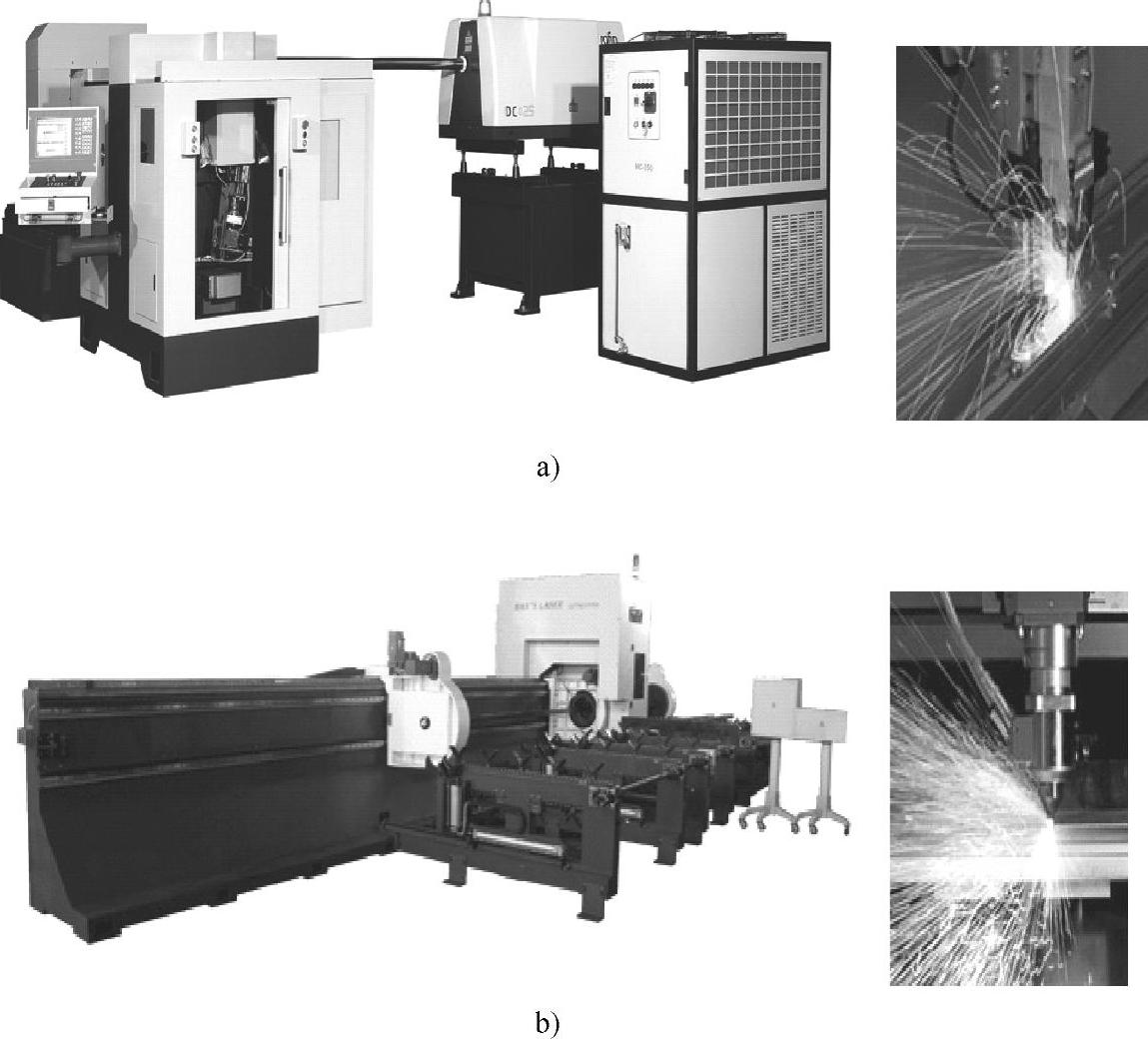
图7.5-1 激光焊接及切割设备
a)激光焊设备 b)激光切割设备
表7.5-1 典型焊接用激光器特点

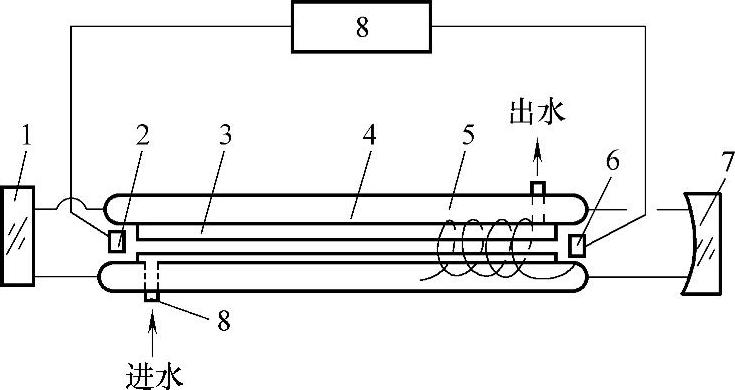
图7.5-2 密封式CO2激光器原理图
1—平面反射镜 2—阴极 3—冷却管 4—放电管 5—储气管 6—阳极 7—凹面反射镜 8—激励电源
1.CO2气体激光器
CO2激光器根据气体流动的特点,分为密封式、轴流式、横流式和板条式。
典型的密封式CO2激光器由放电管、谐振腔以及激励电源等组成,如图7.5-2所示。放电管一般用玻璃或石英制成,为多层式套管结构。最内层为放电毛细管,最外层为储气管,管内储有CO2、N2和He的混合气,内外两管经回气管相通,中间层为冷却管,工作时通过流动的冷却介质对放电毛细管进行冷却。谐振腔的一端为平面全反射镜,一端为凹面半反射镜。激励电源的两端输出分别加在阴极和阳极上,使工作气体产生辉光放电并使电子加速。
