



钎焊接头一般采用搭接方式,钎焊接头的主要类型见表8.4-1。图8.4-1所示为不同应力环境下的典型接头设计。图8.4-2所示为板类钎焊接头典型设计。对强度要求较高的硬钎焊接头,搭接长度可取薄件厚度的2~3倍,锡铅等软钎焊接头的搭接长度可为薄件厚度的4~5倍,但不超过15mm。
表8.4-1 钎焊接头主要类型
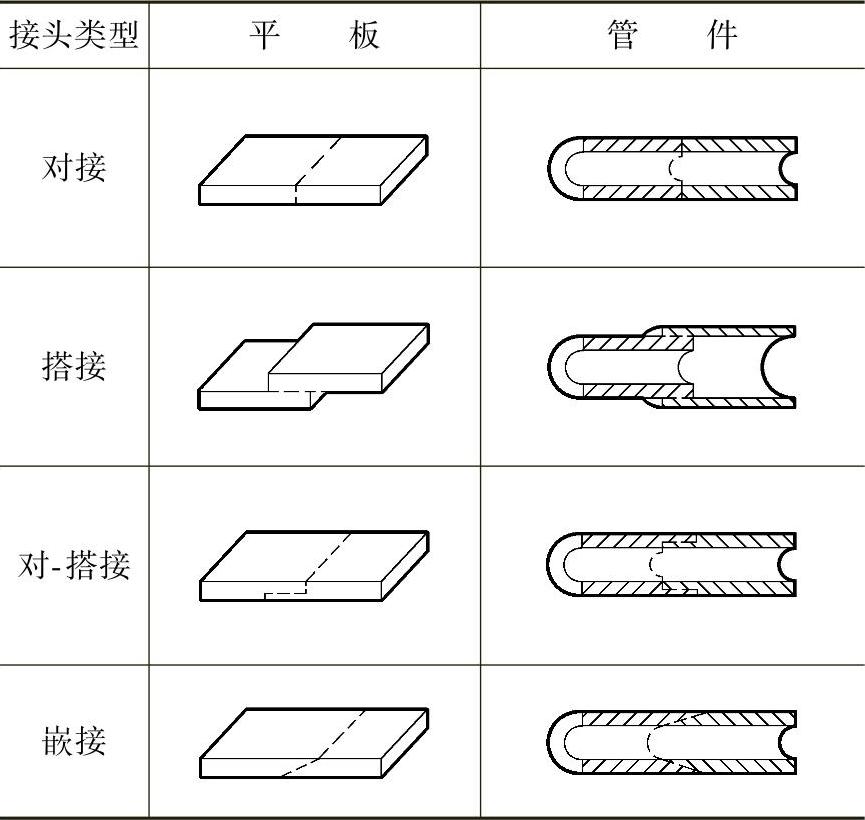
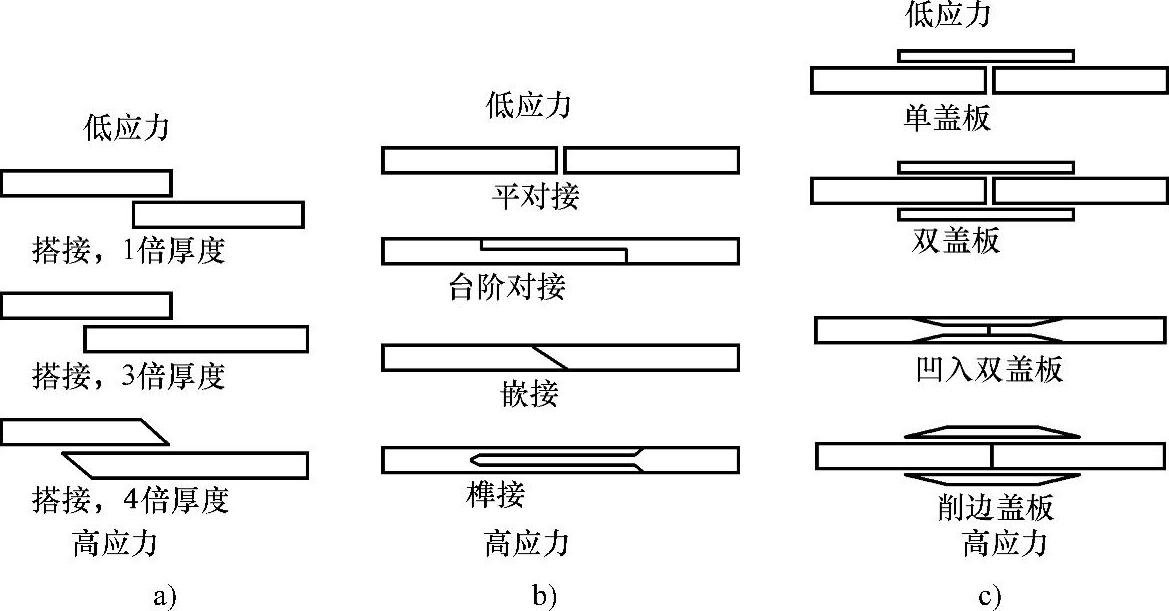
