



7.5.2.1 电子束焊设备分类
电子束焊设备按照电子加速电压的高低分类,可分为高电压型、中电压型和低电压型三大类,其设备特点及应用范围见表7.5-19。
电子束焊设备按照应用环境分类,可分为:高真空环境型、低真空环境型和常压型三大类,见表7.5-20。
7.5.2.2 电子束焊设备组成
电子束焊设备通常包含电子枪、真空系统、电源系统、电气控制系统、焊接工作台及辅助系统,如图7.5-10所示。图7.5-11所示为不同功率的电子束焊设备。
表7.5-19 不同加速电压的电子束焊设备特点及应用范围
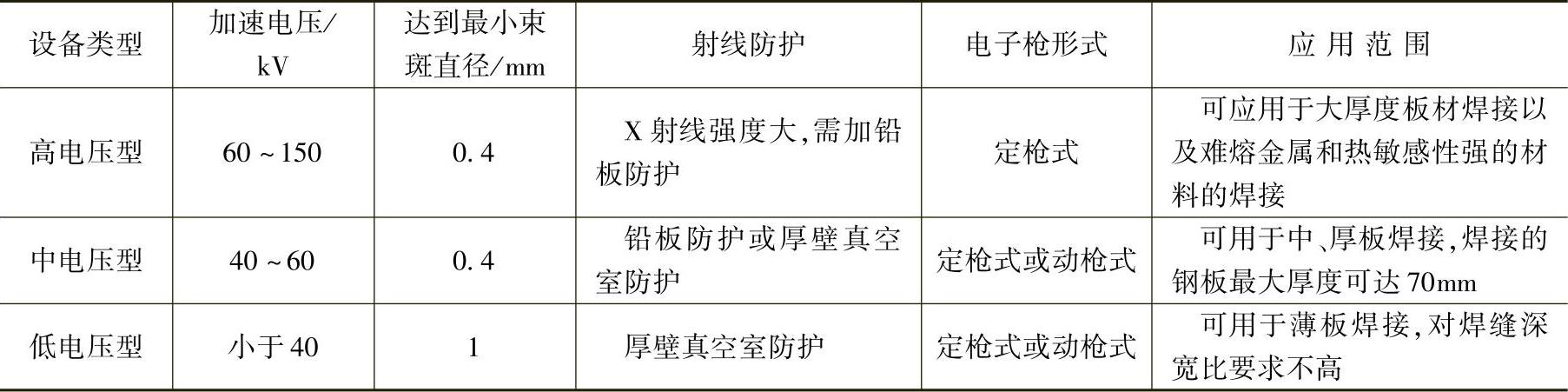
表7.5-20 不同应用环境电子束焊设备典型参数、特点及应用范围
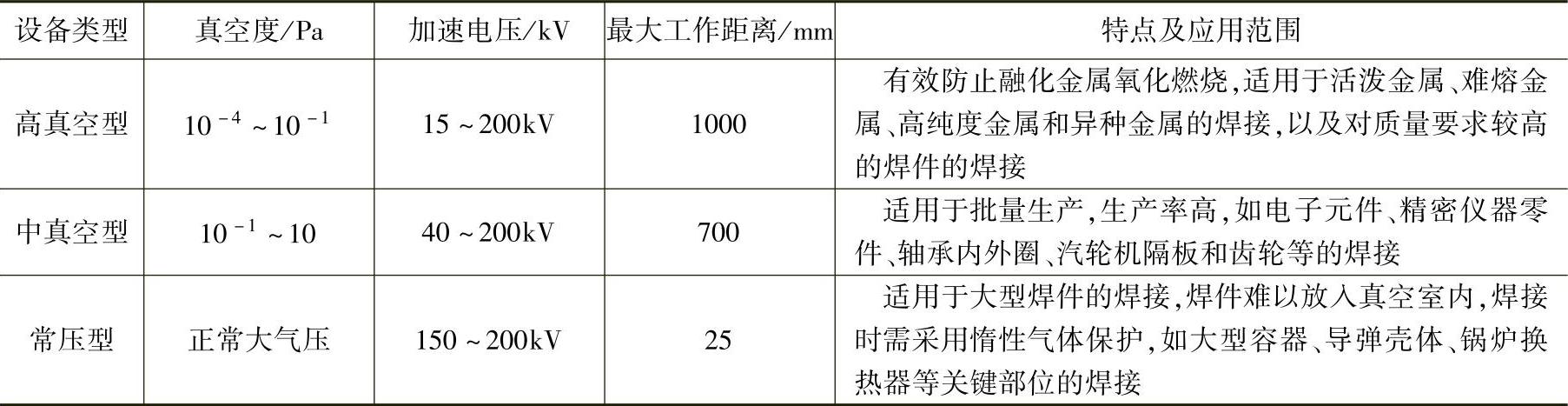
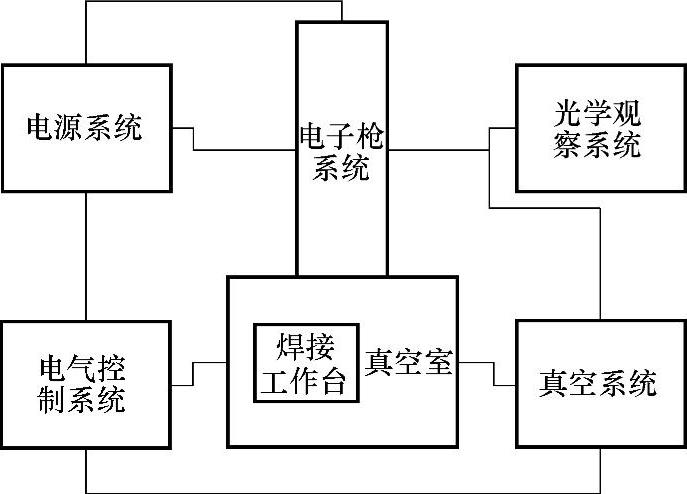