轴流式CO2激光器又分为慢速轴流和快速轴流两类,图7.5-3为轴流式CO2激光器结构原理图,由放电管、谐振腔(包括后腔镜和输出镜)、高速风机和换热器等组成。在阳极和阴极之间,放电管内有多个放电区产生辉光放电,通常阳极位于气流的上游,阴极位于下游。此类激光器的输出模式为TEM00模和TEM01模,适宜于焊接和切割作业。
横流式CO2激光器的结构原理如图7.5-4所示。其由密封外壳、谐振腔(包括后腔镜、折叠镜和输出镜)、高速风机、换热器以及放电电极等组成。激光器的光束、气流和放电的三个方向相互垂直,气体介质连续循环送入谐振腔,同时气体通过换热器降温。横流式激光器气流冷却效果好,输出功率高。图7.5-5为一款CO2激光器及其主要部件——激光谐振器的实物图。
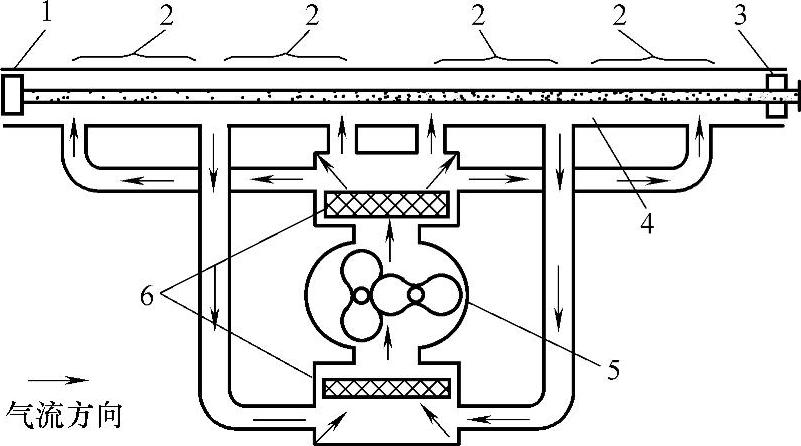
图7.5-3 轴流式CO2激光器结构原理
1—后腔镜 2—高压放电区 3—输出镜 4—放电管 5—高速风机 6—换热器
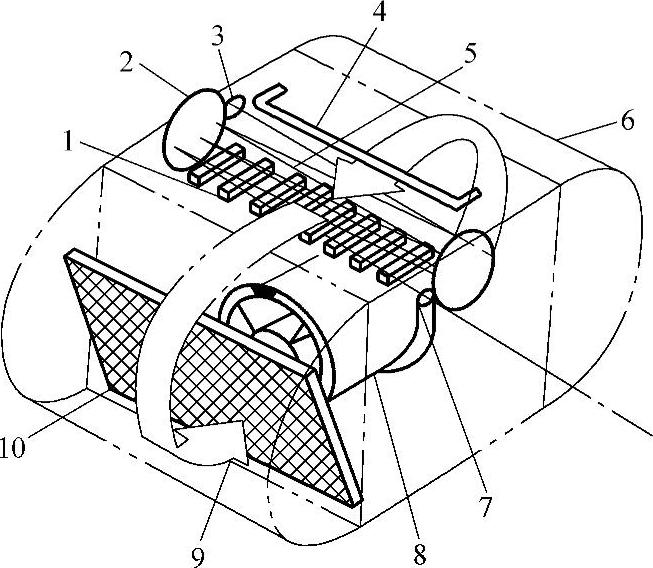
图7.5-4 横流式CO2激光器的结构原理图
1—平板式阳极 2—折叠镜 3—后腔镜 4—阴极 5—放电区 6—密封壳体 7—输出镜 8—高速风机 9—气流方向 10—换热器
表7.5-2为几种类型CO2激光器的性能比较。
2.YAG固体激光器
