



软钎剂是用于450℃以下钎焊的助焊剂。可分为腐蚀性钎剂和非腐蚀性或弱腐蚀性钎剂两大类。对钎剂的要求:①钎剂应有足够的溶解和清除材料及钎料表面氧化膜的能力,恢复金属表面活性,使钎料合金对钎焊件表面形成良好润湿。②钎剂应有良好的热稳定性,在预热和钎焊阶段均能保持活性。同时,在钎料熔化前,对除去氧化膜的金属表面形成保护层,防止金属表面与大气接触。③钎剂的熔点应低于钎料10~30℃。④钎剂的组成物应无毒,不污染环境。⑤焊接后的残留物应对焊点无腐蚀性或易于清除。⑥较低的原材料成本等。软钎剂由成膜物质、溶剂、活化剂等组成。按主要组分对软钎剂分类,见表8.3-1。按照ISO 9455中规定的试验方法进行试验时,钎剂应符合表8.3-2~表8.3-4的要求。
常用软钎剂的组成见表8.3-5和表8.3-6。清洗钎剂残渣的方法见表8.3-7。表8.3-8和表8.3-9为反应型铝软钎剂配方及有机铝软钎剂配方。
表8.3-1 软钎剂分类(GB/T 15829—2008)
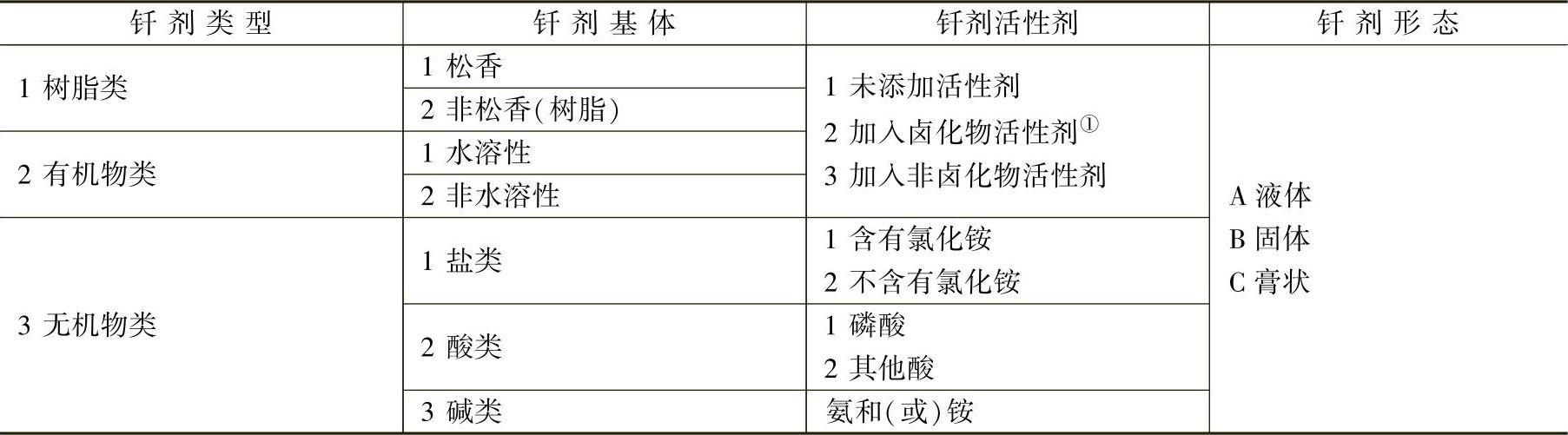
①也可能存在其他活性剂。
表8.3-2 类型1钎剂的性能要求(GB/T 15829—2008)
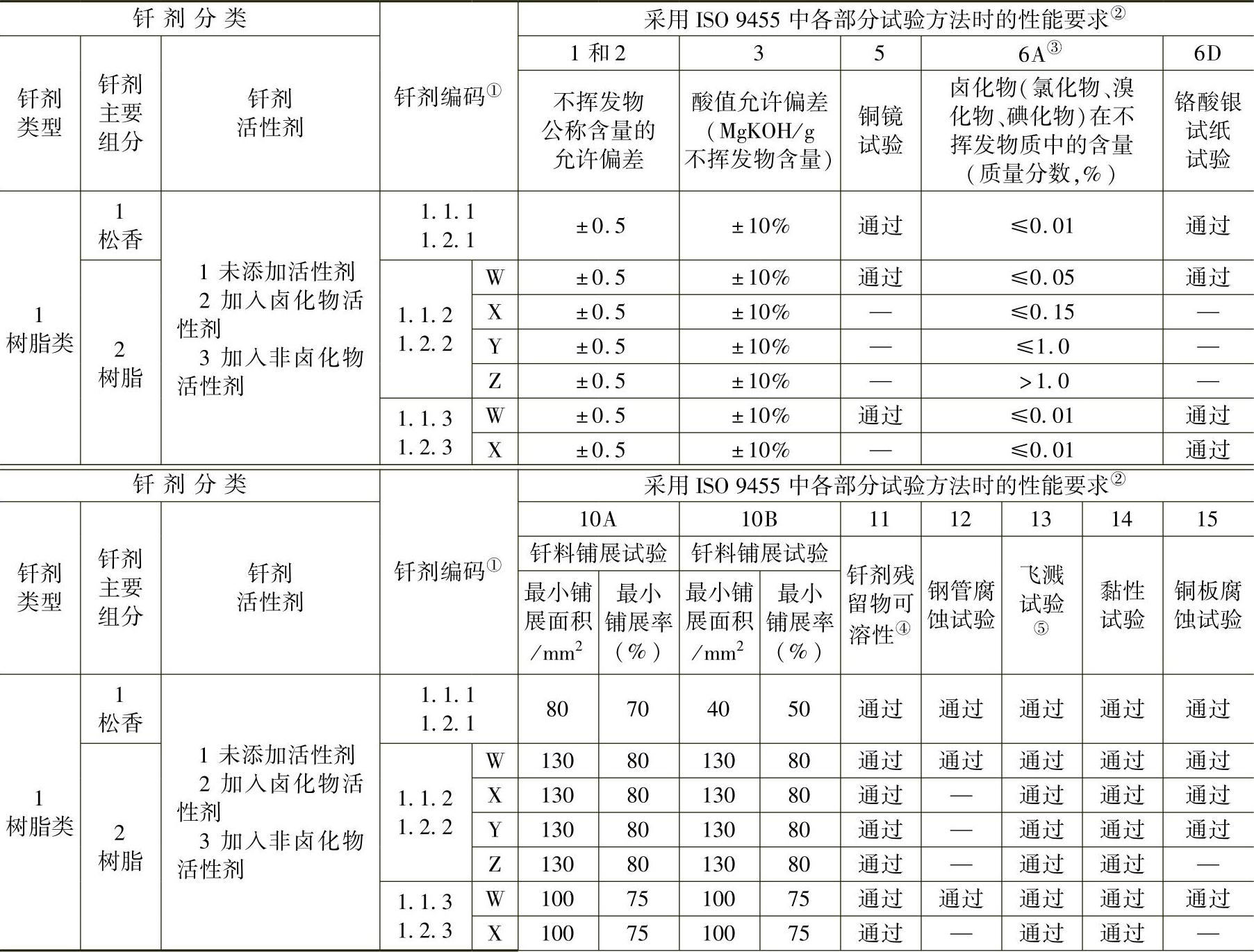
注:1.ISO 9455-3:1992的试验方法仅适用于酸值大于50mg KOH/g的钎剂。
2.ISO 9455-10:1998的试验方法仅适用于不挥发物含量≥10%的钎剂。
3.根据ISO 9455-10:1998的试验方法,10A为黄铜板上的试验结果,10B为己氧化的铜板上的试验结果。
①活化树脂类钎剂(类型1.1.2和1.1.3、1.2.2和1.2.3)分成四个等级,W、X、Y和Z分别表示钎剂的活性等级为低、弱、中和高。
