



【摘要】:等离子弧切割工作气体既是形成等离子弧的介质,还起到排除切口熔融金属的作用。表9.4-4 几种常见等离子弧切割的适用材料和切割厚度范围注:切割低碳钢以O2等离子弧、O2-水再压缩等离子弧切割法最为适宜。图9.4-3 不同电极材料引弧次数与损耗的关系图9.4-4 喷嘴直径与切割材料的关系喷嘴是压缩等离子弧的关键元件,喷嘴孔径视切割气体、电流大小和切割材料而定。
等离子弧切割工作气体既是形成等离子弧的介质,还起到排除切口熔融金属的作用。通常使用的离子气体有Ar、N2、Ar+H2、N2+Ar,也有用压缩空气、氧气、水作为等离子弧的介质。常见等离子弧切割方法所适用的材料及其切割厚度见表9.4-4。
表9.4-4 几种常见等离子弧切割的适用材料和切割厚度范围

注:切割低碳钢以O2等离子弧、O2-水再压缩等离子弧切割法最为适宜。
表9.4-5 常见电极材料及适用气体
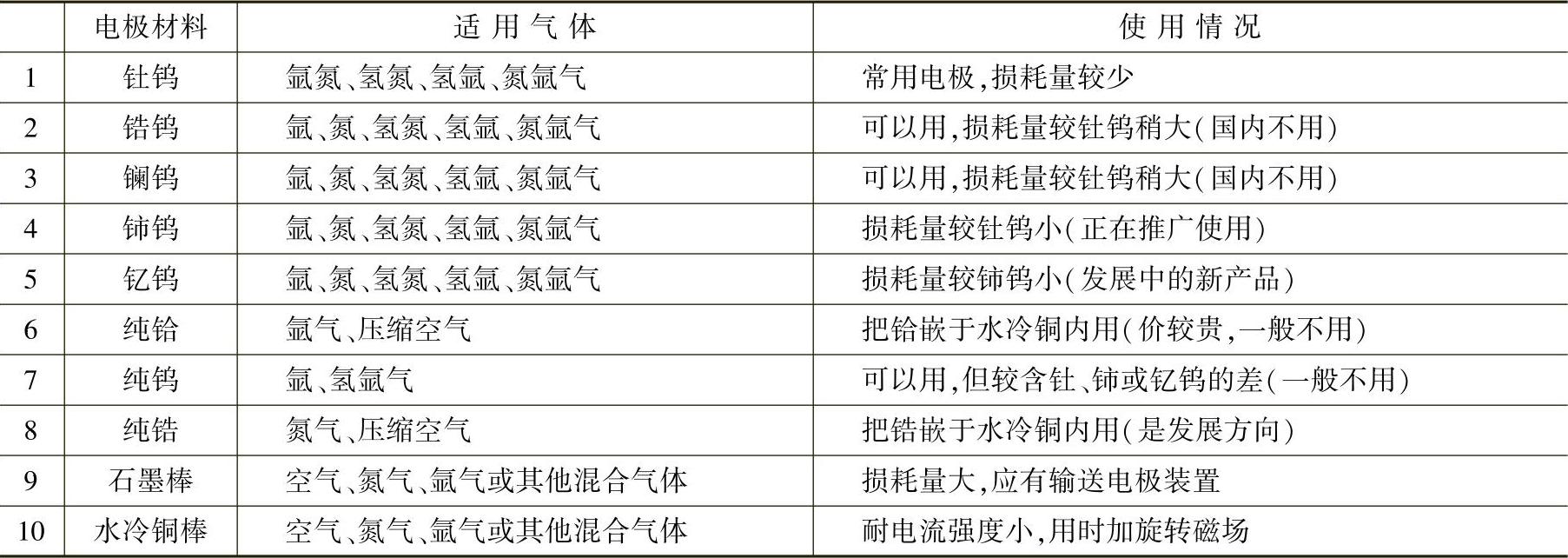
电极是等离子弧产生的另外一个关键元件,目前常见电极材料及工作气体见表9.4-5,不同电极材料的损耗如图9.4-3所示。
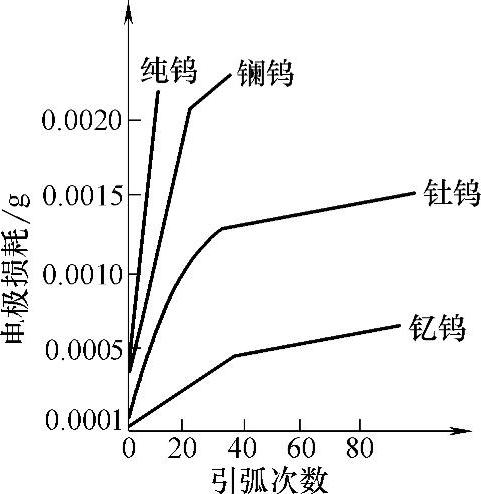