固体激光器一般采用脉冲输出方式,因激光工作物质不同又可分为:YAG激光器、红宝石激光器、钕玻璃激光器等。由于YAG晶体各向同性、硬度大、化学性质稳定等特点,得以快速发展,激光焊接用固体激光器也多为YAG激光器。
固体激光器的基本结构如图7.5-6所示,主要由激光工作物质、谐振腔、光泵、电容器组及高压充电电源等组成。聚光腔将光泵发出的光经过反射后尽量多地汇聚到激光棒上以提高光泵效率,并使泵出的光在激光棒表面均匀分布,形成较好的光耦合,以提高激光输出的质量。高压充电电源通常设计成恒流源,以保证其对电容组进行恒流充电。固体激光器的能量转换效率均较低,YAG固体激光器转换效率为3%~4%,光泵辐射的大部分能量将转换为热能,激光棒温度升高,影响激光器的正常工作,甚至导致激光棒损坏,在实用的固体激光器中,激光棒均设置在玻璃套管中,管中通入流动的冷却水加以冷却。图7.5-7所示为一款YAG固体脉冲激光器及其分光器的实物图片。
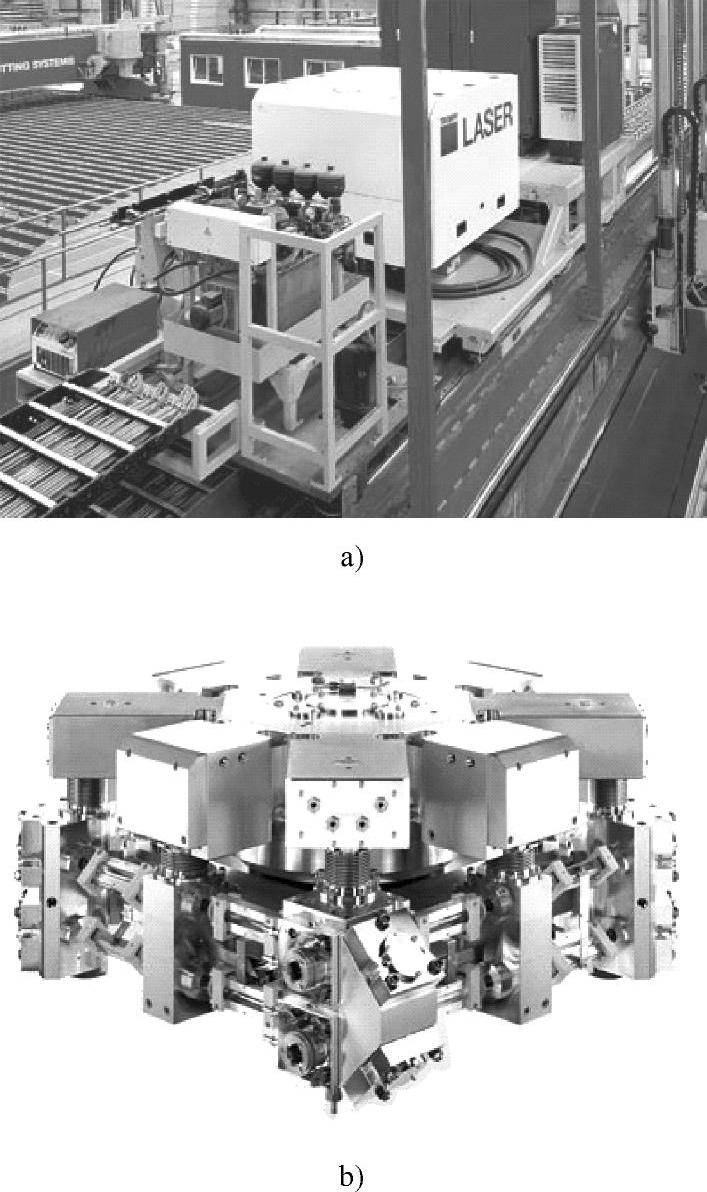
图7.5-5 CO2激光器及其谐振器
a)CO2激光器 b)CO2激光谐振器
3.半导体激光器