图7.5-10 电子束焊设备系统框图
1.电子枪
电子束焊设备用以产生可控制电子束的电子光学系统称为电子枪,是电子束焊机的关键部件,主要由阴极、阳极、栅极和聚焦线圈等组成,如图7.5-12所示。电子束焊机根据其电极电位的特点,分为二极电子枪和三极电子枪。二极电子由阴极、聚束极和阳极组成,其中聚束极与阴极等电位。其调节电子束流的大小是通过变化阴极温度来改变阴极发射电子流的能力。三极电子枪的电极系统由阴极、偏压电极和阳极组成。阴极为负电位,阳极接地,两者之间建立形成电子束的加速电场。偏压电极电位介于阴极与阳极之间,通过调节偏压电极负电位的大小和改变偏压电极的形状和位置可以调节电子束流的大小和改变电子束的形状。现代使用的电子枪多为三极电子枪。
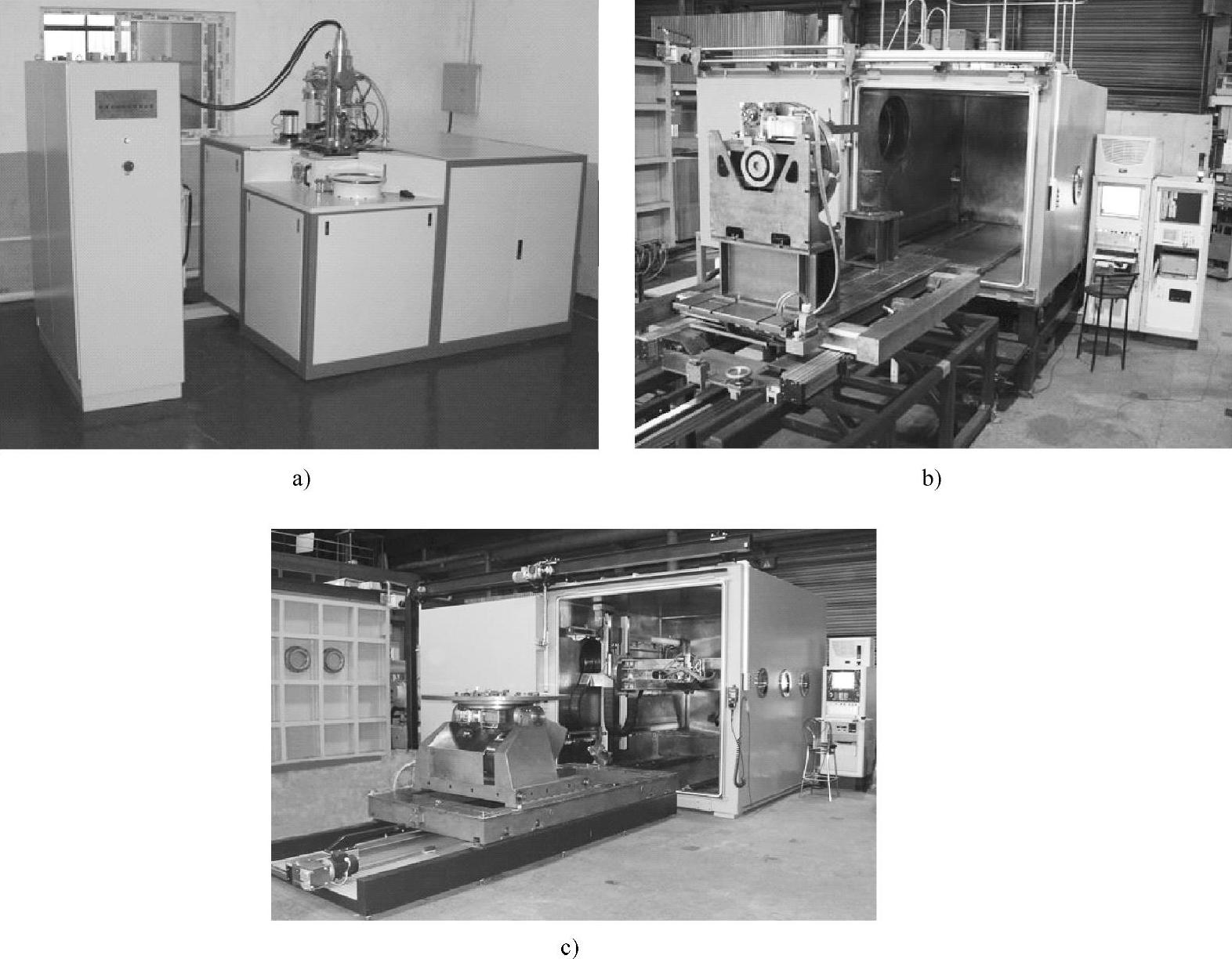
图7.5-11 不同类型的电子束焊设备
a)小功率 b)中等功率 c)大功率