②短线“—”表示在本标准中对钎剂的相关性能无特定要求。但是针对某些特殊应用,相关性能要求可由供需双方协商,具体细节在订单中给出。
③本方法仅适用于卤化物含量的测定,不适用于卤素含量的测定。
④本试验不适用于有意在工件上留有钎剂残留物的情况。
⑤本试验中,“通过”意味着“没有钎剂的飞溅”。
表8.3-3 类型2钎剂的性能要求(GB/T 15829—2008)
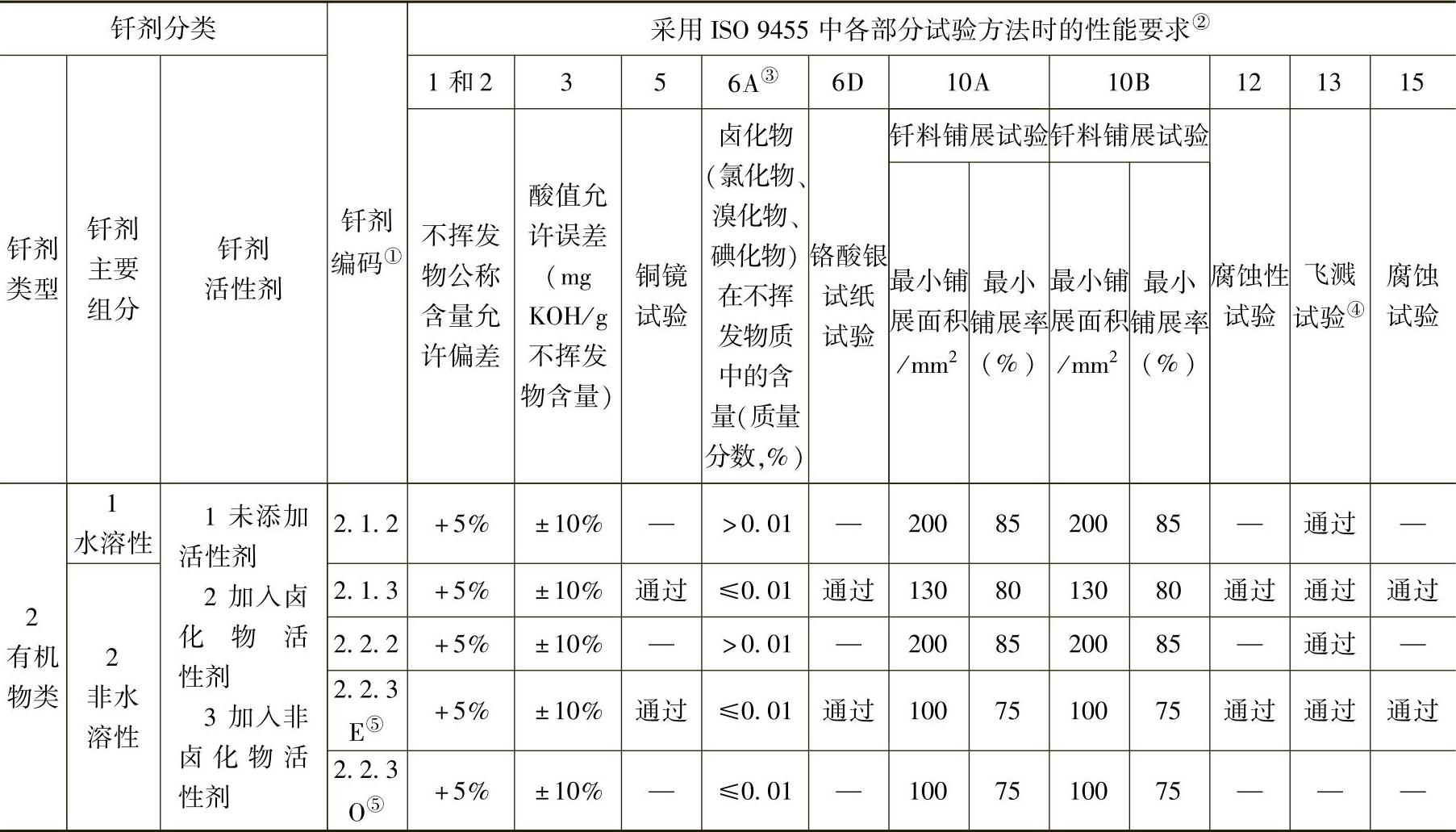
注:1.ISO 9455-3:1992的试验方法仅适用于酸值大于50mg KOH/g的钎剂。
2.根据ISO 9455-10:1998的试验方法,10A为黄铜板上的试验结果,10B为已氧化的铜板上的试验结果。
①类型2.1.1和2.2.1钎剂不存在。