半导体激光器的最简单的形式是P-N的跃迁,工作物质为半导体,通过注入电流的方式来泵光,当直流电压足够大时,就可以产生粒子数反转。半导体激光器的主要优点是电能和光能的转换效率高,目前最高可达45%;体积小;容易与光纤耦合进行传输,
柔性好;最大输出功率已达20kW。图7.5-8所示为一款半导体激光器及其核心部件——二极管激光发生单元的实物图片。
表7.5-2 CO2激光器的性能比较
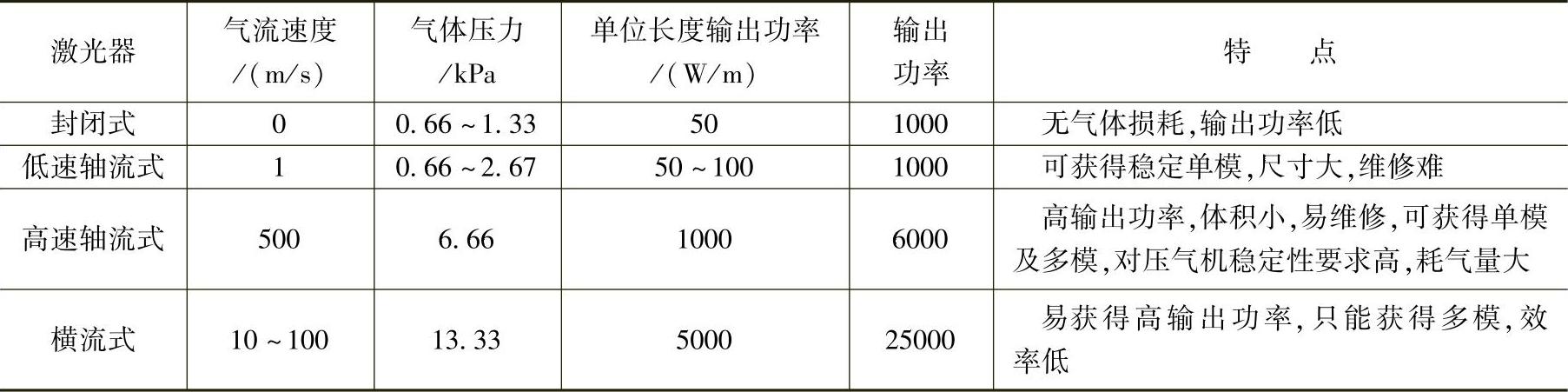
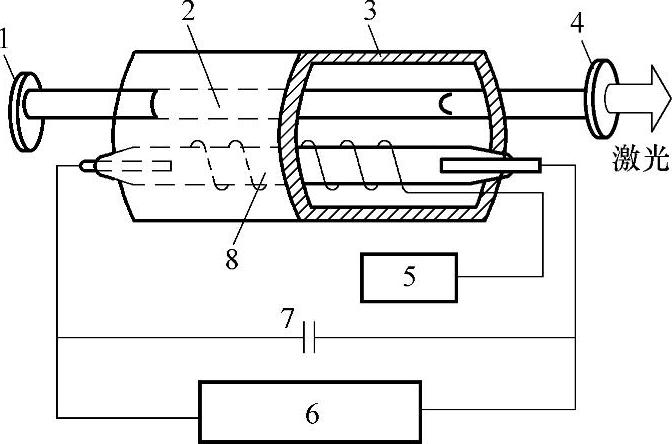
图7.5-6 固体激光器的基本结构
1—全反射镜 2—激光棒 3—聚光腔 4—部分反射镜 5—触发电路 6—高压充电电源 7—电容器组 8—光泵
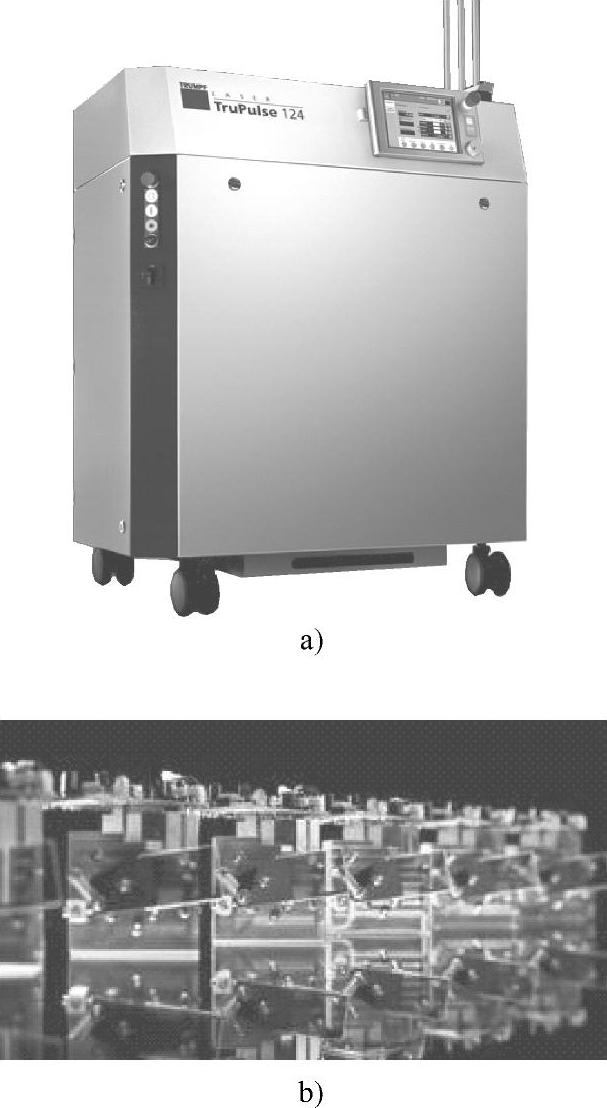
图7.5-7 固体脉冲激光器及其分光器
a)固体激光器 b)分光器
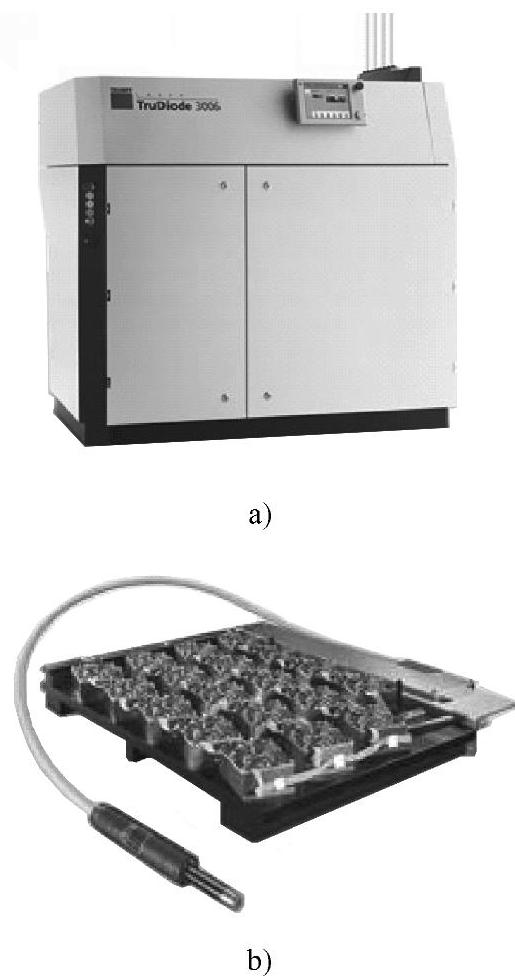
图7.5-8 半导体激光器及其激光发生单元
a)二极管激光器 b)二极管激光发生单元
4.光纤激光器
