



在一般情况下,Suutala图和WRC-1992相组分图对预测奥氏体不锈钢凝固模式和焊接裂纹敏感性已经足够用了。然而在快速冷却时凝固模式可能发生变化,此时这些图就不能精确地预测凝固模式和铁素体含量。很多学者对此进行了研究[40-45]。得到的共识是:由Kurz和Fisher[46]提出的随冷速的增加,凝固模式由初析铁素体向初析奥氏体转变,是由于枝晶尖端过冷度发生了变化。Lip-pold[41]、Brooks和Baskes[44]对奥氏体不锈钢焊缝中冷却速度的效应作了更详细的描述。在快速冷却条件下,枝晶尖端产生的过冷度使得奥氏体作为凝固初始析出相的稳定性超过了铁素体,如图6-27所示。在给定生长速度下,枝晶尖端温度最高的相是优先凝固的相。而当生长速度增加,析出奥氏体变得比析出铁素更优先。对于Creq/Nieq较低但正常凝固时,初始析出相仍为铁素体的钢(图6-27上双点画线所示),初始析出相转变为奥氏体所对应的临界冷却速度在图6-27上用RC1表示,此时这种钢的铁素体枝晶尖端的温度等于奥氏体枝晶尖端的温度。而当Creq/Nieq提高后(图6-27中以单点画线表示的中等Creq/Nieq曲线),要使凝固初始相由铁素体转变为奥氏体,则要求更高的生长速度,如图中的RC2。
Pacary等[47]在认识到这个效应及其对凝固裂纹的影响后,开发了一种基于脉冲激光焊快速凝固的改进版Suutala图(图6-28)。这种图也能用于其他产生极快冷却速度的焊接方法,如电子束焊、高速GTAW等。请注意:相对于原始Suutala图中的电弧焊,焊缝开裂和不开裂的分界线对应的临界当量比值(用Hammar和Svennson的当量式计算[31]在脉冲激光焊时升高了(从1.48升为1.68)。这样对那些在正常焊接凝固条件下不裂的钢,在凝固速度很高时就可能开裂。
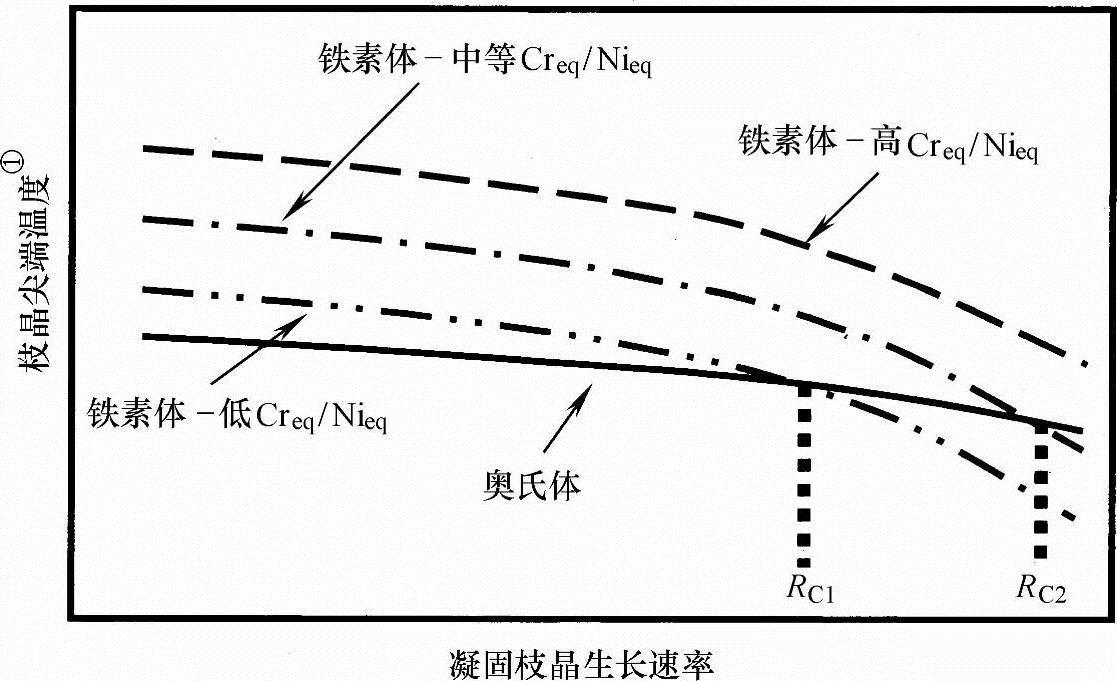
图6-27 快速凝固对枝晶尖端温度的影响
①表示了枝晶尖端过冷的程度[2]