②短线“—”表示在本标准中对钎剂的相关性能无特定要求,但是针对某些特殊应用,相关性能要求可由供需双方协商,具体细节在订单中给出。
③本试验不适用于某些应用。
④本试验中,“通过”意味着“没有钎剂的飞溅”。
⑤E代表着电子行业应用,O代表其他行业应用。
表8.3-4 类型3钎剂的性能要求(GB/T 15829—2008)
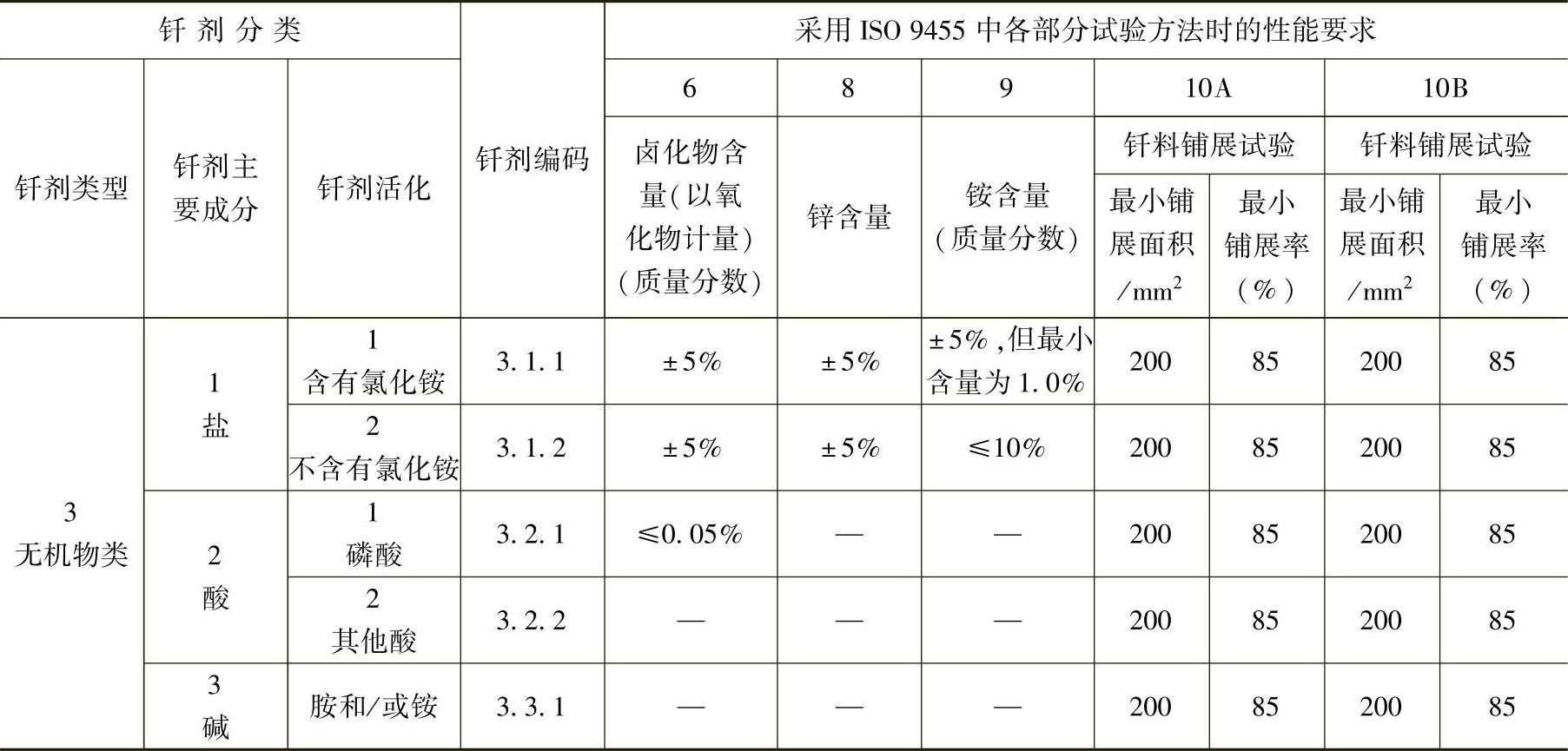
注:1.短线“—”表示本标准中对钎剂的相关性能无特定要求。
2.根据ISO 9455-10:1998的试验方法,10A为黄铜板上的试验结果,10B为已氧化的铜板上的试验结果。(https://www.xing528.com)
表8.3-5 非腐蚀性或弱腐蚀性软钎剂组成
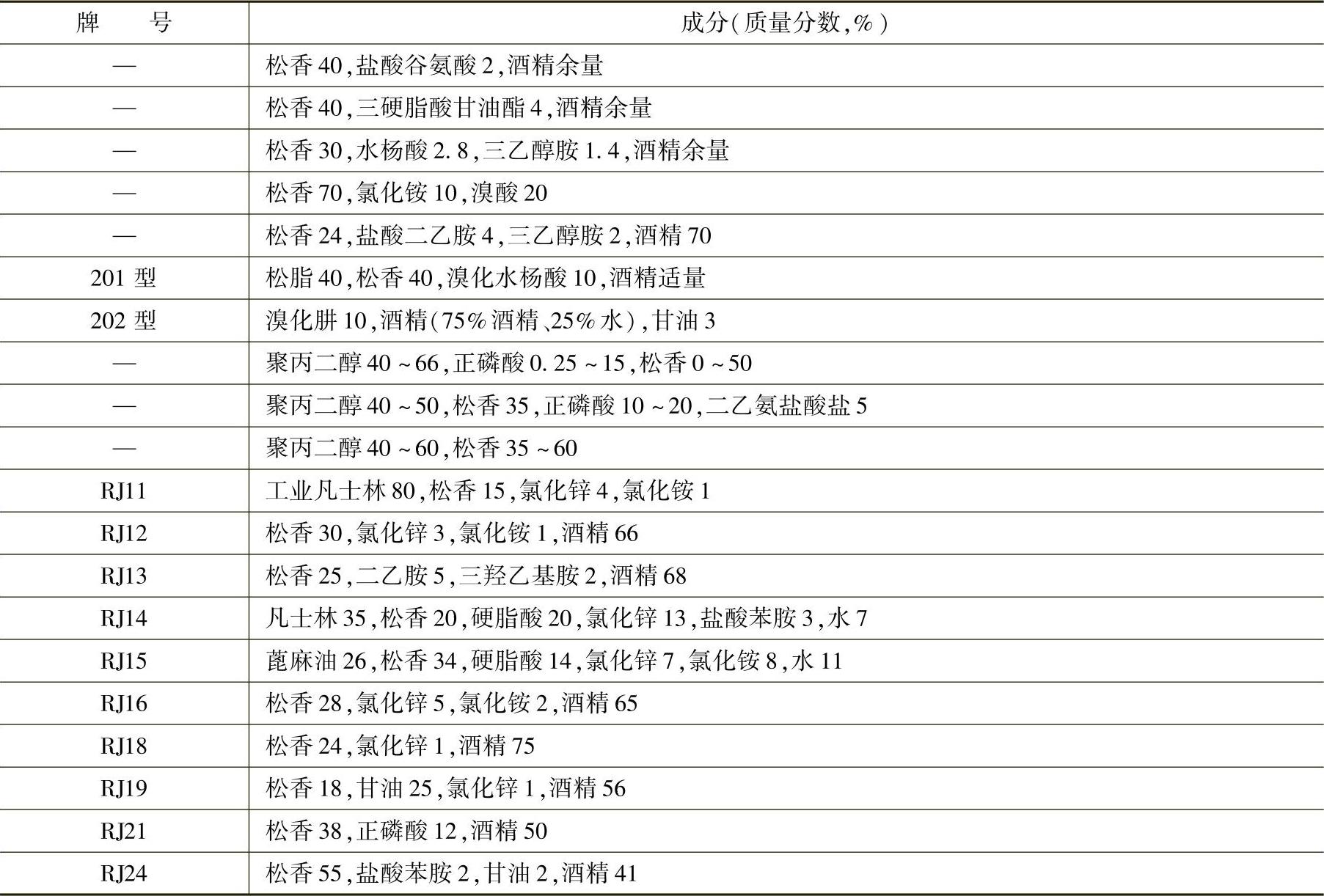
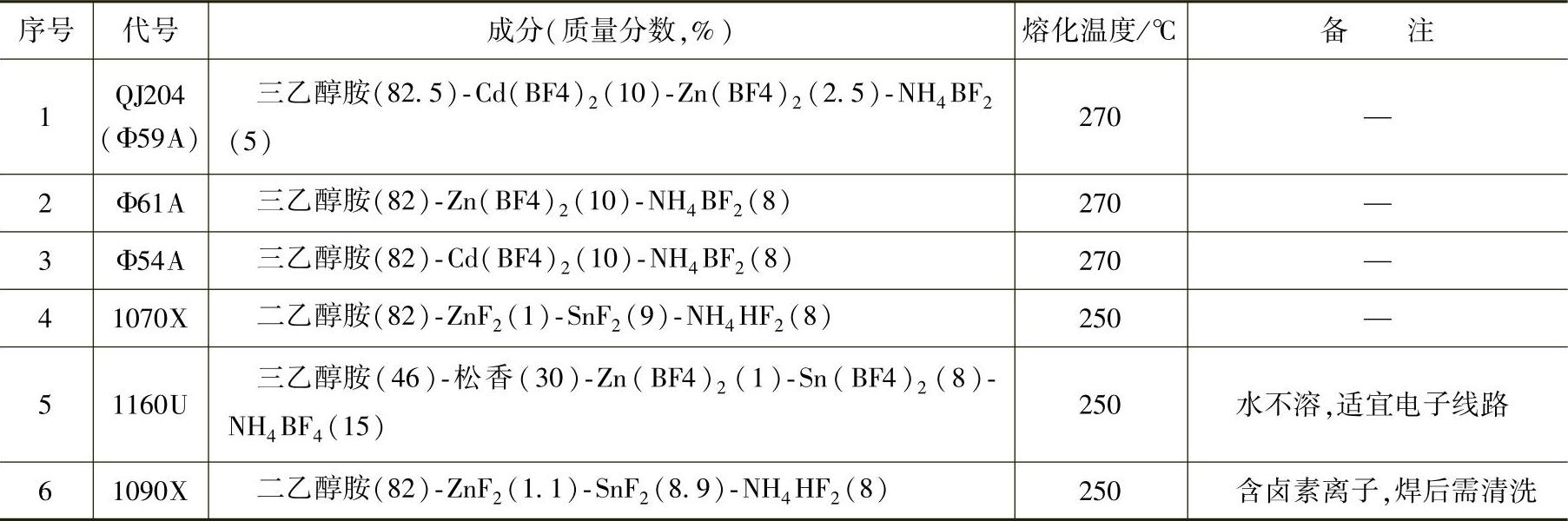