光纤激光器由光泵源、增益介质、谐振腔三个主要部分组成。光纤激光器通常采用半导体激光器作为光泵源来激发光纤激光,增益介质为稀土掺杂光纤或普通非线性光纤;谐振腔可以由光纤光栅等光学反馈元件构成各种直线型谐振腔,也可以用耦合器构成各种环形谐振腔,泵出的光经光学系统耦合进入增益光纤,增益光纤在吸收光后形成粒子数反转或非线性增益,自发辐射光经过受激放大和谐振腔的选模作用后,最终形成稳定激光输出。
5.激光-电弧复合焊(https://www.xing528.com)
激光-电弧复合焊是将激光焊与电弧焊两种焊接工艺有机结合,在改善焊接质量和生产工艺性的同时,提高了效率/成本比,大幅提高焊接速度。激光-电弧复合焊需选用合适的激光器与相应的电弧焊设备组合而成,带有激光头的电弧焊枪将两者有机耦合,从而达到复合焊接的效果,所以激光-电弧复合焊枪的优劣直接影响到焊接质量好坏,图7.5-9所示为一种激光-电弧复合焊枪。
7.5.1.3 国内外常用的激光焊设备
1)国内部分激光焊设备技术数据及性能特点见表7.5-3~表7.5-7。其中,表7.5-3~表7.5-6为固体激光焊设备技术数据;表7.5-7为CO2激光焊设备技术数据。

图7.5-9 激光-电弧复合焊枪