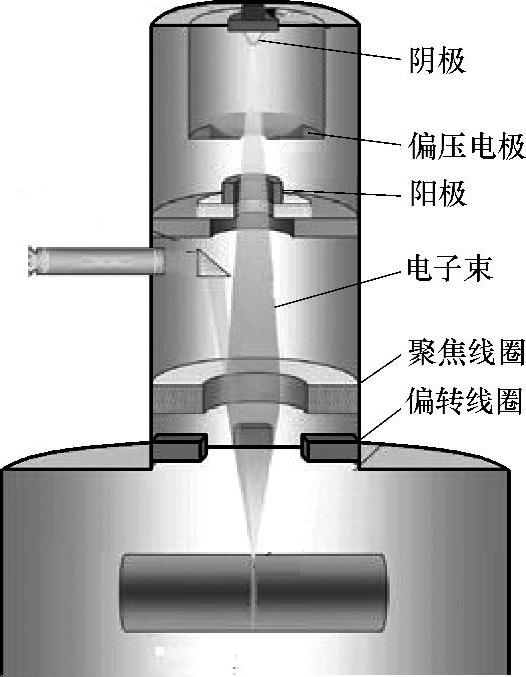
图7.5-12 电子枪组成示意图
电子枪的阴极通常由发射电子能力强的物质构成,影响电子发射能力的因素较多,主要由下式决定:
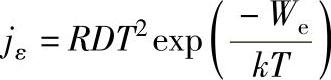
式中 jε——发射电子电流密度(A/cm2);
R——常数,由阴极材料特性决定(表7-5-21);
D——阴极表面平均电子透视系数;
T——阴极热力学温度(K);
We——逸出功(eV);
k——波尔兹曼常数,k=1.38×10-23J/K。
另外阴极材料的选择还要考虑阴极承受离子轰击的能力和特定温度下的蒸发率(表7.5-21),以保证阴极的寿命在合理的范围内。
表7.5-21 几种阴极材料的相关物理特性

(续)