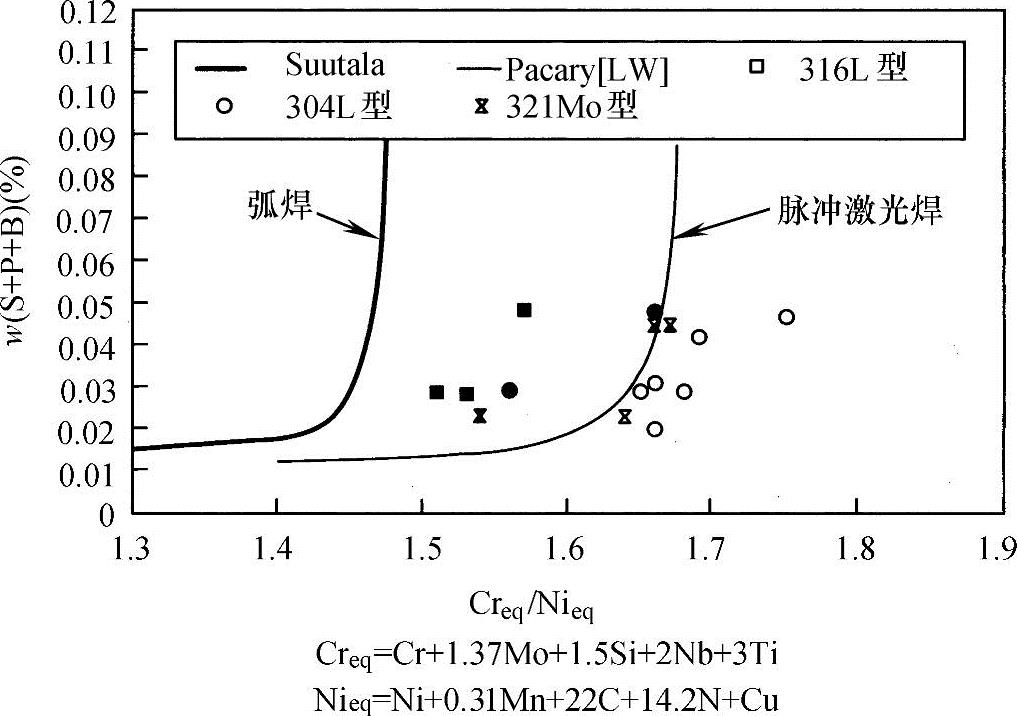
图6-28 在快速凝固条件下修正后的Suutala图
注:实心符号表示裂;空心符号表示不裂。(引自Pacary等[47],美国焊接学会授权)
如前面讨论的,由于在高的凝固速度下凝固模式发生了变化,导致高速凝固的临界当量比发生剧烈变化。某些钢[(Creq/Nieq)WRC=1.35~1.55]正常凝固为初析铁素体,快速凝固时改变为初析奥氏体,使这些钢可能产生焊接凝固裂纹。图6-29示出了在快速凝固条件下,由凝固初始析出相为奥氏体向初始析出相为铁素体的转变,图中用的是WRC-1992当量式。可见在快速凝固条件下只有在WRC-1992当量比高于1.55后,凝固时才生成铁素体,但在冷却时的固态相变中生成的初析铁素体可能通过一种“整体”(massive)相变(F/MA)而完全转变为奥氏体。这种相变被认为是一种无扩散的相变,因为铁素体组织完全被一种“整体”奥氏体(MA)代替而没有残留[41,44,49]。