表8.3-6 腐蚀性软钎剂组成
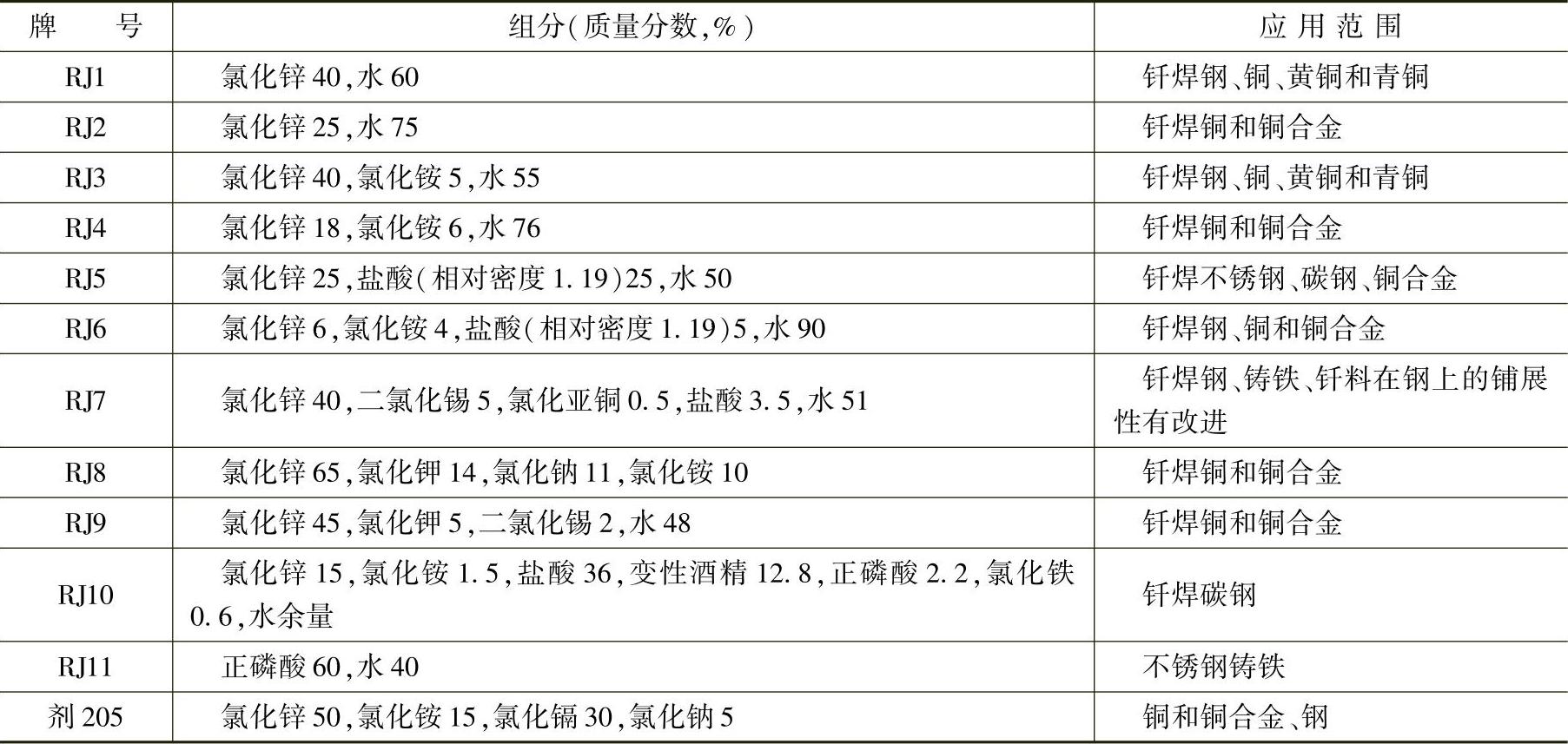
表8.3-7 清洗钎剂残渣的方法

(续)
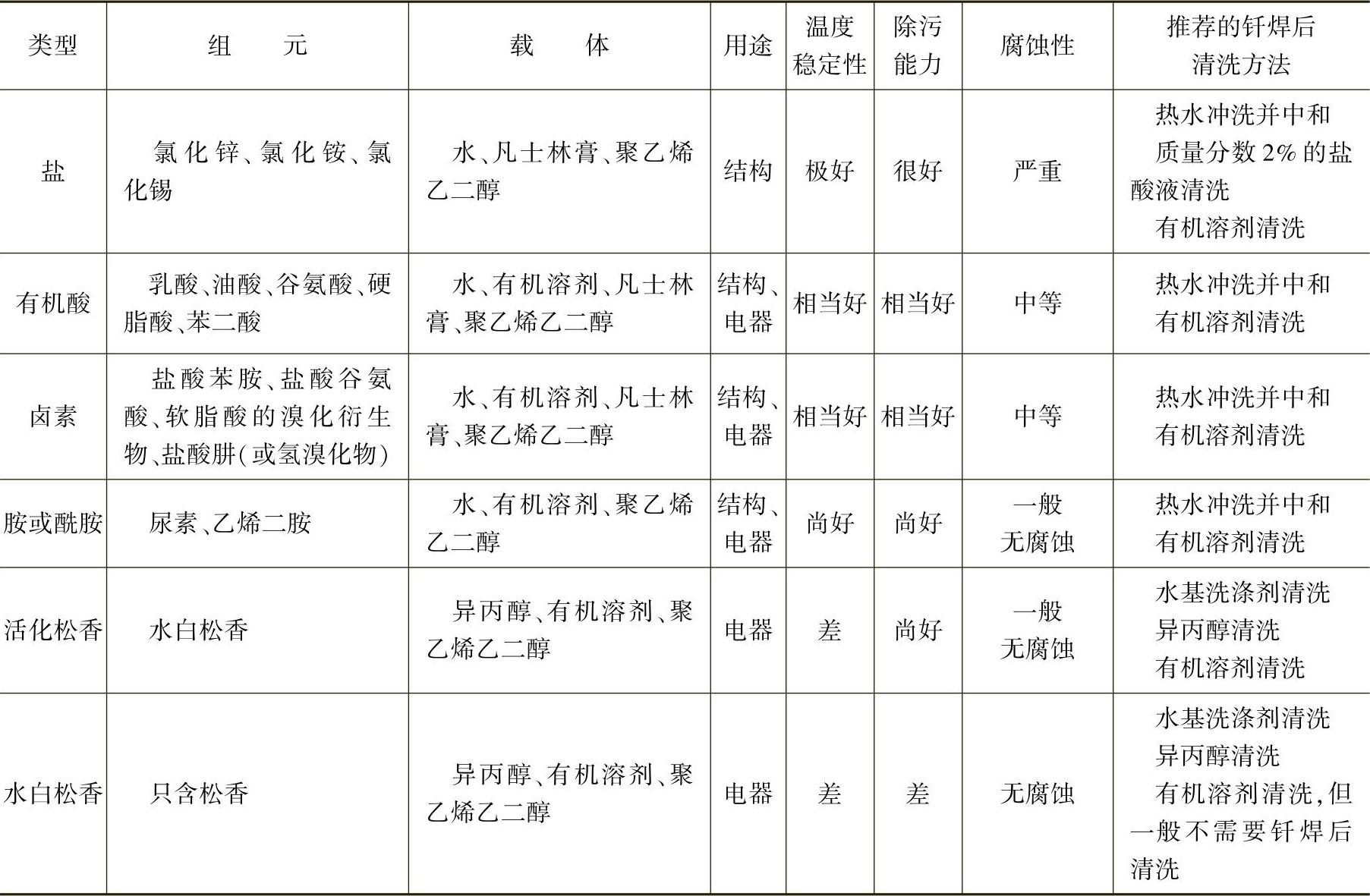
表8.3-8 反应型铝软钎剂配方
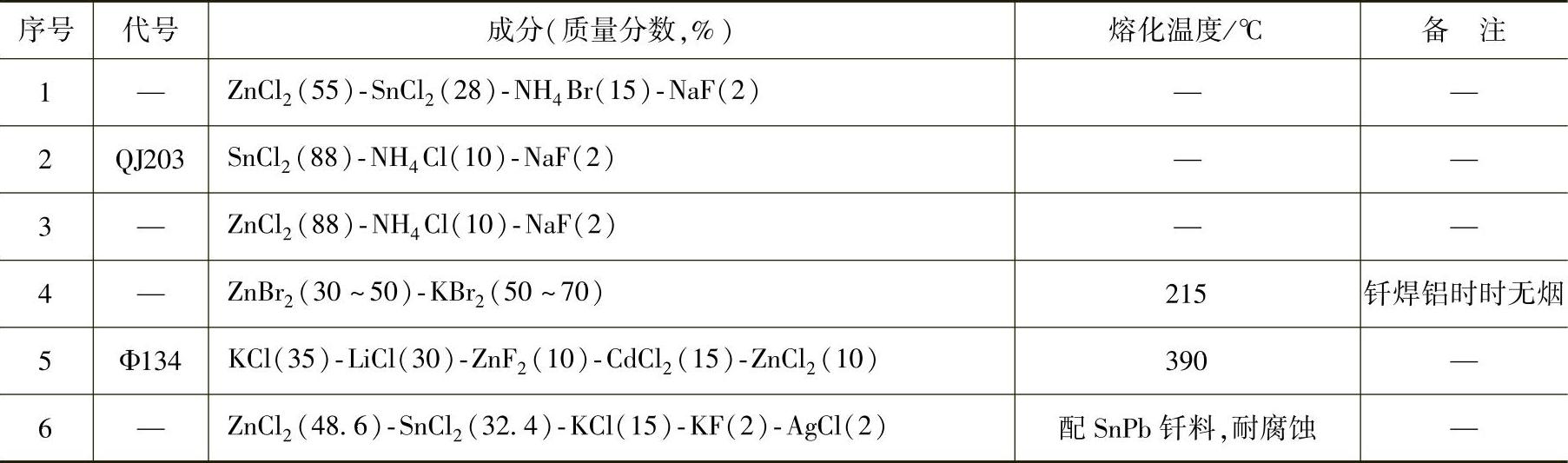
表8.3-9 有机铝软钎剂配方
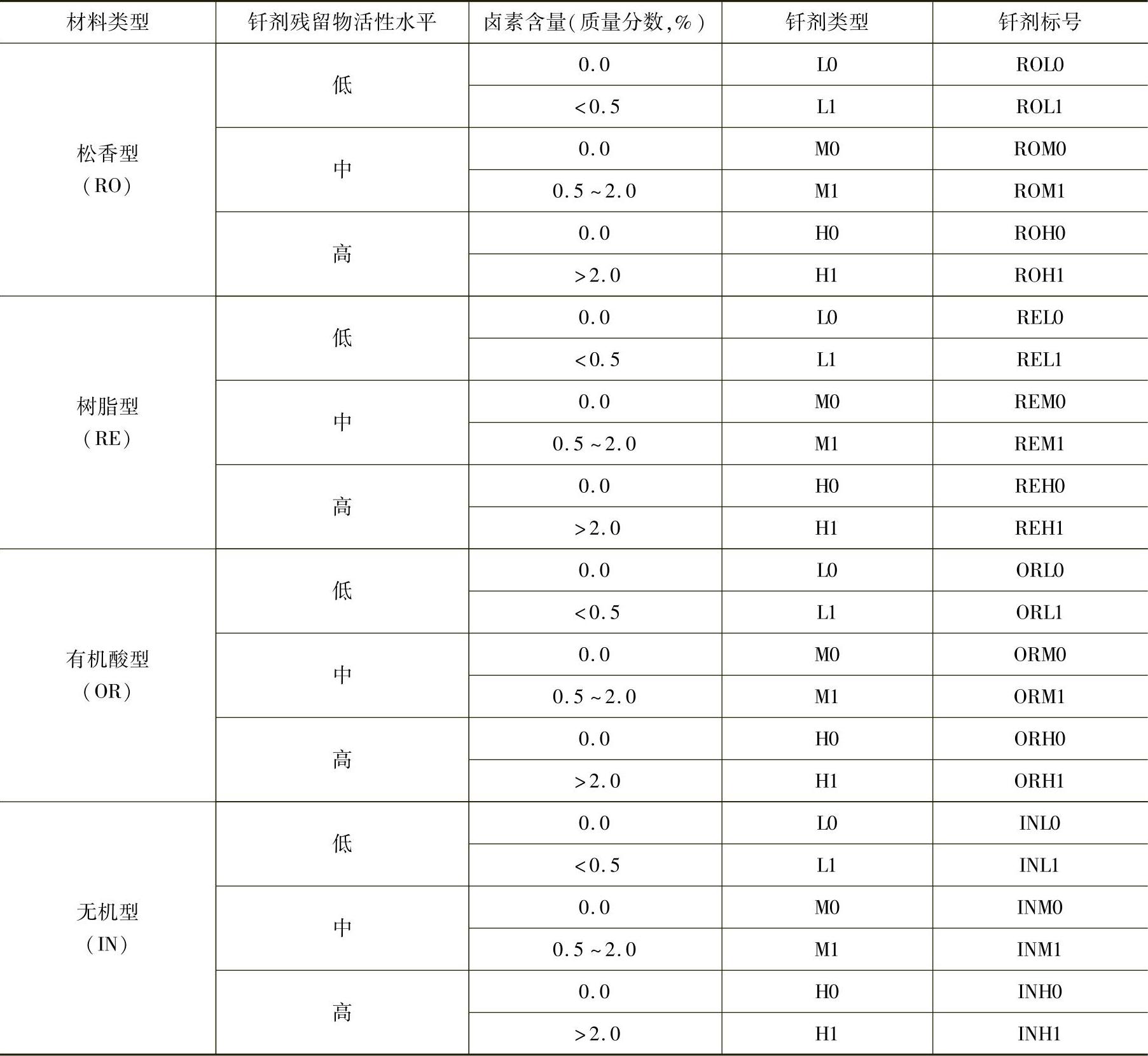
美国电子装联协会工业标准IPC/EIA J-STD-004A将钎剂分成4大类24小类,见表8.3-10。按照钎剂主要组成材料,将钎剂分为4大类:松香型(Rosin,RO)、树脂型(Resin,RE)、有机酸型(Organic,OR)和无机型(Inorganic,IN)。该分类方法适用于液态、固态或膏状多种钎剂形式。表中,L,M和H代表钎剂残留物的活性水平,分别为低、中和高。另外,0代表不含卤素,1代表有卤素。