图9.4-3 不同电极材料引弧次数与损耗的关系
 (https://www.xing528.com)
(https://www.xing528.com)
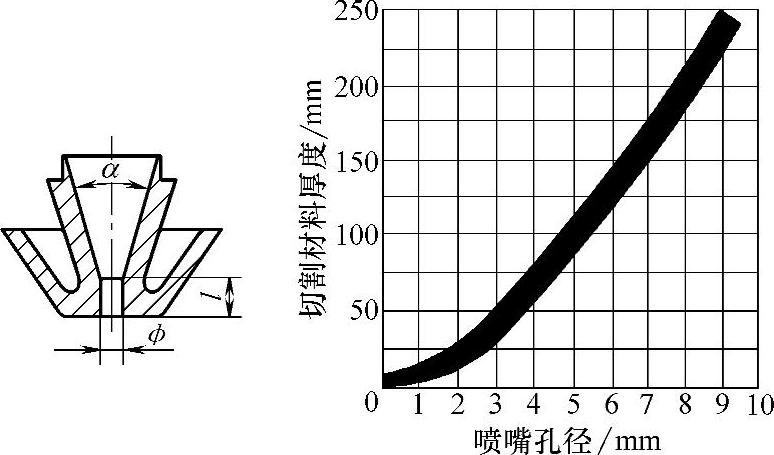
图9.4-4 喷嘴直径与切割材料的关系
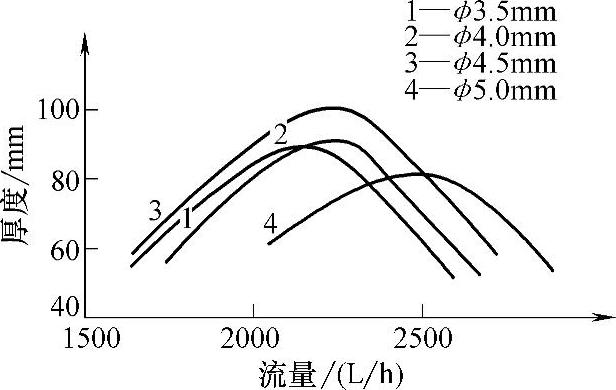
喷嘴是压缩等离子弧的关键元件,喷嘴孔径视切割气体、电流大小和切割材料而定。根据切割材料,可参考图9.4-4选择喷嘴孔径。同时,切割工作气体的流量应与切割喷嘴相匹配,图9.4-5所示是喷嘴孔径-气体流量-切割厚度关系曲线。
喷嘴到工件的距离H对切割速度、电弧电压和
切割宽度都有一定的影响,如图9.4-6所示。
图9.4-5 喷嘴孔径-气体流量-切割厚度曲线
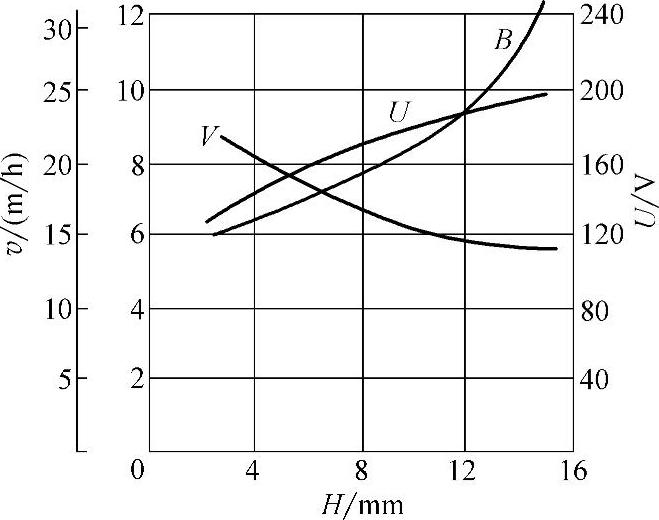
图9.4-6 喷嘴-工件距离对切割速度、电弧电压、切割宽度的影响
注:切割材料为50mm的铝板,H2-N2混合气,流量为3900-4100l/h(升/小时)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。