电子枪的阳极还构成了电子束的静电透镜,对阴极发射的电子束具有一定程度的会聚作用。电子枪的聚焦线圈构成电子束的聚焦透镜,使电子束汇聚到焊件表面或其附近形成斑点,并熔化金属。静电透镜和聚焦透镜的安装应保持同心,避免出现电子束的意外偏离和斑点畸变。
电子枪的偏转线圈用来对电子束进行实时控制,如进行摆动和偏移。为了保证偏转线圈的调整精度高和调节范围大,应合理选择线圈的磁材,确保线圈的励磁电流和磁场强度在大范围内呈线性关系。
2.真空系统
电子束焊机的真空系统由真空室和抽真空外围设备组成。
电子束焊机的真空室主要有两大作用。其一是创造一个相对真空的环境,以满足电子束焊对环境的需求;其二是防止X射线辐射的作用,建立一个相对隔离的空间。真空室的容积和形状应根据焊机的实际用途来选择,通用型电子束焊机的真空室容积较大,以适应不同用户需求,一般呈长方形或圆柱形。专用的电子束焊机则需根据焊件的状况来确定容积的大小和形状。制作真空室的材料通常采用低碳钢或不锈钢,采用低碳钢制作时,其内表面应做镀镍等处理,以保证内壁光滑,减少对气体的吸附作用,缩短抽真空的时间。