2)国外部分激光焊设备技术数据及性能特点见表7.5-8~表7.5-18。其中,表7.5-8为CO2激光焊设备技术数据;表7.5-9为固体激光焊设备技术数据;表7.5-10~表7.5-12为半导体激光焊设备技术数据;表7.5-13为二极管光泵源固体激光焊设备技术数据。
3)国外部分光纤激光焊设备技术数据及性能特点见表7.5-14~表7.5-17。
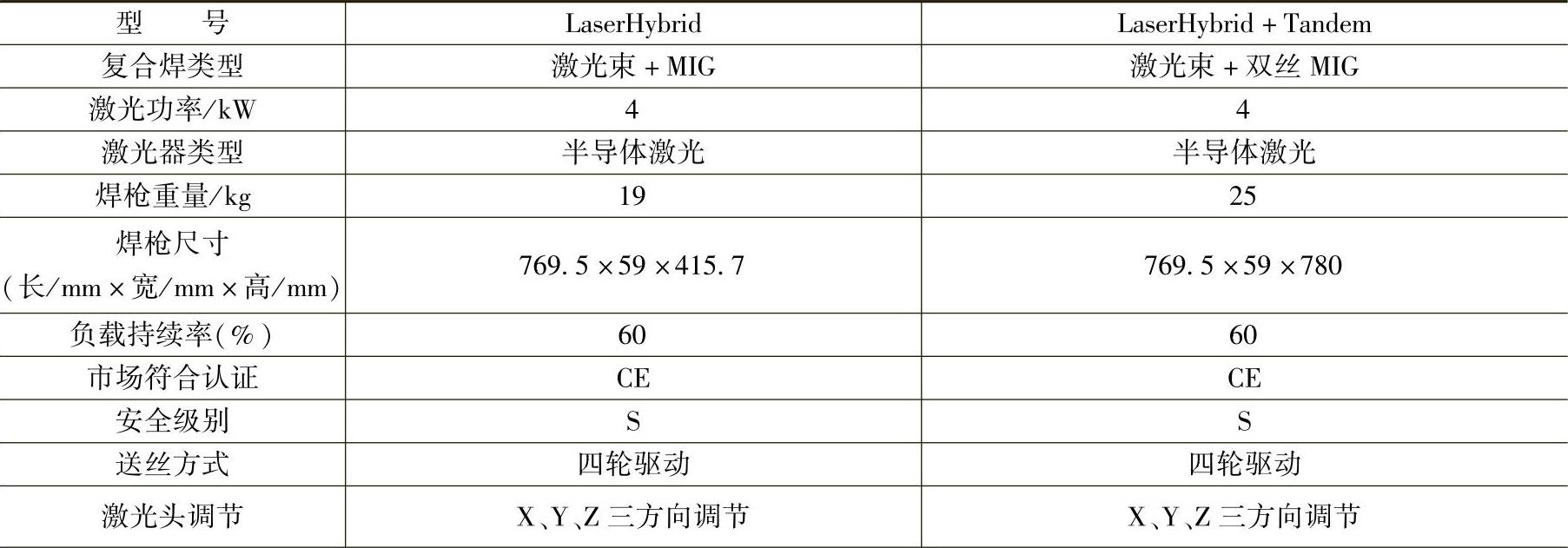
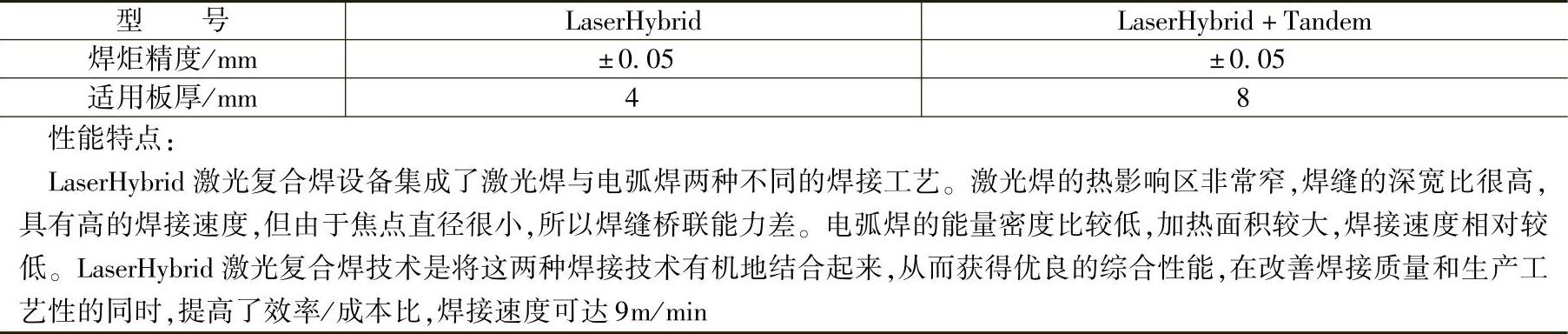
4)国外部分激光-电弧复合焊设备技术数据及性能特点见表7.5-18。
表7.5-3 国内PB系列固体激光焊设备技术数据及性能特点
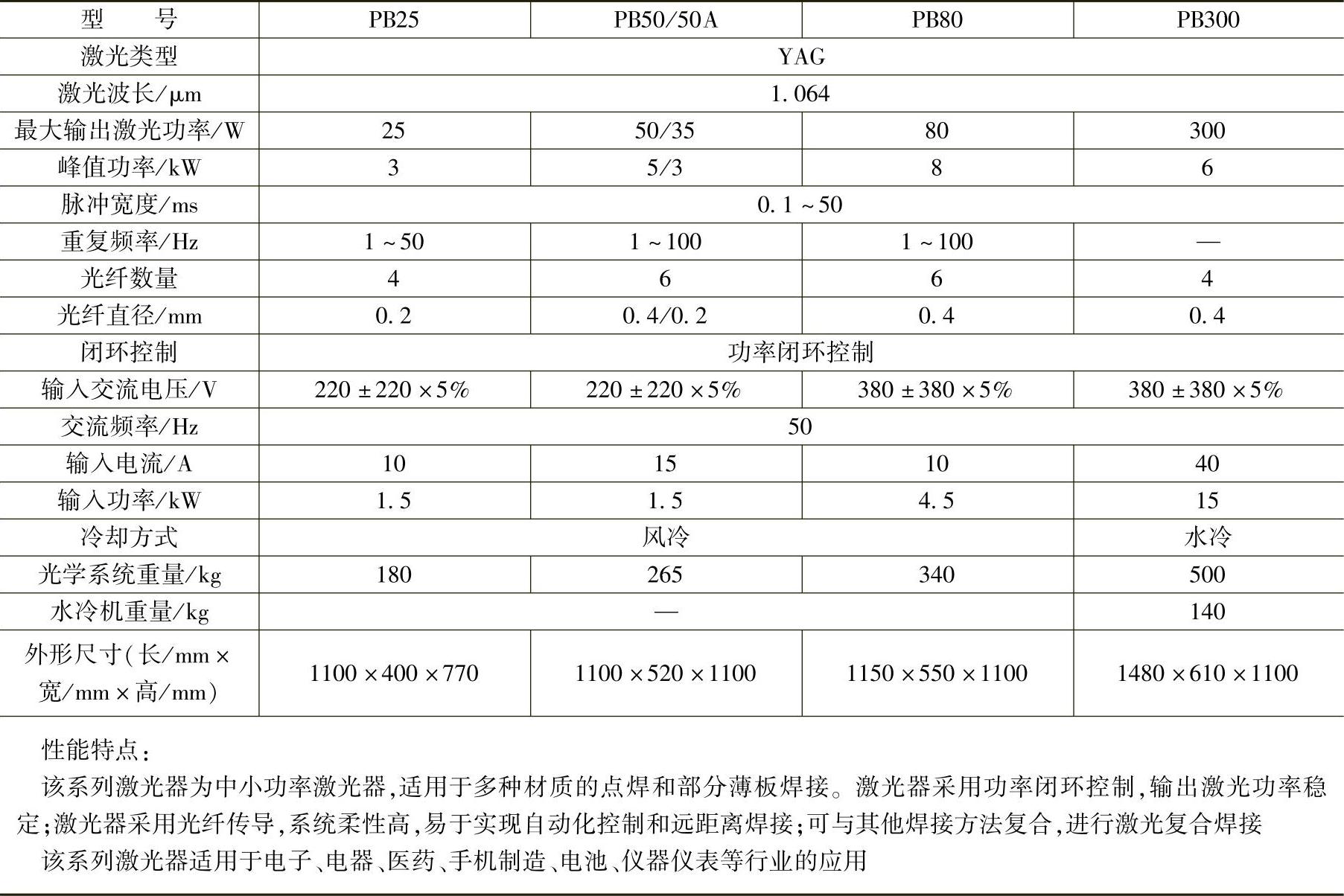
表7.5-4 国内WF系列固体激光焊设备技术数据及性能特点
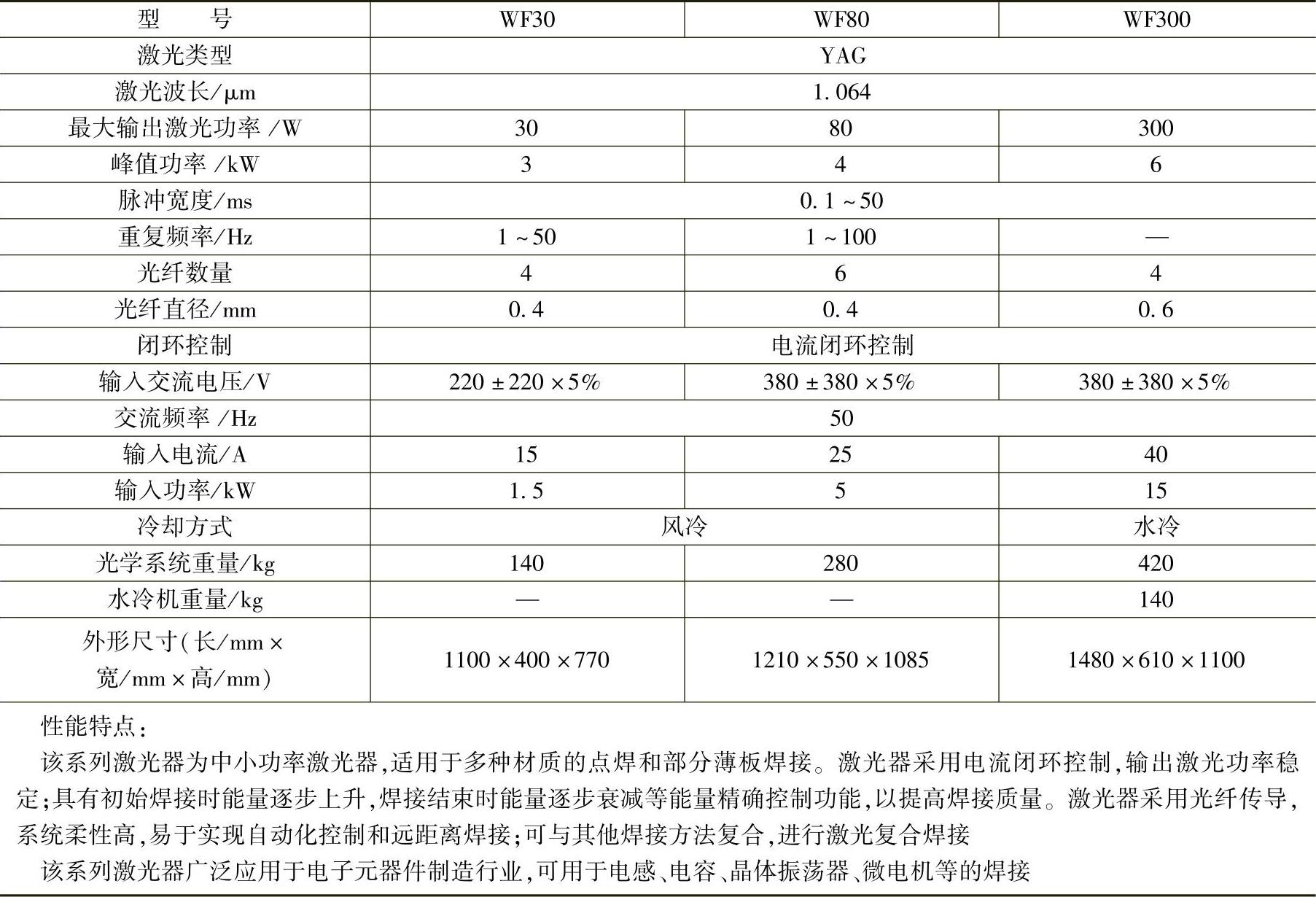
表7.5-5 国内W系列固体激光焊设备技术数据及性能特点
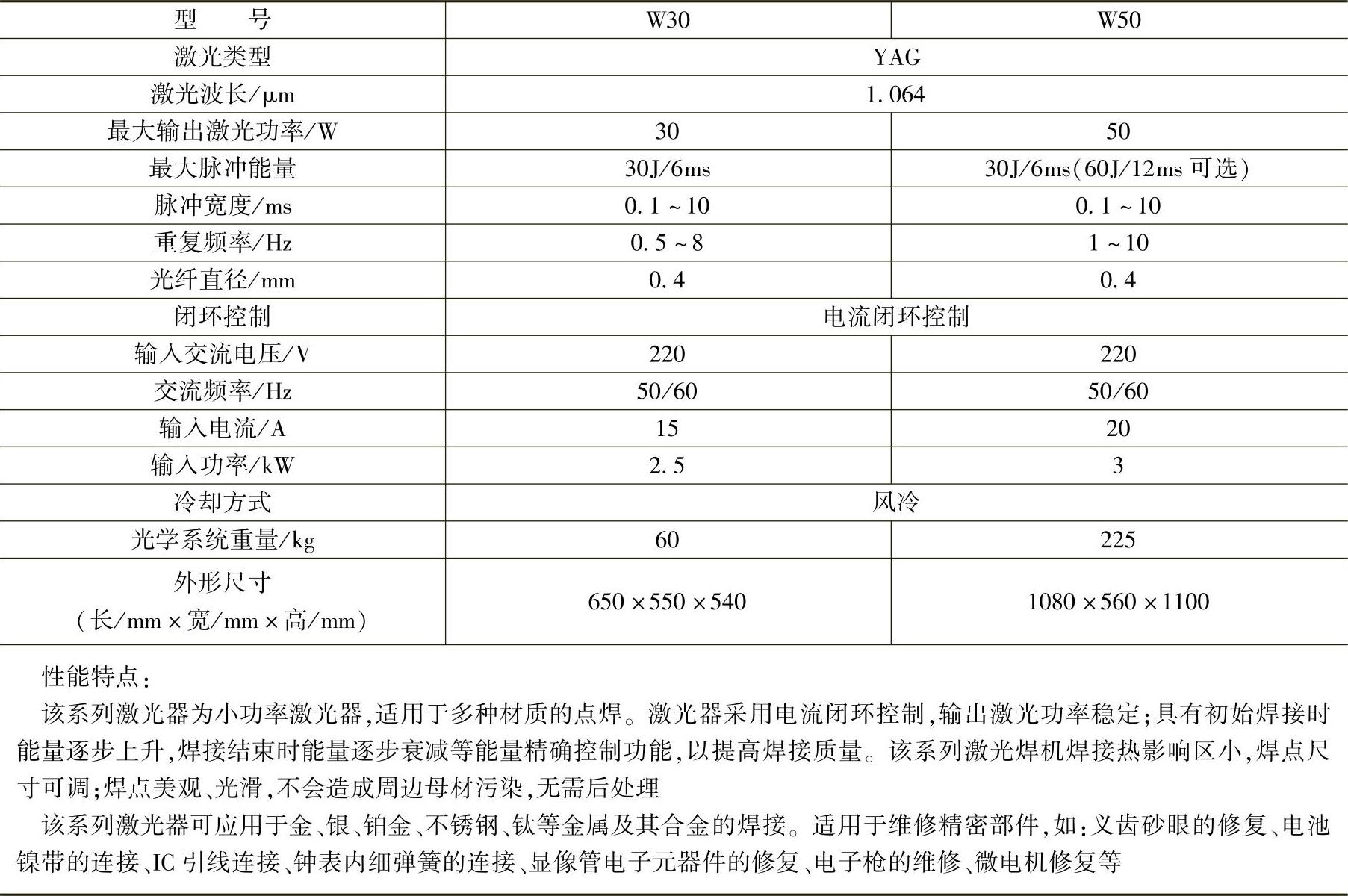
表7.5-6 国内HYH系列固体激光焊设备技术数据及性能特点