图8.4-1 不同应力环境下的典型接头设计
a)搭接 b)对接 c)盖板接头
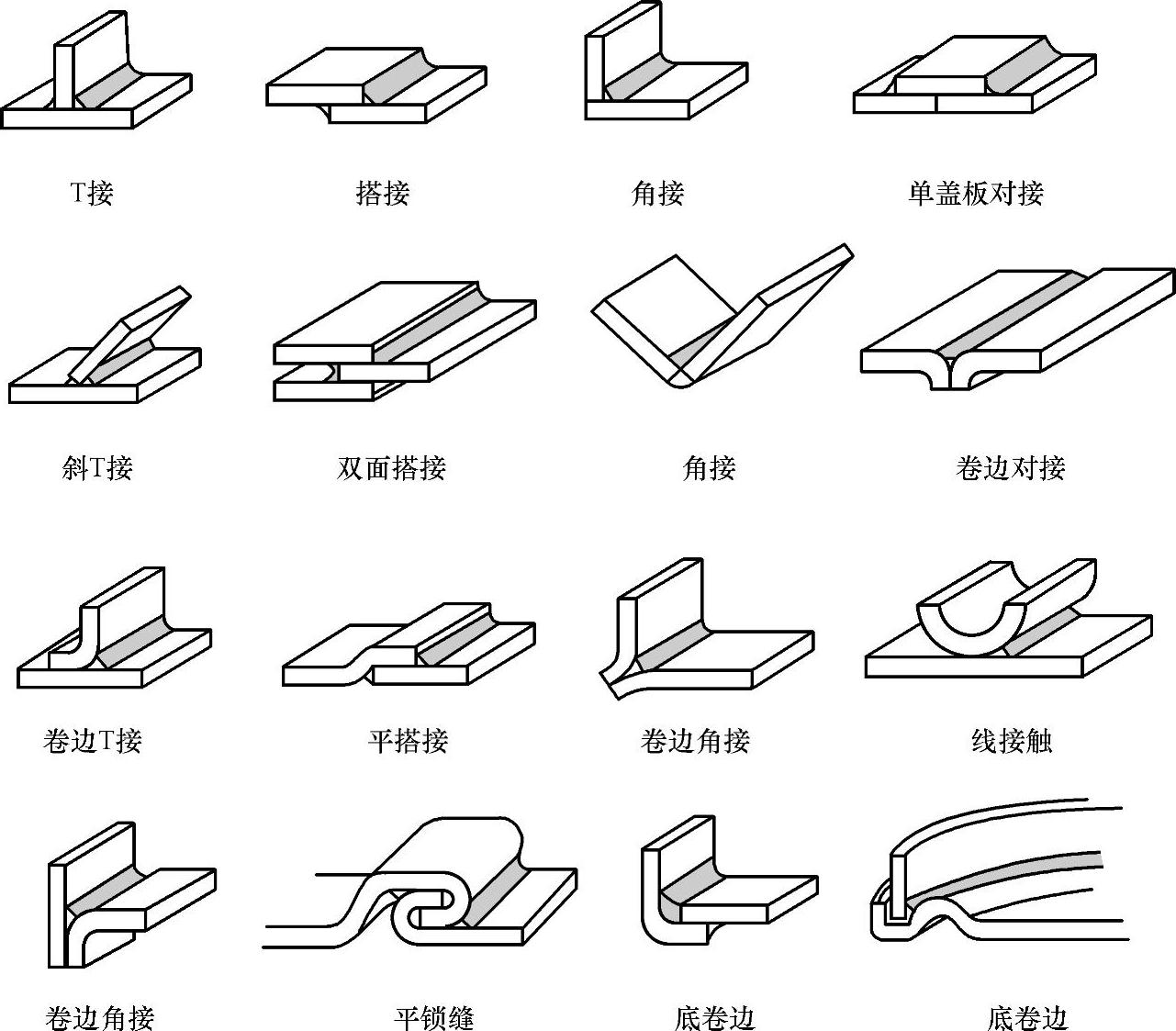
图8.4-2 板类钎焊接头典型设计
钎焊接头的间隙影响钎焊工艺及接头质量。间隙越窄,液态钎料、钎剂在钎缝中的毛细作用越强,但容易夹渣。间隙太宽,钎料难于流布。铝钎焊时,合适的钎缝间隙见表8.4-2。常用工程材料钎焊时,不同钎料对间隙的要求见表8.4-3。在自然摆放状态,熔化钎料、钎剂会自动保持合理的钎缝间隙。对有特殊要求的场合,可用磨尖的细锥在钎焊零件表面刺小孔等方法形成所需的间隙。