电子束焊机的防护措施视情况而定,中、低电压(加速电压小于60kV)的电子束焊机可以采用增加真空室板的厚度和合理的工作室结构设计来达到目的,而对于高电压(加速电压大于60kV)的电子束焊机,通常在真空室的外壁上设置严密的铅板防护层。电子束焊机使用过程中,用户不得随意改装真空室,以免出现X射线的泄漏造成意外的伤害和损失。(https://www.xing528.com)
抽真空外围设备由真空泵、阀门、真空检测计及相应管路构成。真空泵是其中的核心部件,根据不同的真空度需要选择不同类型。对真空度要求较高的场合,一般采用多级串联组合方式工作,前级一般采用低真空泵(如活塞式、叶片式真空泵)进行预抽真空,抽气速度快;后级采用罗茨泵或涡轮分子泵,根据需要可将真空度提升至10-2~10-4Pa。不同真空泵目前能达到的真空度参数见表7.5-22所示。
表7.5-22 不同真空泵能达到的真空度参数

3.电源系统
电源系统包括:高压加速电源、偏压电源、阴极加热电源和聚焦电源等。根据不同电源在系统中的功能不同,性能参数迥异,具体见表7.5-23。
表7.5-23 电子束焊接系统中不同电源技术参数

高压加速电源是电子束焊接电源系统的核心部件,电源作用于阳极和阴极之间的负直流高压,在阳极和阴极之间形成电子加速电场。高压电源的经历了从工频、中频到高频的发展历程,随着高频开关电源的发展和可靠性技术的提高,其节能高效、体积小、重量轻等优点突显,应用也日益广泛。典型的高压加速电源的主电路原理图如图7.5-13所示。
4.电气控制系统
电气控制系统主要进行电子束焊接系统的电气控制及管理,包括系统工作的时序控制、系统的故障检测、真空系统工作时序控制和管理、电源系统的监控和管理、焊接工装台的运动控制和过程数据采集及处理等,一般由工控机或可编程逻辑控制器(PLC)来完成。
5.焊接工装台及辅助装置