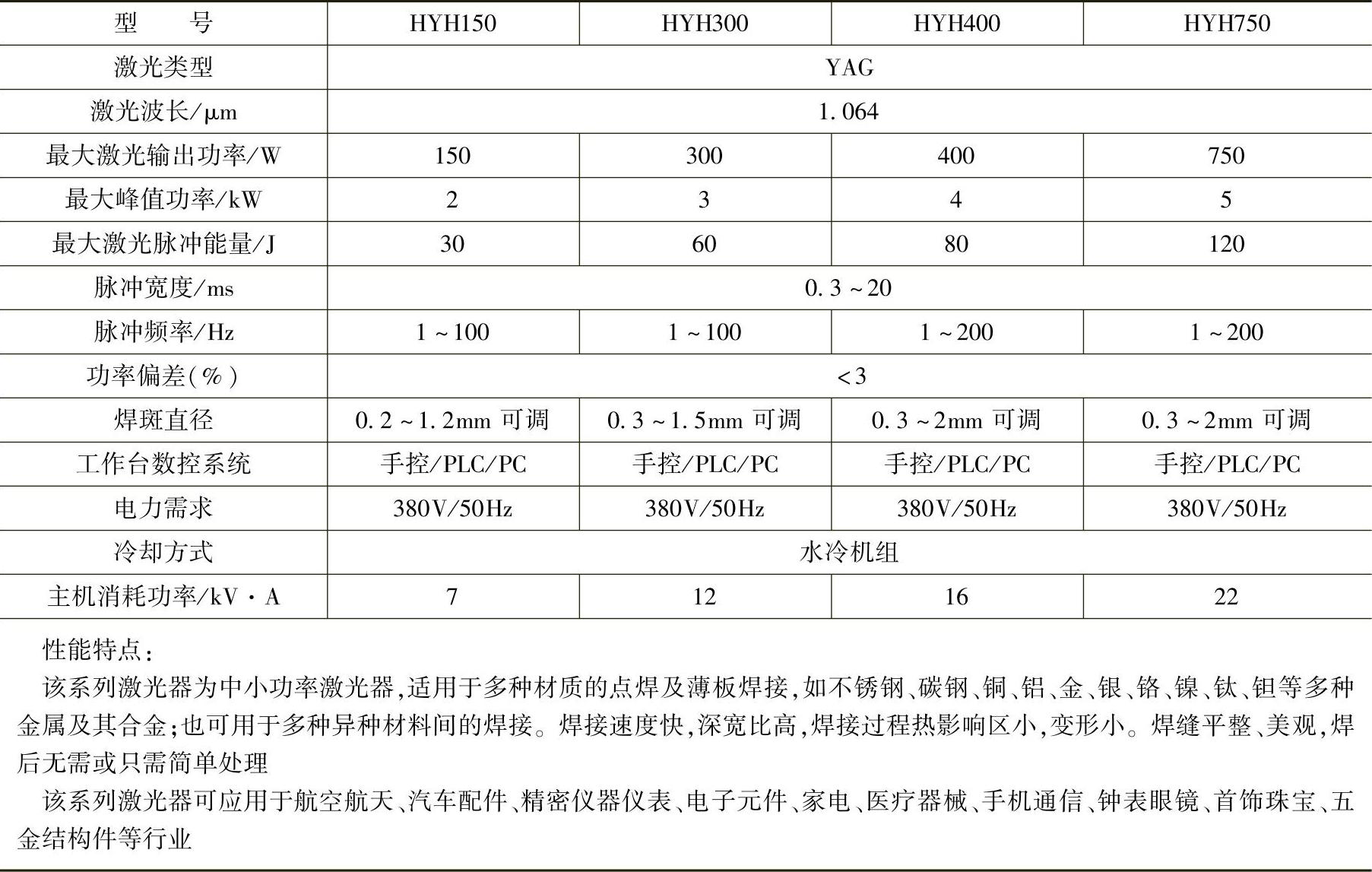
表7.5-7 国内CST系列CO2激光焊设备技术数据及性能特点
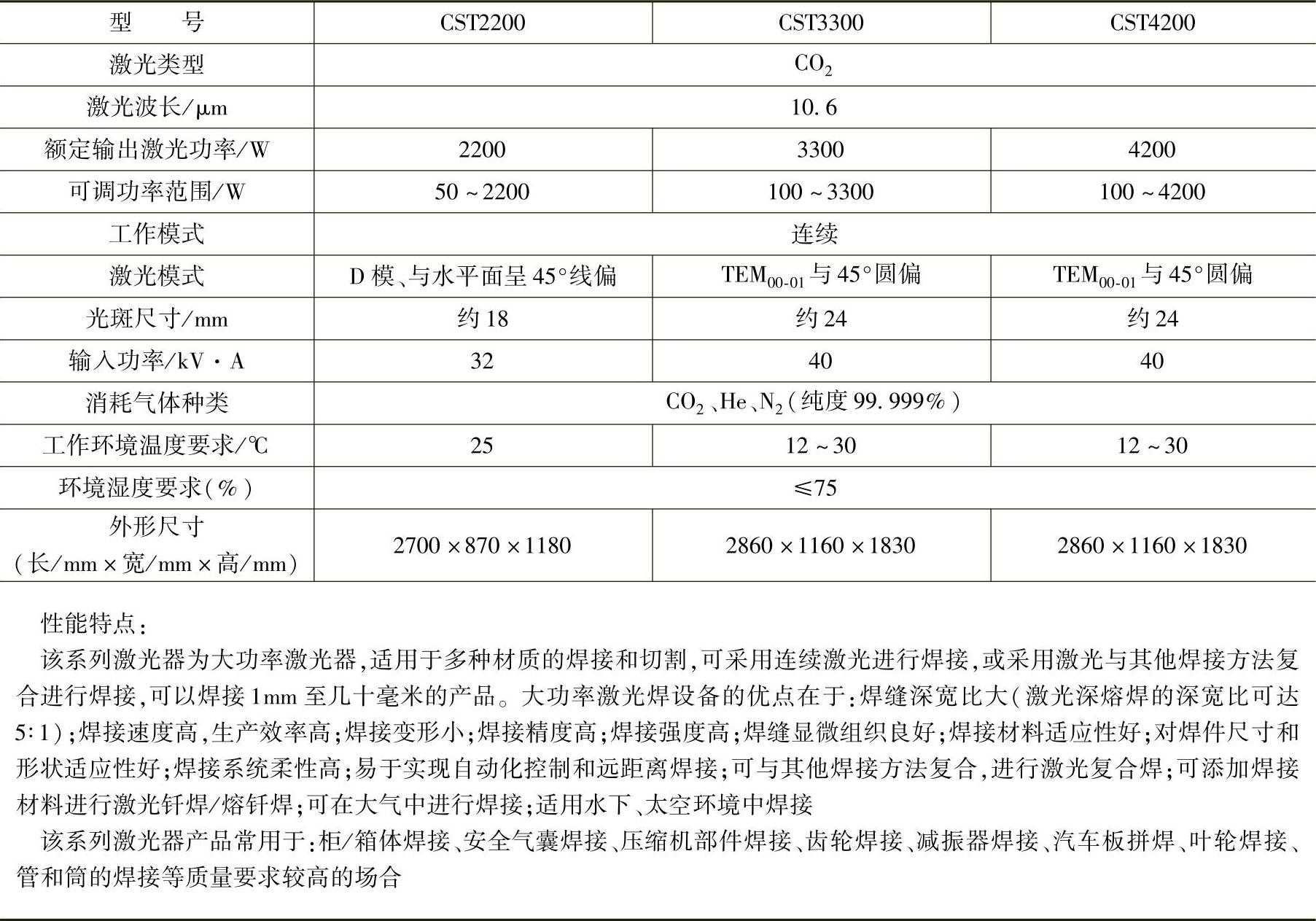
表7.5-8 国外TruFlow系列C02激光焊设备技术数据及性能特点
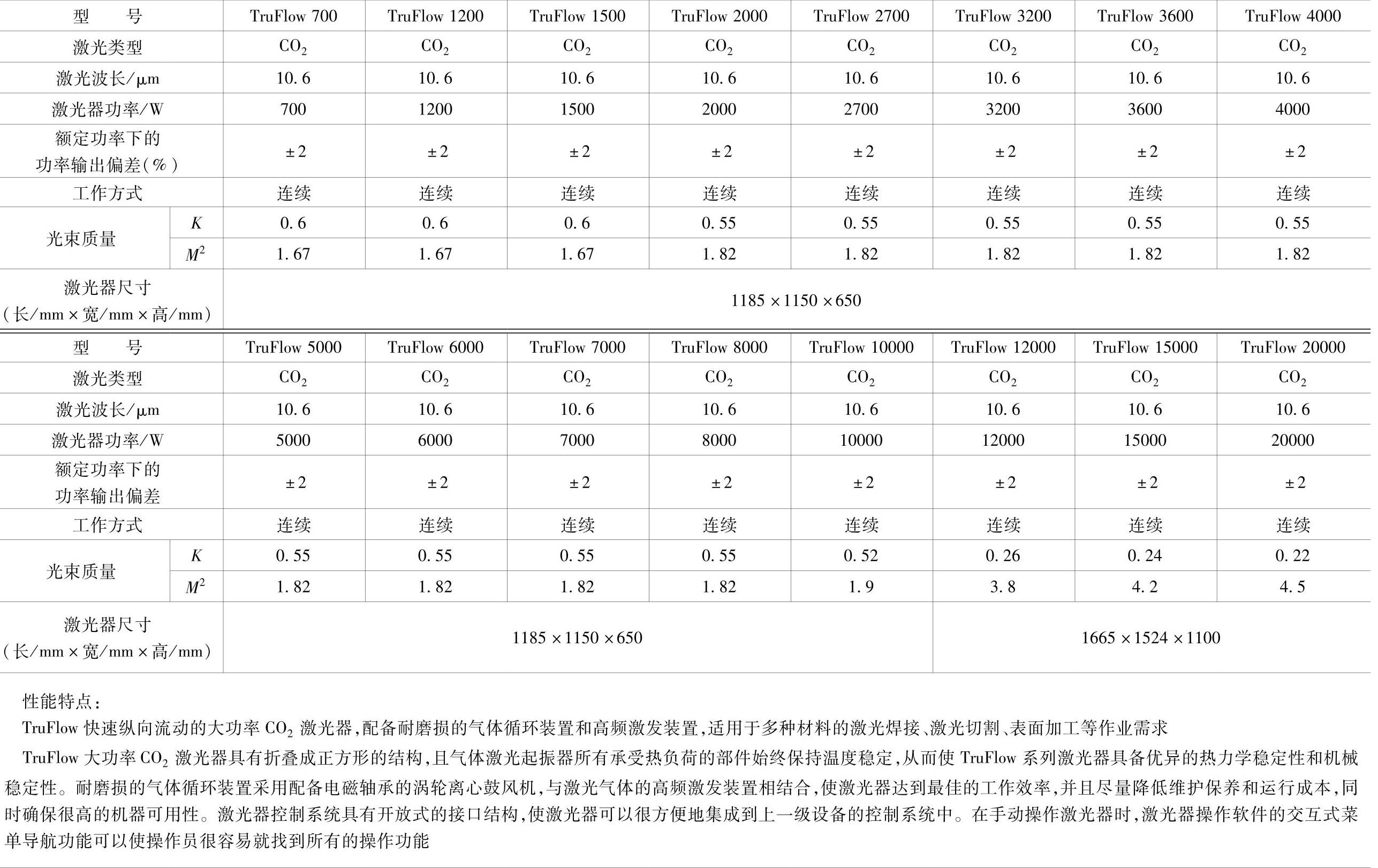
注:K—光束传输凶子,K=基模高斯光束的束腰直径×远场发散角/(实际光束的束腰直径×远场发散角),无量纲,其值越接近于1,表示光束质量越好。M2=1/K。
表7.5.9 国外TruPulse系列国体激光焊设备技术数据及性能特点
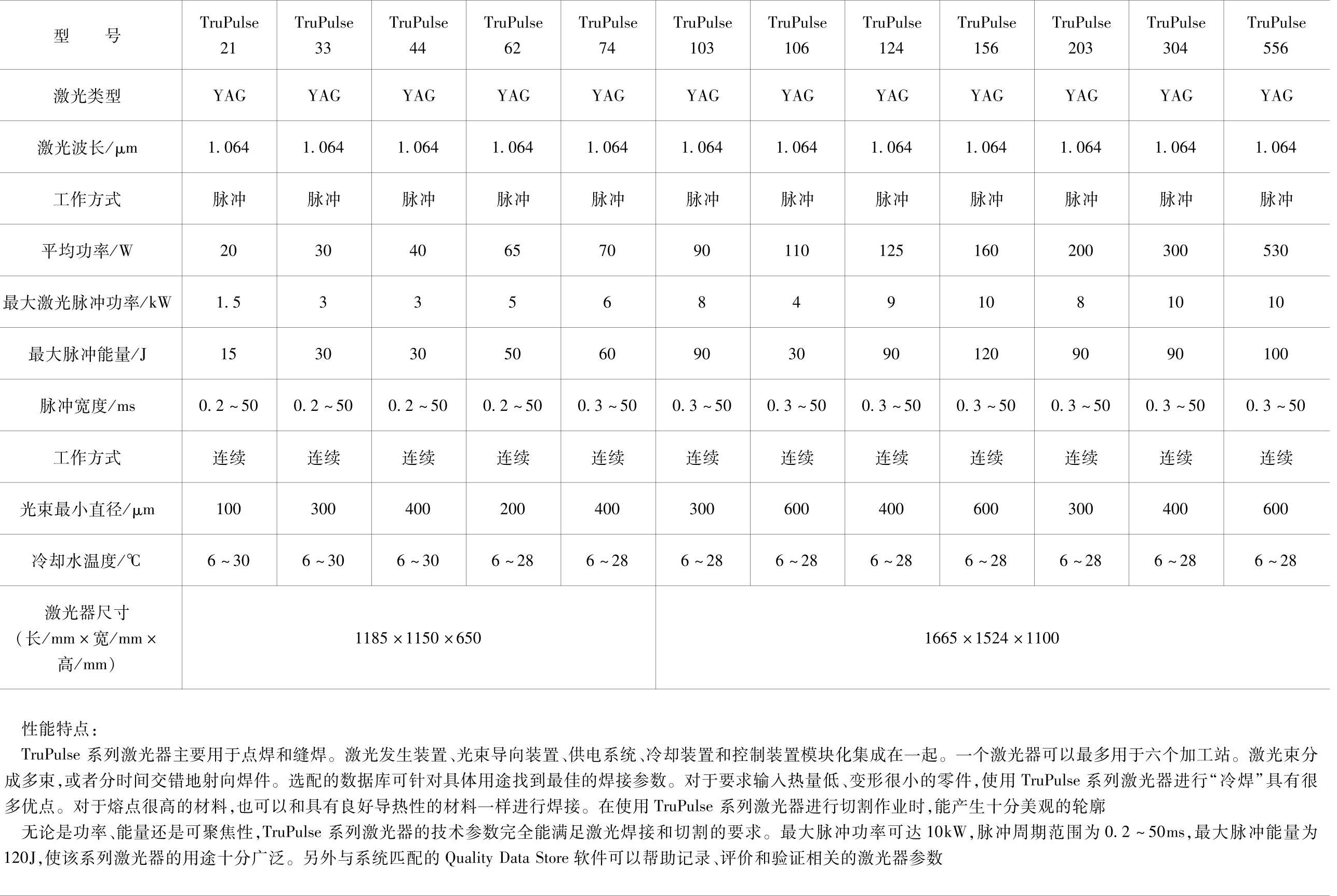
表7.5-10 国外TrueDiode系列半导体激光焊设备技术数据及性能特点
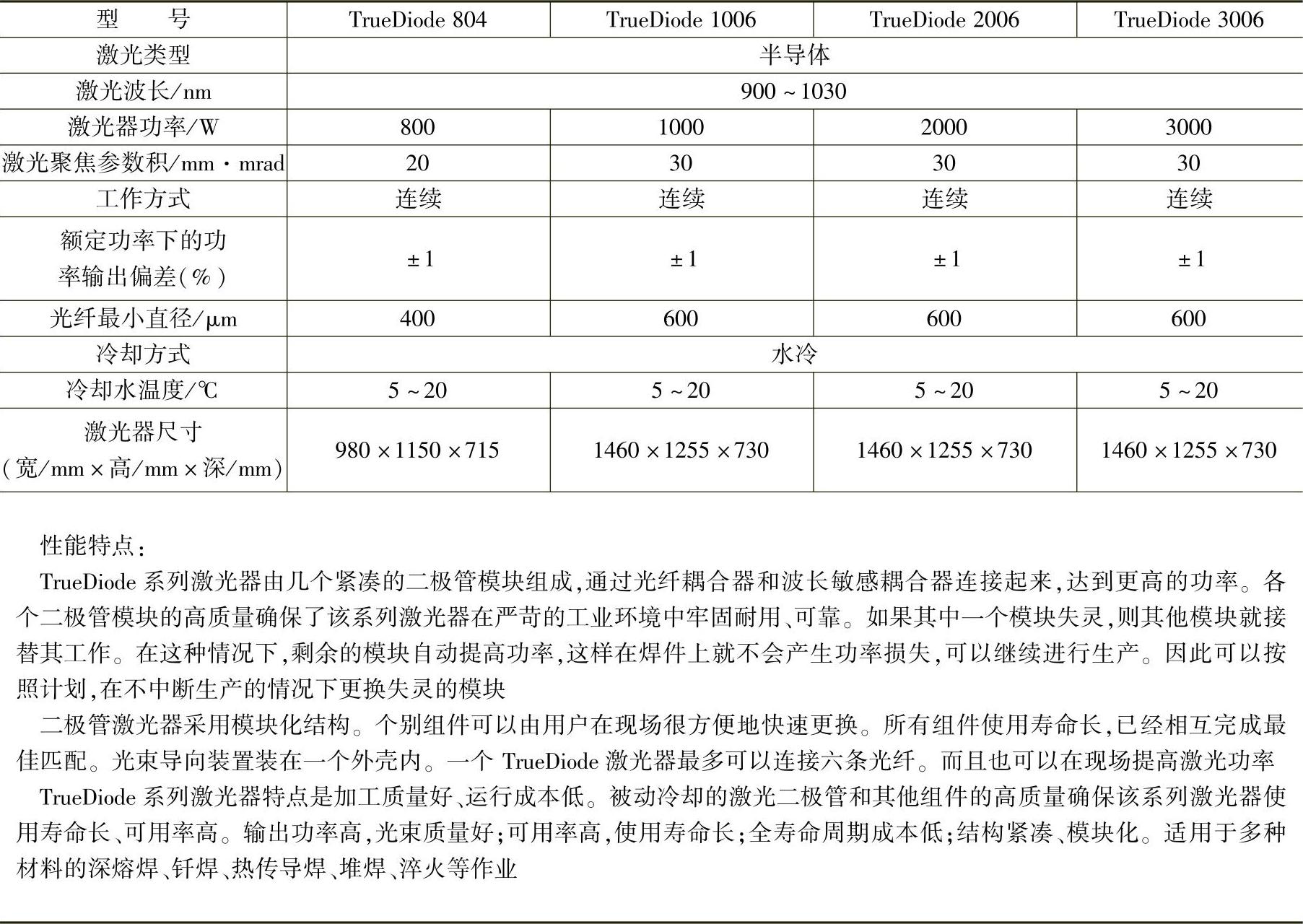
表7.5-11 国外LDM系列半导体激光焊接设备技术数据及性能特点
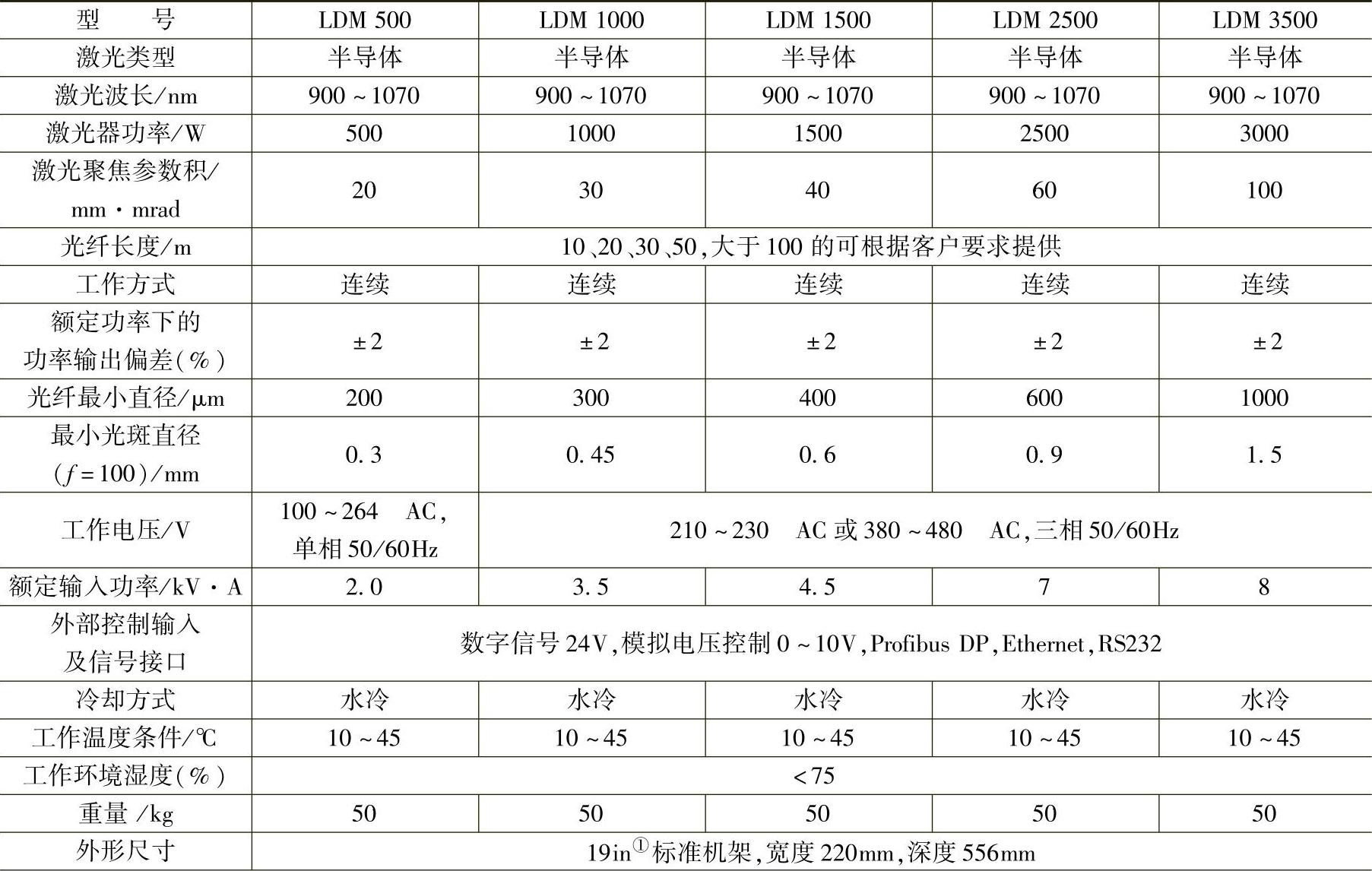
(续)
①1in≈25.4mm。
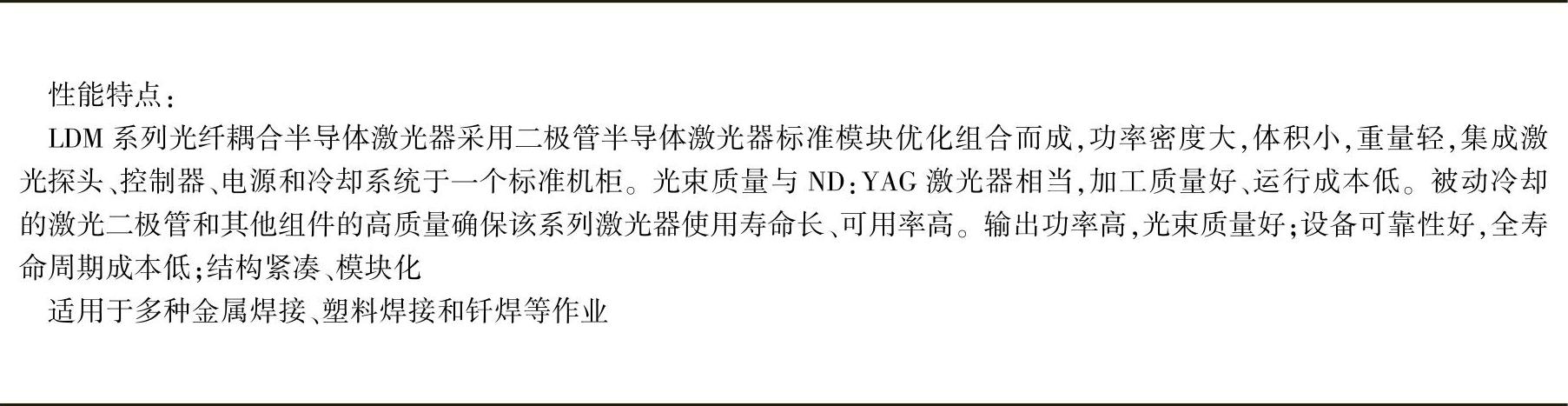
