



1.G00(指定位置的移动)
功能:G00代码用来使指定轴在不加工状态下移动到指定位置,如图5-11所示。
输入格式:G00{指定轴﹜+/-{数据﹜
例:G00 X+200 Y+400;
2.G01(直线加工)
功能:用G01指令可指令各轴进行直线加工,如图5-12所示。
输入格式:G01{指定轴﹜+/-{数据﹜
例:G01 X+200 Y+400;
注:1)电极丝自动移动,喷流置于ON,并放电。
2)加工时同时插补的轴最多为6个。
3.G02、G03(圆弧加工)
功能:G02、G03实现任意坐标的圆弧插补加工,如图5-13所示。
输入格式:{旋转方向﹜{终点位置﹜{从起点到圆弧中心的X、Y的增量坐标值﹜
G02 X_ Y_ I_ J_;
G03 X_ Y_ I_ J_;

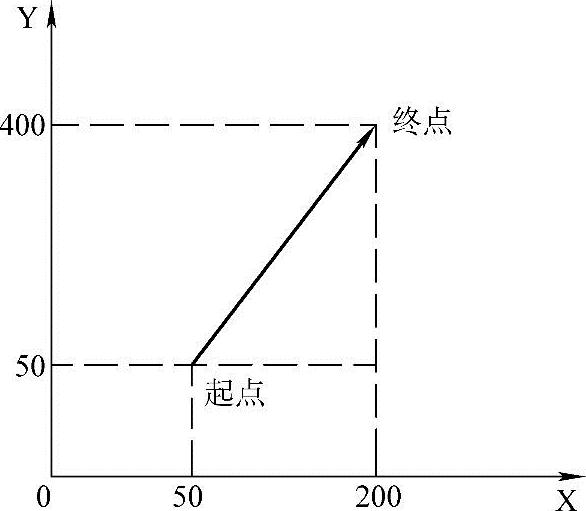
图5-11 G00(指定位置的移动)
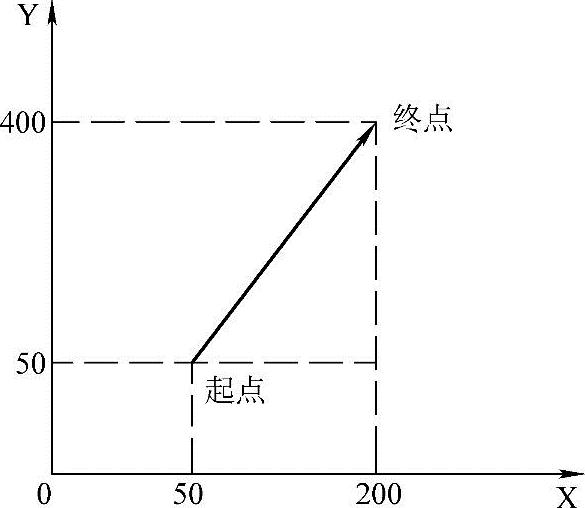