表8.4-2 铝钎焊的钎缝间隙(https://www.xing528.com)

表8.4-3 不同钎料对间隙的要求
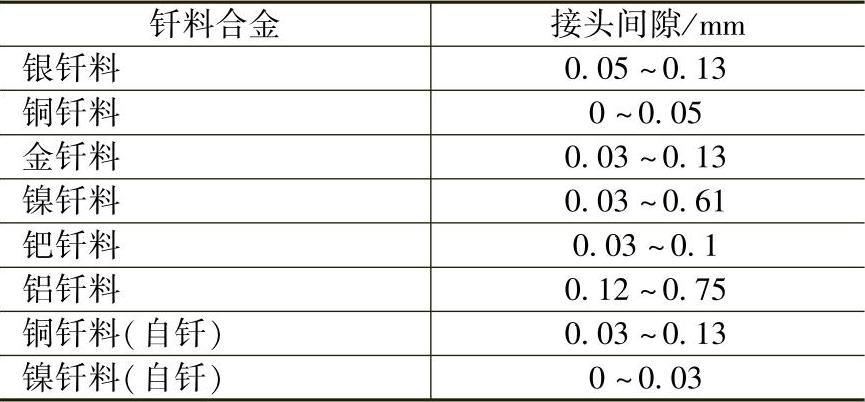
注:间隙要求的宽窄与接头尺寸、钎料成分、加热方法
=等因素有关。
钎焊时,零件定位方法很多。结构简单、尺寸小的零件钎焊时,可以靠零件的自重定位,对于工厂批量生产的情况,常使用自夹紧接头,即采用紧配合、滚花、翻边、扩口、旋压、镦粗、收口、弹簧夹、定位销、螺钉、铆钉、电阻点焊等方式固定而不采用夹具。