电子束焊机无论是定枪式还是动枪式电子枪,根据焊件的结构特点,其承载焊件的焊接工装台一般均设计为直线移动或旋转运动方式,以方便焊接过程中保持电子束与焊件待焊位置吻合,且调节方便,并保证足够的精度。
7.5.2.3 电子束焊设备
国内部分电子束焊设备的技术数据及性能特点见表7.5-24~表7.5-27。
国外部分电子束焊设备的技术数据及性能特点见表7.5-28~表7.5-32。
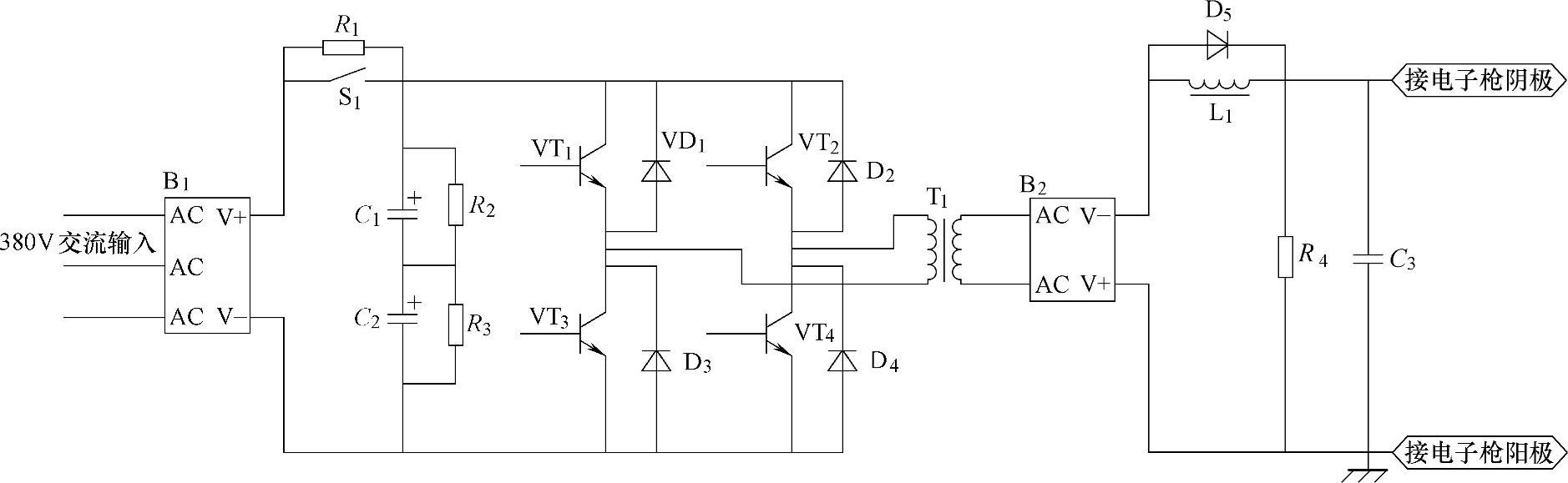
图7.5-13 高压加速电源主电路原理图
表7.5-24 国内THDW系列电子束焊接设备技术数据及性能特点
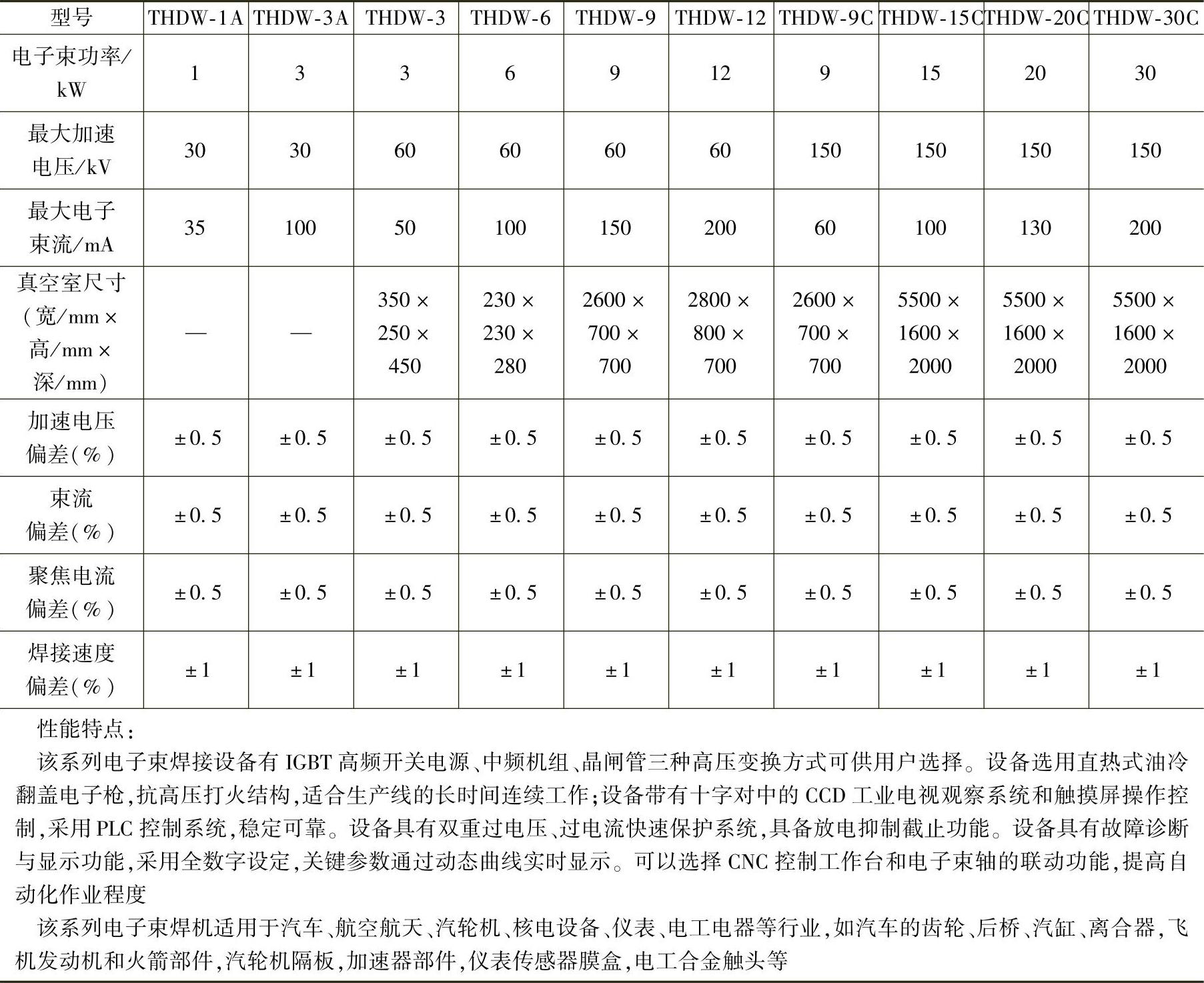
表7.5-25 国内EBW系列电子束焊接设备技术数据及性能特点
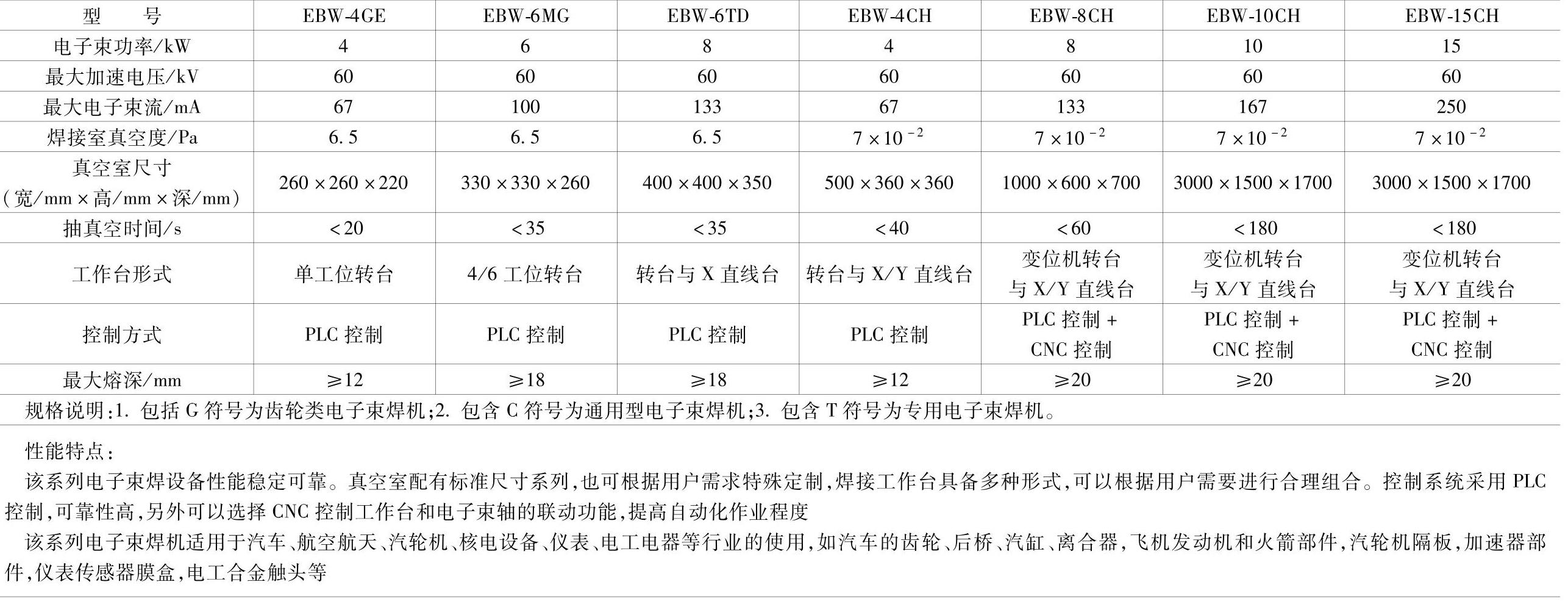