图5-12 G01(直线加工)
注:圆弧终点由X、Y指定,G90时为绝对值、G91时为增量值。使用增量值时,规定为相对于圆弧起始点的终点坐标。圆弧中心的X、Y轴坐标分别用I、J指定。圆弧中心用相对于起点的增量位置表示。I0、J0可分别单独省略,但I、J两个都省略时将发生“圆弧半径过小”的错误。X、Y均省略时,意味着终点和起始点相同,因而指定为360°的圆弧(整圆)。执行G02或G03后,电极丝自动移动,喷流置于ON,并放电。
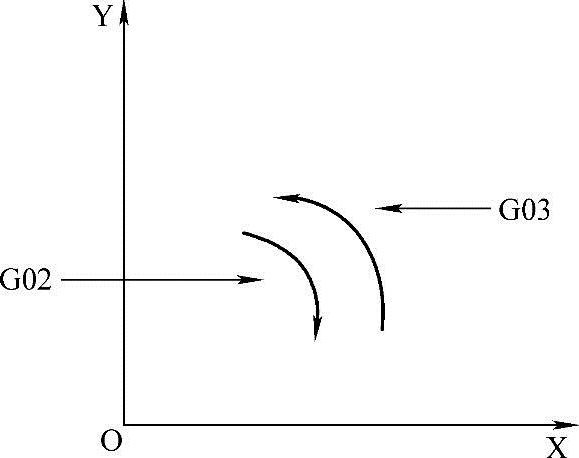
图5-13 G02、G03(圆弧加工)
在执行G02、G03圆弧加工指令时,需设定圆心到起始点的半径和到终点半径的误差的最大允许值。半径的误差比设定值大时,程序出错并停止。
例:起始点、终点半径允许误差=0.0020mm。
G92 X0 Y20.;
G02 X20.0020 Y0 J-20.0;
M02;