图8.4-3所示为典型自夹紧钎焊接头设计。铝合金等盐浴钎焊时,零件要靠夹具固定,夹具材料可用不锈钢或镍基合金等耐高温、耐腐蚀材料制造。对于密闭容器、盲孔等封闭空间钎焊时,应开设工艺孔以便排气、排渣。
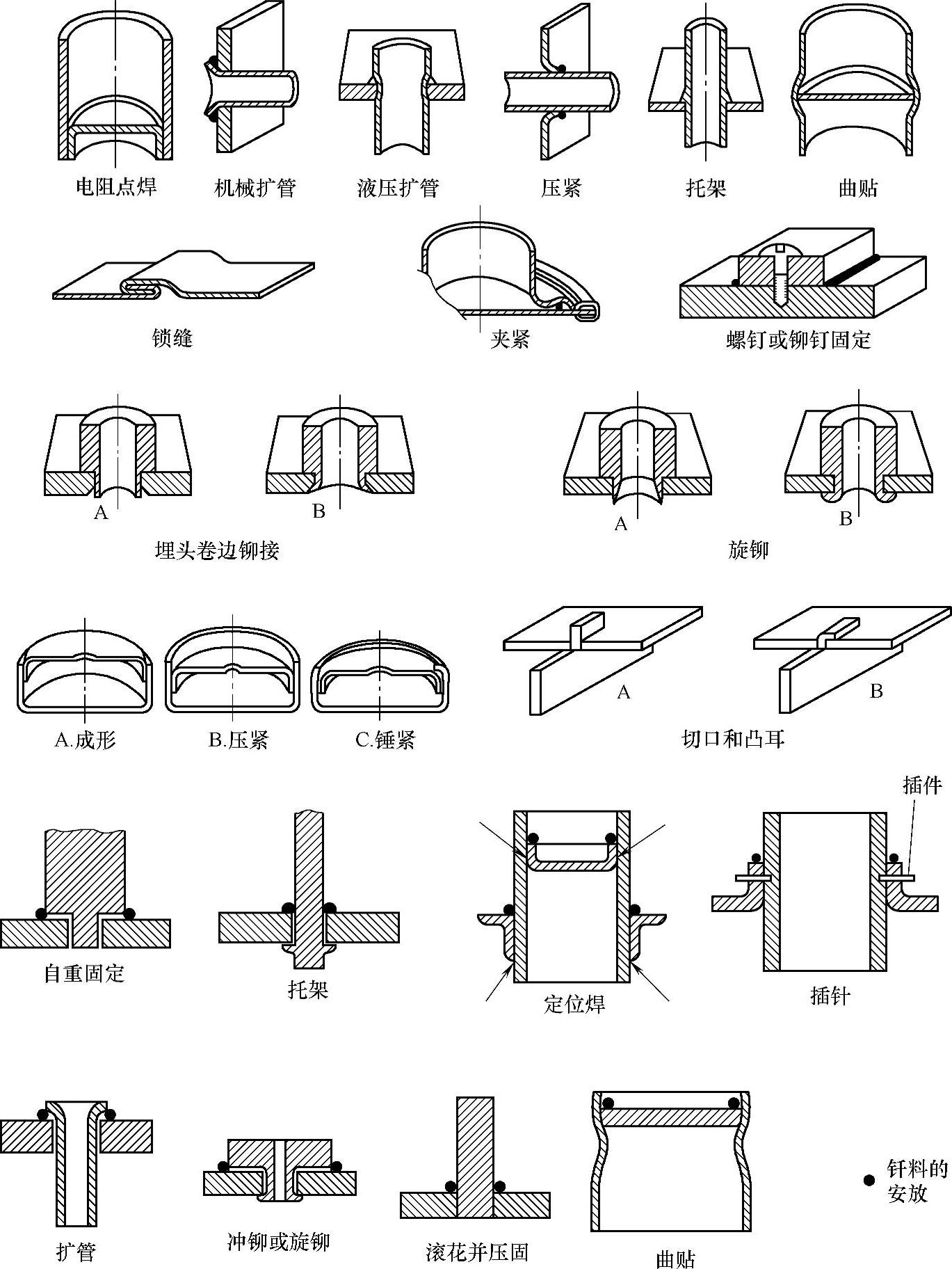
图8.4-3 典型自夹紧钎焊接头设计
注:定位焊图中的箭头所指为定位焊的位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。