在过渡区,凝固时产生的奥氏体和“整体”相变产生的奥氏体可以共存(A+F/MA)。图6-30示出了脉冲激光焊焊缝中奥氏体凝固模式和F/MA凝固模式的代表性组织。最近Lienert和Lippold[48]研究了更广范围的合金在快速凝固条件下凝固模式的转变,结果得到了相对于图6-28稍有改变的图,图中显示了在A凝固模式和F凝固模式之间有一个特殊的过渡区(图6-31)。
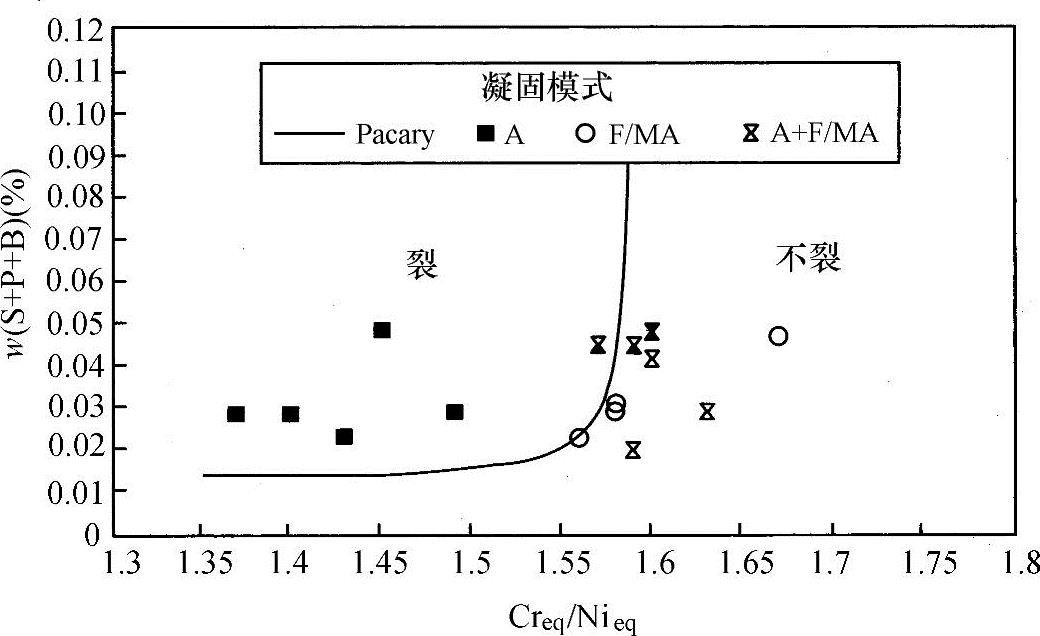
图6-29 在快速凝固条件下,不锈钢焊缝中凝固模式由奥氏体初始析出相向铁素体初始析出相的转变
(引自Lippold等[41],美国焊接学会授权)
上面描述的高速凝固模式不只是适合于脉冲激光焊,Elmer等[49,50]指出高速施焊的电子束焊焊缝也可能显示这种凝固模式。Lippold[51]观察到在304L钢电子束焊缝的中心线上凝固模式的转变。这个转变(如图6-32所示)和焊缝中心线上相对于熔池其他部分凝固速度较高有关。