表8.3-10 美国电子装联协会软钎剂分类
焊膏用钎剂,除了具备液态钎剂的功能,它又是焊粉的载体,因此焊膏用钎剂也称糊状钎剂。电子工业用焊膏,要有合适的黏度和流变性能,使焊膏有良好的印刷性能,黏附性能和抗塌陷性能,焊膏在存放过程中不出现沉降。焊膏中的钎剂包含有:树脂(如松香)、溶剂、活化剂、增稠剂、触变剂和抗氧化剂等。通常合金粉占焊膏质量分数为90%,或体积分数为55%。
焊粉的颗粒度,即焊粉的直径,用一次性有80%(质量分数)的焊粉通过筛网的筛孔尺寸表示。如采用目数衡量,即以25.4mm宽的筛网内的筛孔数表示。合金焊粉的常用粒度:325目(45μm)、400目(38μm)、500目(30μm)或更细的焊粉。粉末颗粒的名义直径与目数之间的关系为:目数乘以直径(μm)约等于15000。实际制粉时,常用几层不同网眼的筛网收集焊粉,最后收集到的合金粉末处于某一尺寸范围。例如-325/500目,表示80%(质量分数)以上的颗粒能通过325目的网,不到10%(质量分数)的粉末通过500目丝网。目前焊膏用合金焊粉的粒度,一般为45~25μm,即325~500目。随着细间距的发展,更多采用20μm以下的焊粉。
按照美国电子装联业协会制定的IPC-J-STD-005标准,表8.3-11给出了粉末尺寸分布要求。表8.3-12为国标要求的锡粉和焊膏的颗粒尺寸分布类型及规格。焊粉颗粒的尺寸分布和形状对焊膏的流变性能有明显影响,进而影响焊膏的印刷性能和注射性能。另外,焊粉越小,比表面积越大,氧含量可能越高。过高的氧含量可能引起焊接飞溅,在焊点周围形成小焊珠。焊粉的含氧量一般要小于80×10-6。