以上程序的半径差为0.0020mm。当程序执行过程中,遇到起始点、终点半径允许误差=0.0010mm时,就会发生“起点、终点半径错误”的错误信息。
4.G04(延时)
功能:用这个指令,可以把下一个程序块的动作延迟任意一段时间。输入1.0表示延时1s。
输入格式:G04 X_;
例:延时3.5s。
G04 X3.5;
5.G05、G06、G07、G09(镜像变换及取消)
功能:镜像变换功能,就是在各轴移动及加工时使指令值的符号反向的功能,如图5-14所示。
G05、G06、G07、G09的动作如下:
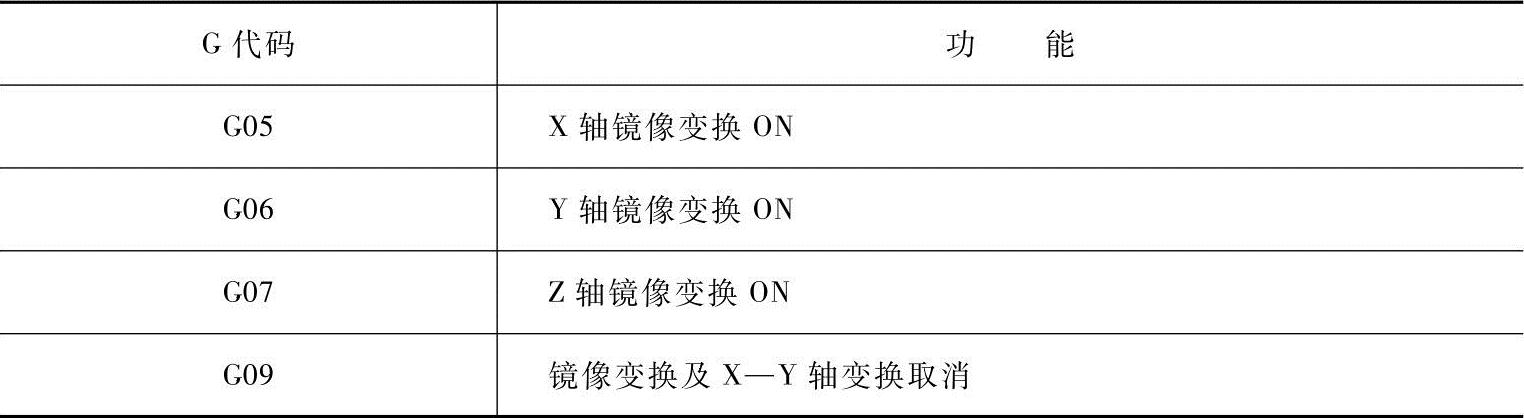
X轴或Y轴只有一个镜像变换时,电极丝直径补正方向反向及锥度加工方向反向。另外,指令前的镜像状态不变。
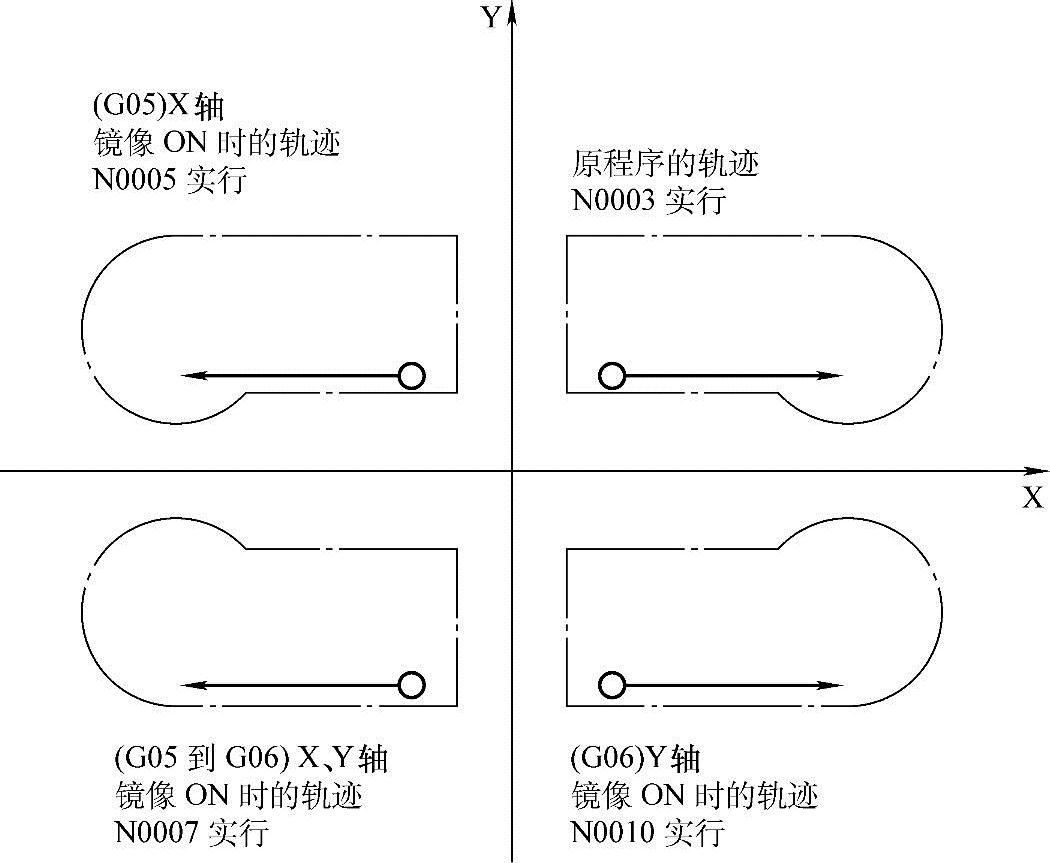
图5-14 G05、G06、G07、G09(镜像变换及取消)
图5-14的NC程序如下:

