



(1)精车外圆的圆度和圆柱度 取易切钢或铸铁试件,其直径大于或等于床身上最大回转直径的1/8,用卡盘夹持,在机床达到稳定温度的条件下,用单刃刀车削三段直径(见图1-4),用圆度仪或千分尺检验圆度和圆柱度。最大加工直径≤800mm的普通车床,圆度公差为0.01mm,圆柱度公差为0.04mm;最大加工直径≤500mm、最大工件长度≤1500mm的精密车床,圆度公差为0.007mm,圆柱度公差为0.02mm。
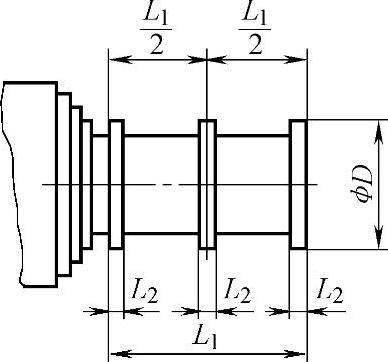
图1-4 车床工作精度检测项目之一(精车外圆的圆度和圆柱度)
(2)精车端面的平面度 取易切钢或铸铁试件,其直径大于或等于床身上最大回转直径的1/2,用卡盘夹持,在机床达到稳定温度的条件下,精车垂直于主轴的平面(见图1-5),
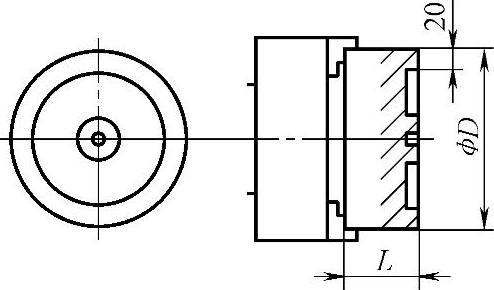
图1-5 车床工作精度检测项目之二 (精车端面的平面度)
用平尺和量块或指示器检验。普通车床上300mm直径的平面度公差为0.025mm;精密车床上的为0.015mm(都只允许凹)。(https://www.xing528.com)

图1-6 车床精度工作的检测项目之三
(精车螺纹的螺距累积误差)
(3)精车螺纹的螺距累积误差 取直径尽可能接近丝杠直径的易切钢或铸铁试件,精车和丝杠螺距相等的三角形螺纹,螺纹部分长度L=300mm(见图1-6)。要求螺纹洁净,无凹陷或振纹。用专用检验工具检验螺距累积误差。对于普通车床,在300mm测量长度上的(工件最大长度≤2000mm)公差为0.04mm;任意60mm测量长度上的公差为0.015mm。精密车床在300mm测量长度上公差为0.03mm,任意60mm测量长度上的公差为0.01mm。
例如在CA6140车床的主要技术参数中,标明的工作精度有:圆度0.01mm;精车平面平面度0.02/400mm;表面粗糙度值Ra2.5~1.25μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。