球形度要求90%(质量分数)的粉末为球形,即颗粒的长宽比不应超过1.5∶1。球形焊粉比表面积小,含氧量低,印刷性能好,适于细间距的丝网印刷。根据大量专利和发表的文献,表8.3-13列出了焊膏钎剂的大致组成范围。表8.3-14给出了部分焊膏组成配方。
表8.3-11 粉末尺寸或名义直径分布要求 (单位:μm)
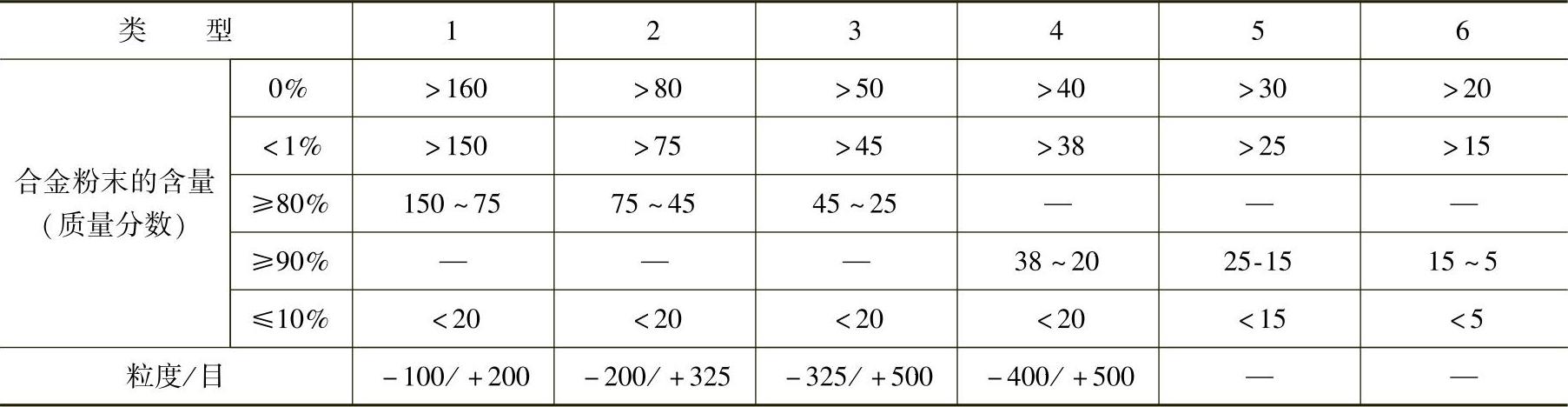
表8.3-12 锡粉和焊膏的颗粒尺寸分布类型及规格(GB/T 20422—2006)(单位:μm)
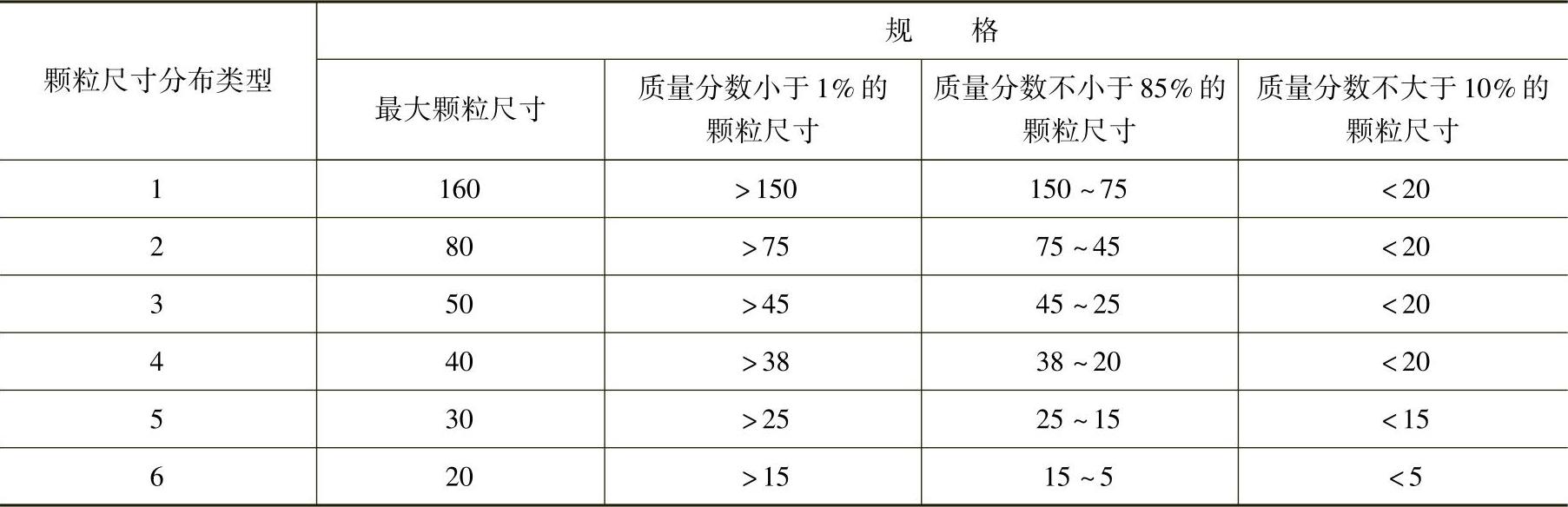
注:经供需双方同意,最大颗粒尺寸的要求可不作考核。
表8.3-13 焊膏钎剂的组成范围

表8.3-14 焊膏组成配方实例

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。