表7.5-12 国外LDF系列半导体激光焊接设备技术数据及性能特点
表7.5-13 国外TruDisk系列二极管泵浦源固体激光焊接设备技术数据及性能特点
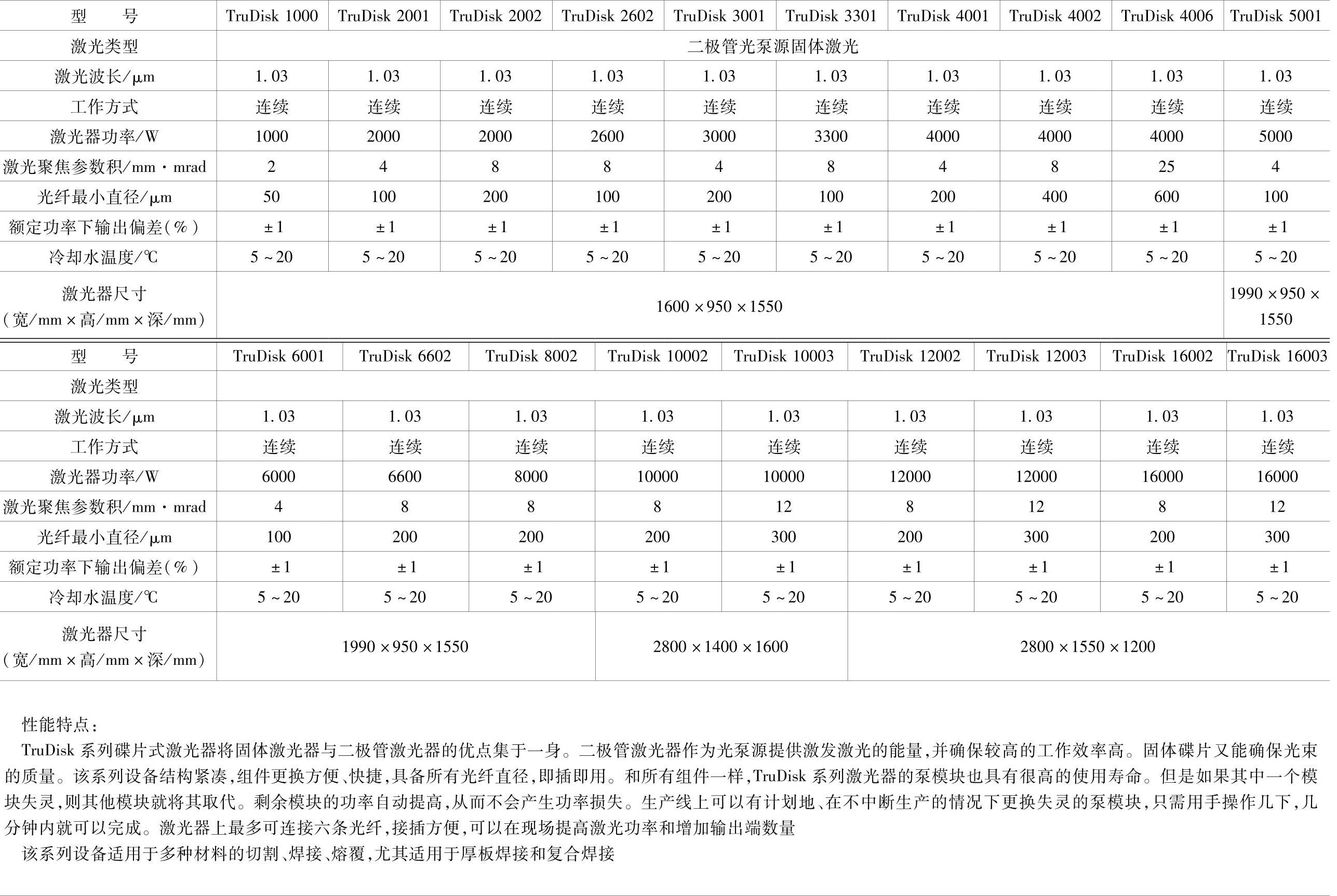
表7.5-14 国外YLS系列光纤激光焊接设备技术数据及性能特点
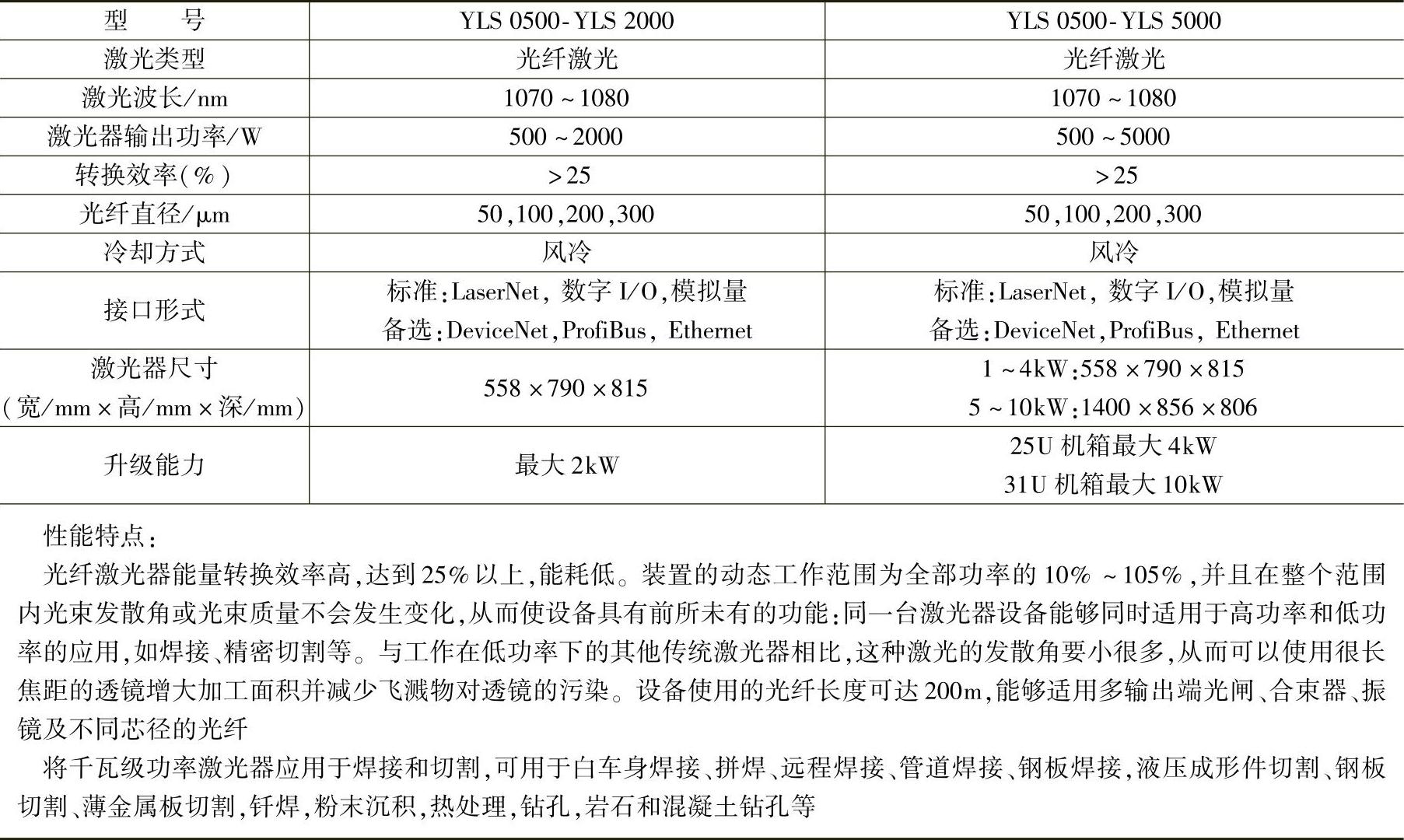
表7.5-15 国外YLS-XXXX-TR及YLR系列光纤激光焊接设备技术数据及性能特点
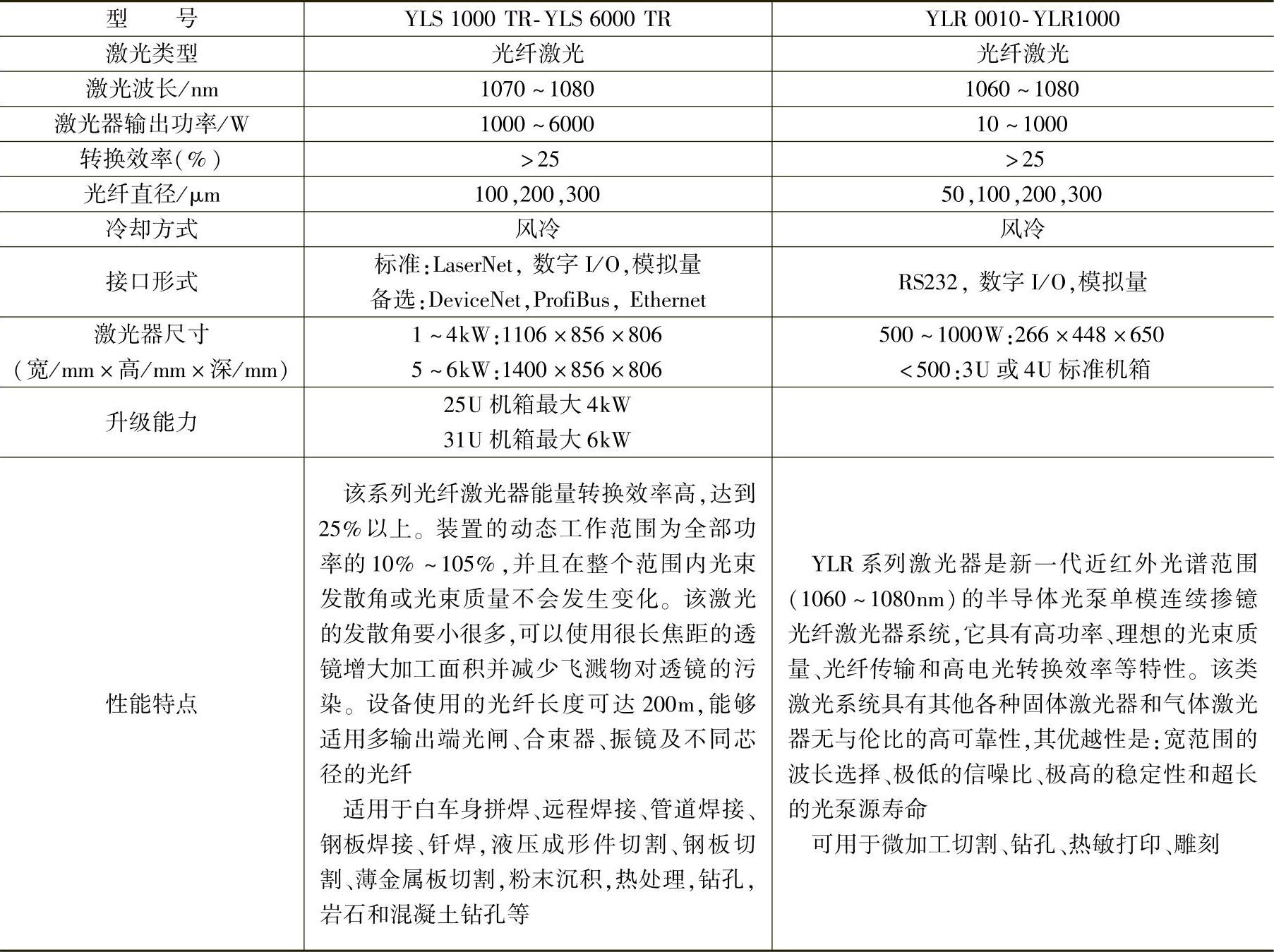
表7.5-16 国外DLR系列光纤激光焊接设备技术数据及性能特点
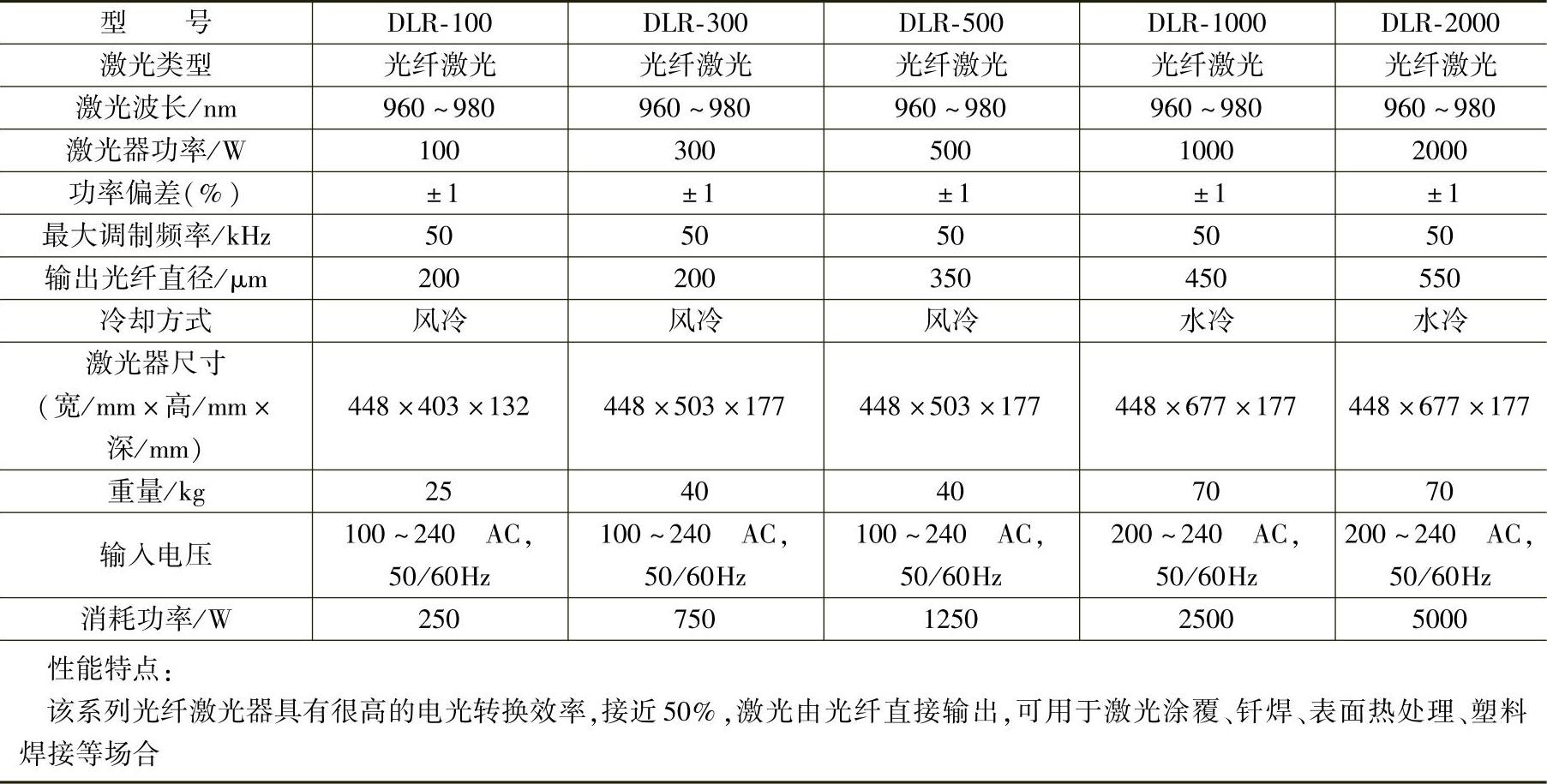
表7.5-17 国外某厂家光纤激光焊接设备技术数据及性能特点
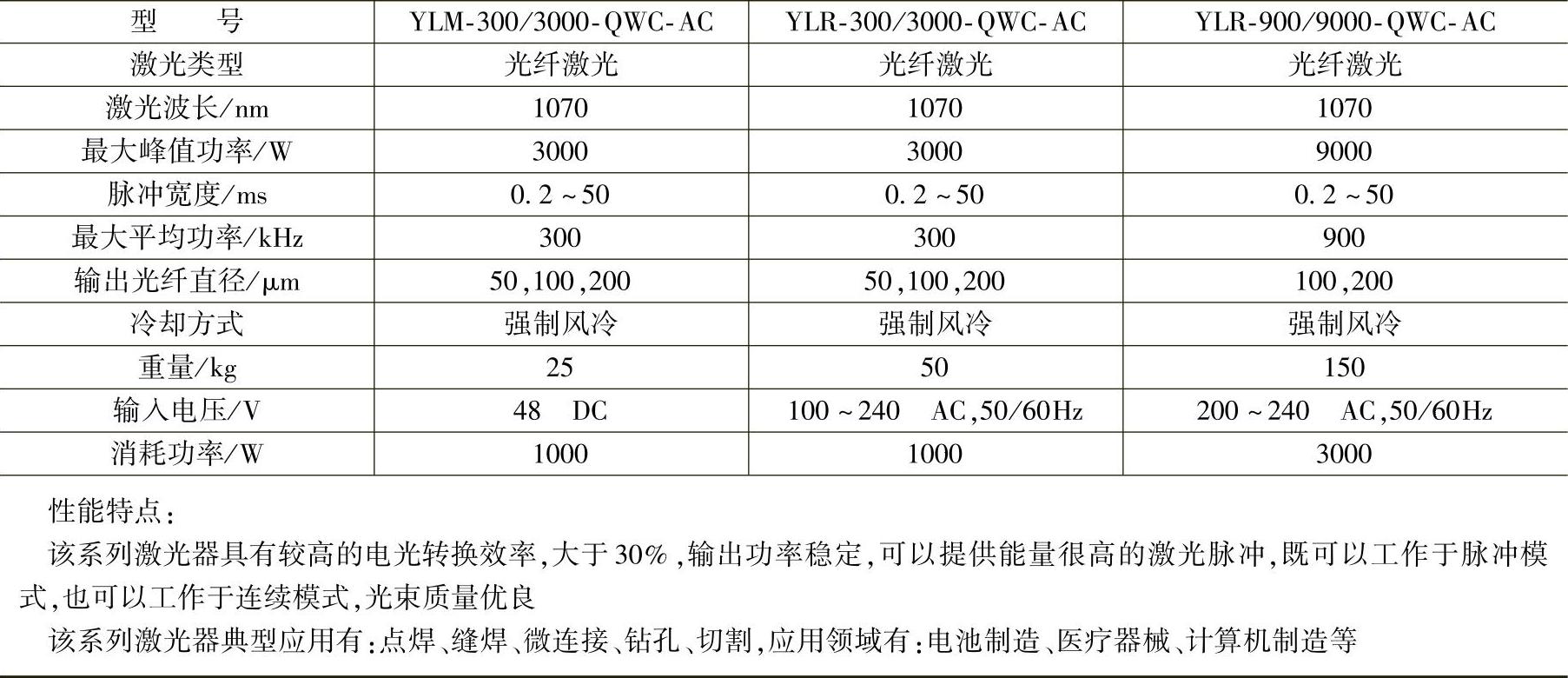
表7.5-18 国外激光-电弧复合焊设备技术数据及性能特点
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。