表7.5-26 国内某研究所中、高电压系列电子束焊接设备技术数据及性能特点
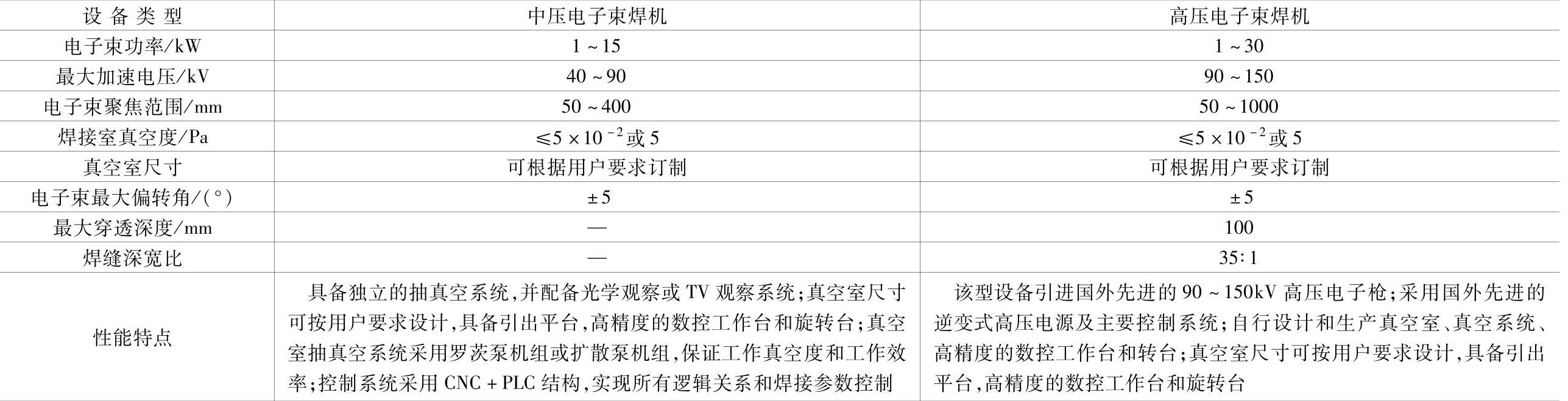
表7.5-27 国内G系列电子束焊接设备技术数据及性能特点
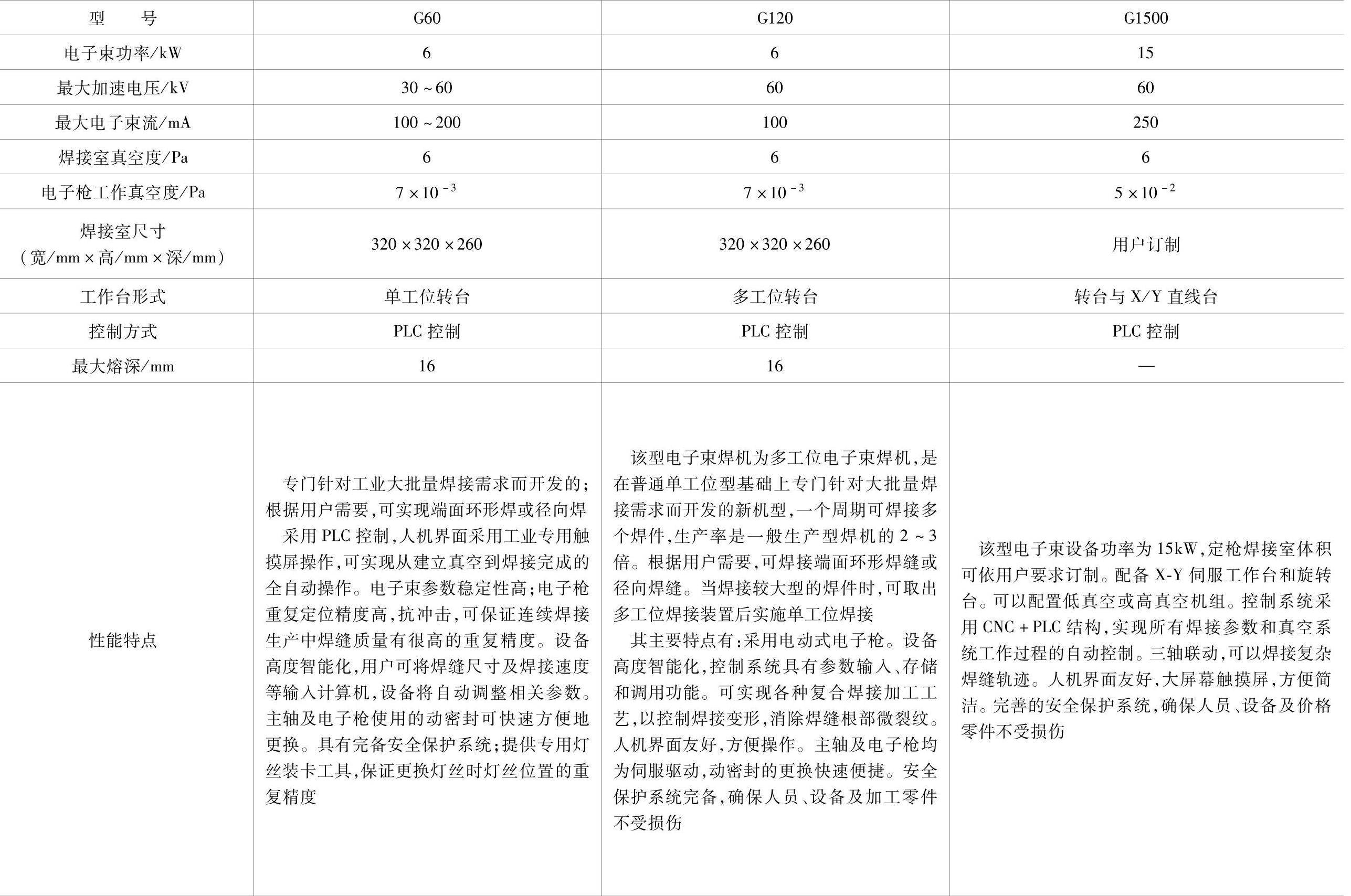
表7.5-28 国外某研究所KL系列电子束焊接设备技术数据及性能特点
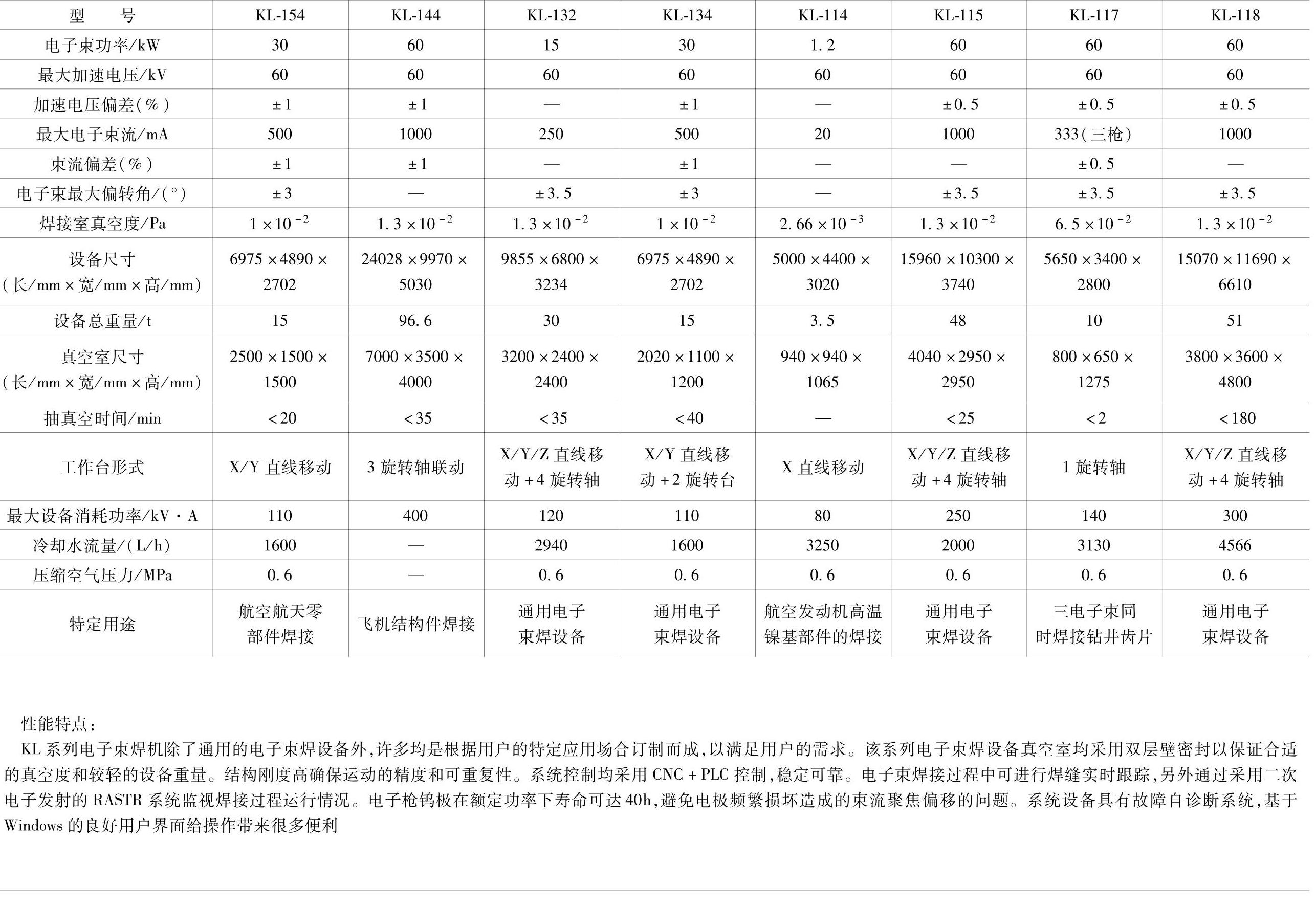
表7.5-29 国外某研究所部分电子束焊接设备技术数据及性能特点
表7.5-30 国外Merdard系列电子束焊接设备技术数据及性能特点
表7.5-31 国外LARA系列电子束焊接设备技术数据及性能特点
表7.5-32 国外Genova系列电子束焊接设备技术数据及性能特点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。