Kon和Le[45]也在非常高速度下施焊的GTAW焊缝中观察到类似的模式转变。这种高速焊形成了泪滴状的焊接熔池,在焊缝中心线上也观察到以铁素体为初析相的凝固模式转变为以奥氏体为初析相的凝固模式。
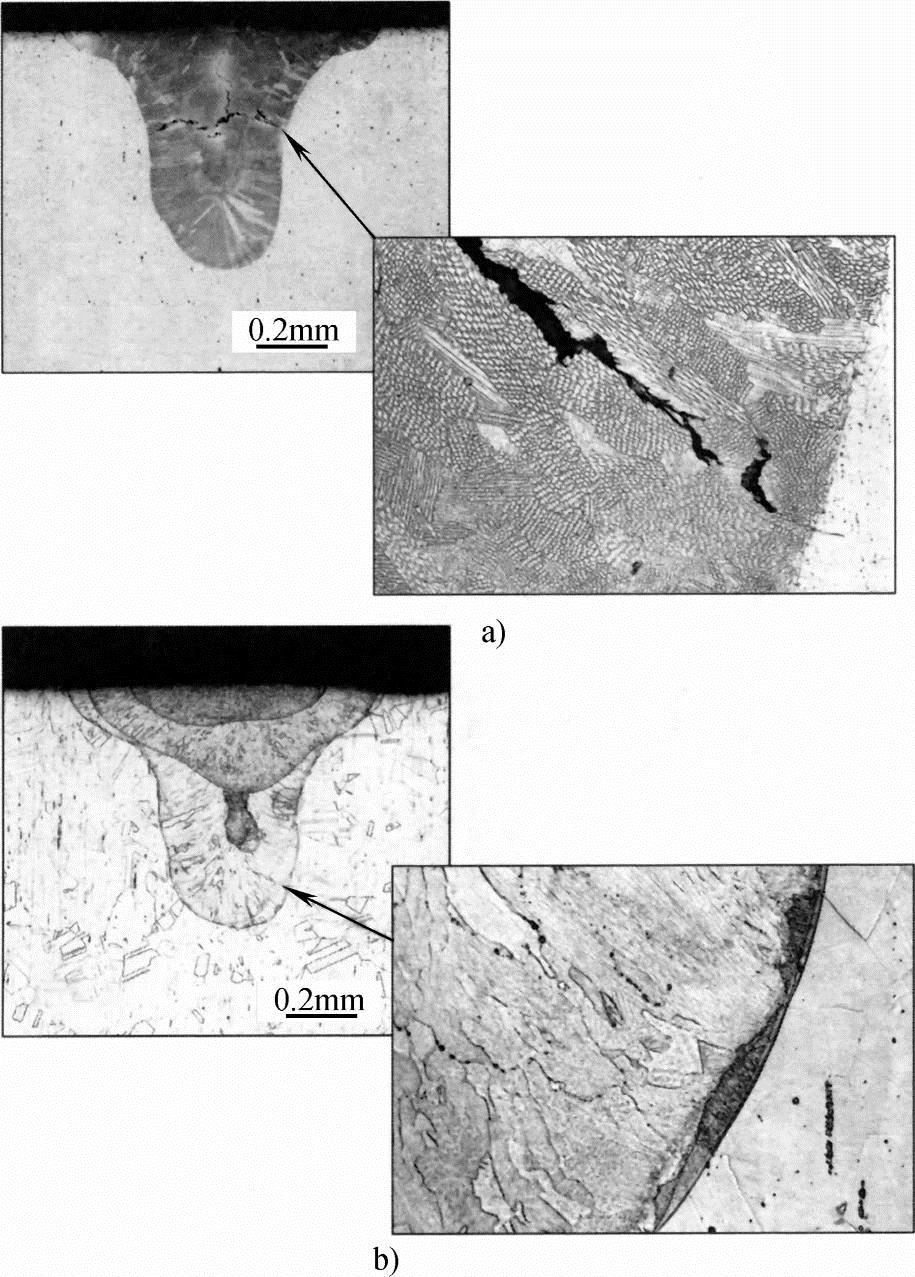
图6-30 脉冲激光焊焊缝组织
a)A模式凝固 b)F/MA模式凝固(https://www.xing528.com)
注:两种组织都是全奥氏体
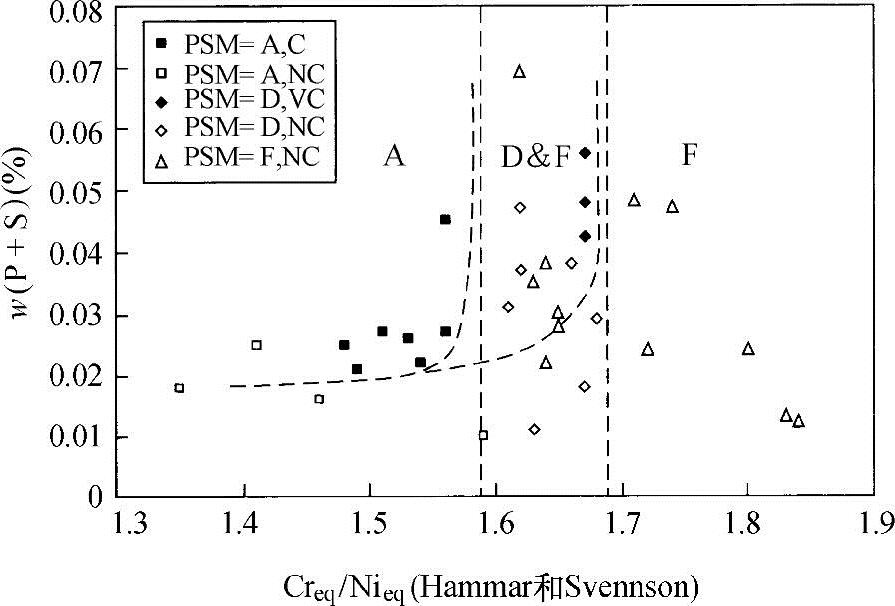
图6-31 初始凝固模式(PSM)图
A—奥氏体凝固 D—双相(A+F)凝固 F—铁素体凝固 C—开裂 NC—不开裂 VC—可开裂可不开裂
(引自Lienert和Lippold[48],《焊接与连接科学和技术》授权)
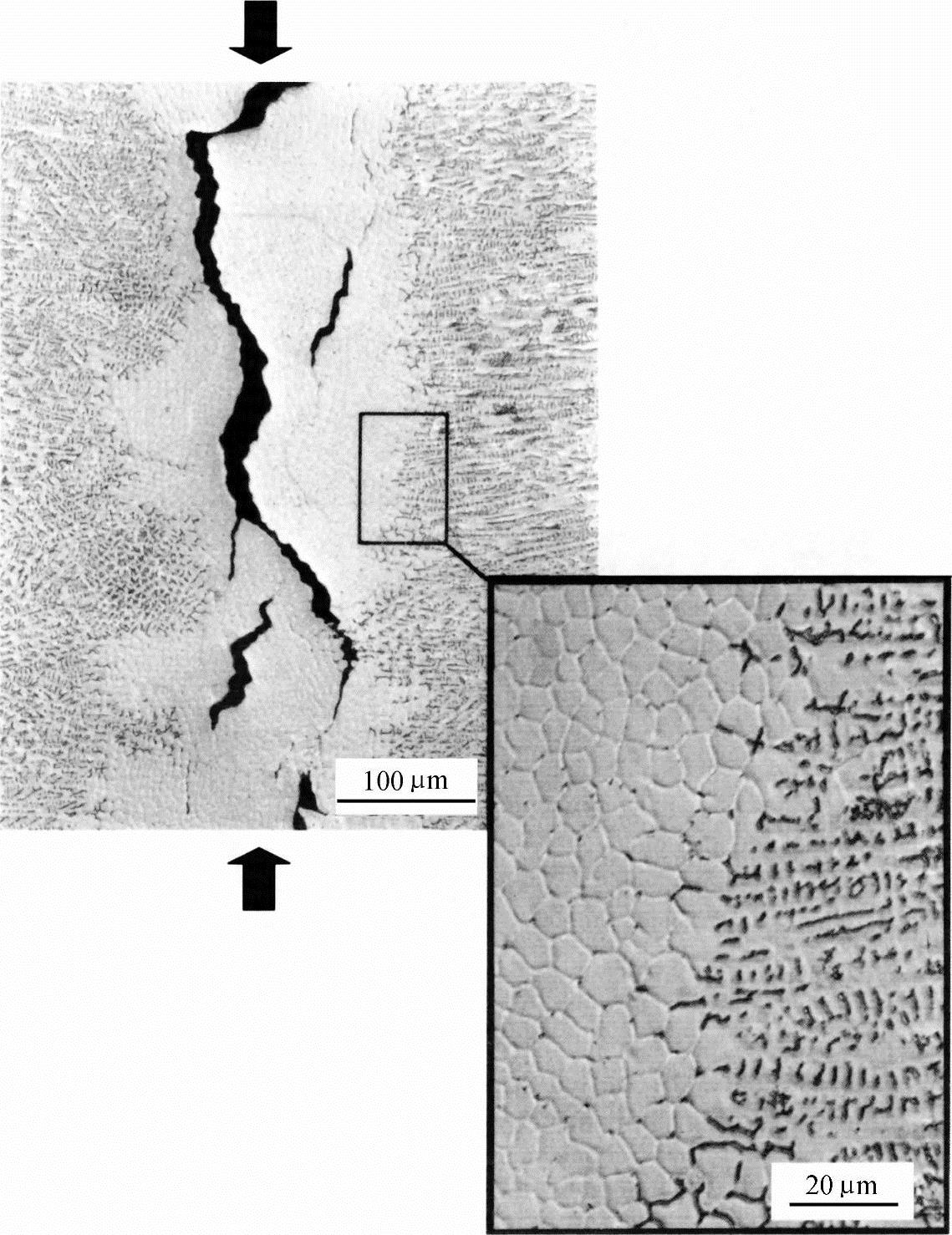
图6-32 沿304L不锈钢电子束焊缝中心线上凝固模式的转变,图中为焊缝横截面,箭头指向焊缝中心的位置
(引自Lippold[51],美国焊接学会授权)
Lippold[41]综合考虑成分和凝固速度的影响提出了图6-33的相组分图。Elmer等[49]基于三元Fe-Cr-Ni系合金电子束焊缝提出了类似的相组分图(图6-34)。注意:在图6-33中对于Creq/Nieq比值在1.3~1.6范围内的合金,增加凝固速度会导致AF和FA凝固模式转变为A凝固模式,这会相应地导致对凝固裂纹敏感性的增加。
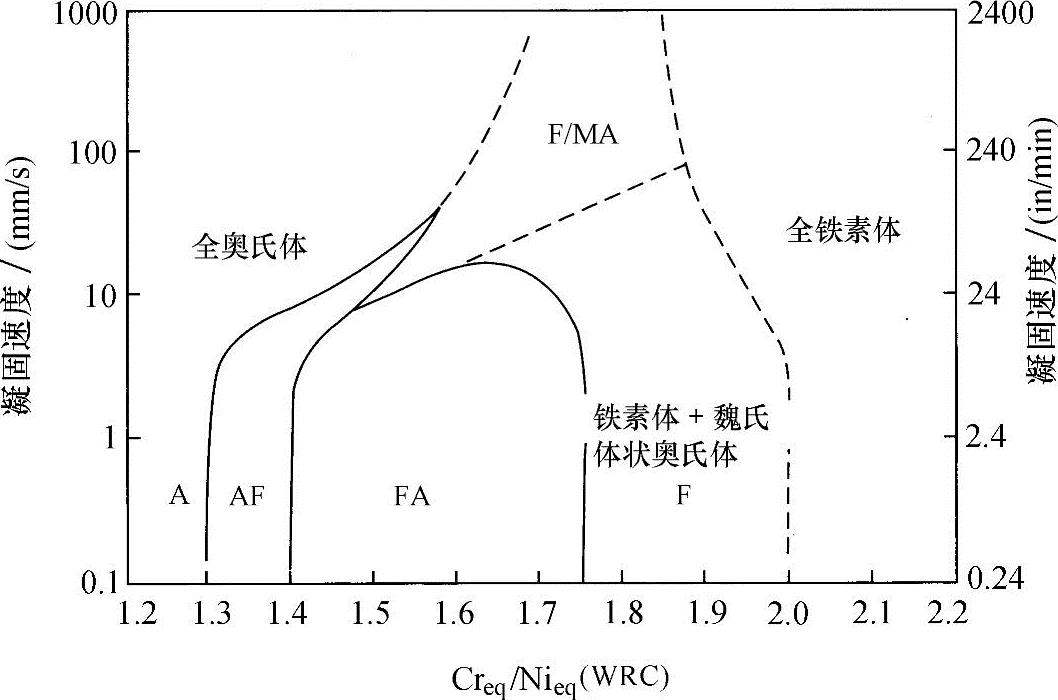
图6-33 成分和凝固速度对奥氏体不锈钢微观组织的影响
(引自Lippold[41],美国焊接学会授权)
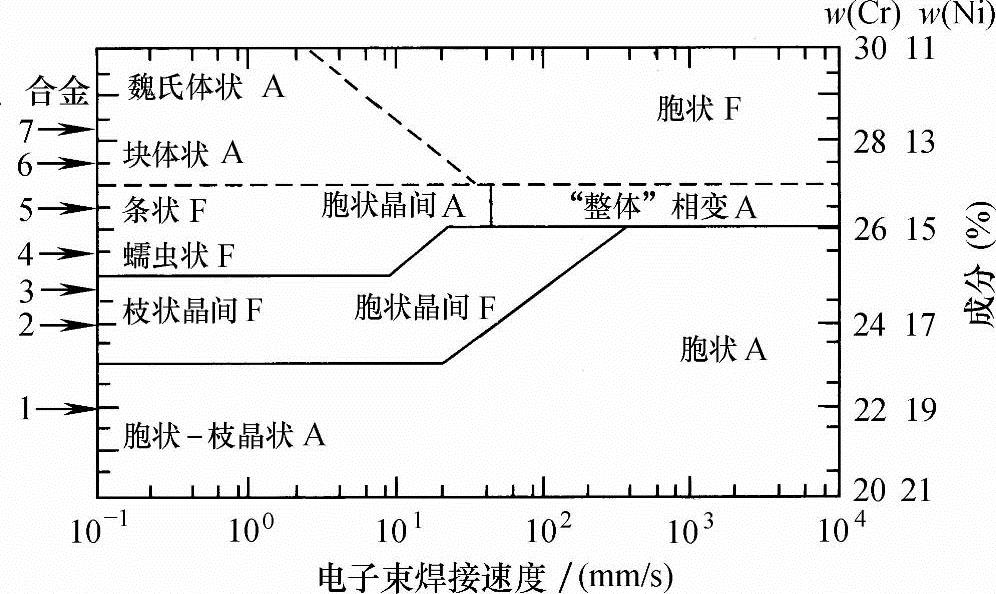
图6-34 电子束焊接速度对Fe-Cr-Ni合金组织的影响
(引自Elmer等[49])
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。