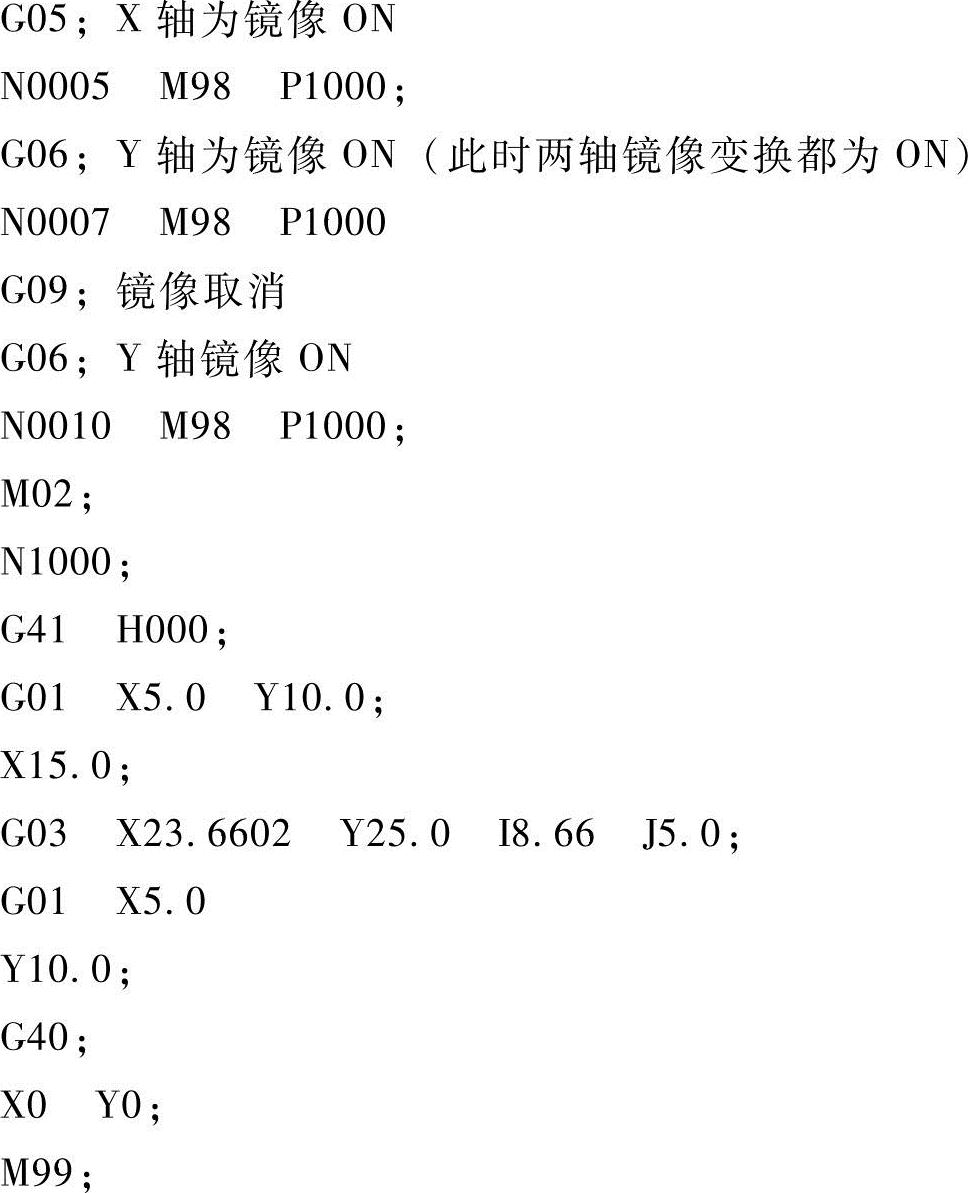
注:执行G05、G06,且电极丝直径补正(G41、G42)、锥度加工(G51、G52)为ON状态时,如只有一个轴方向有镜像变换,电极丝补正的方向及锥度加工方向反向。因此,凸模加工用NC程序经过镜像变换后,仍然可用作凸模加工使用;凹模加工用NC程序经过镜像变换后,仍然可用作凹模加工使用。
镜像变换为ON的轴,轴的坐标显示由绿色变为红色;镜像变换变为OFF时,变回绿色。
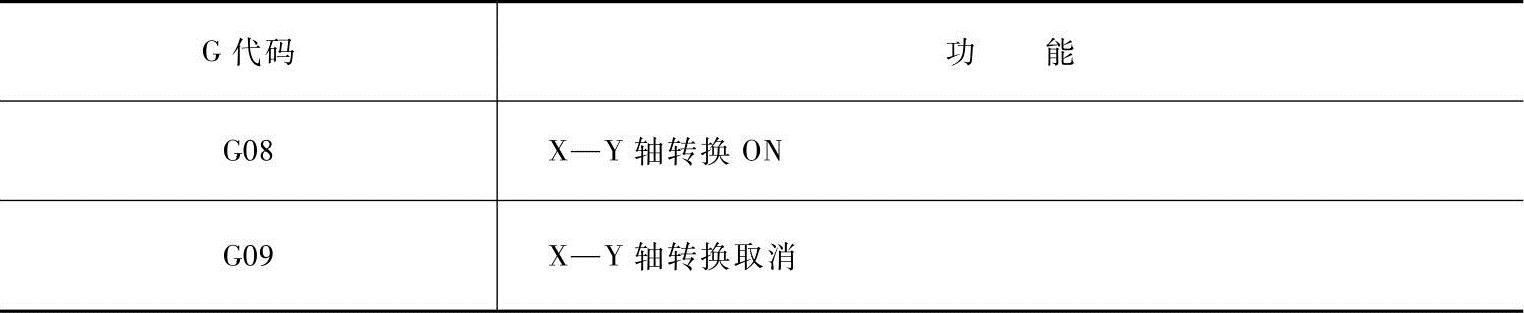
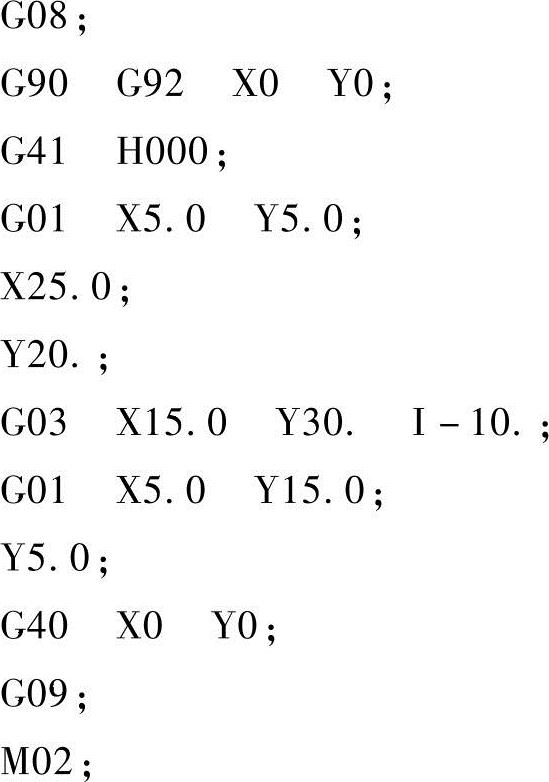
6.G08、G09(X—Y轴变换及取消)
功能:G08是把X轴的指令值和Y轴的指令值进行交换处理的指令,如图5-15所示。G09是取消X—Y轴变换(同时也取消镜像变换)的指令。即把X轴的指令值作为Y轴的指令,把Y轴的指令值作为X轴的指令来处理。
例:原程序如下:
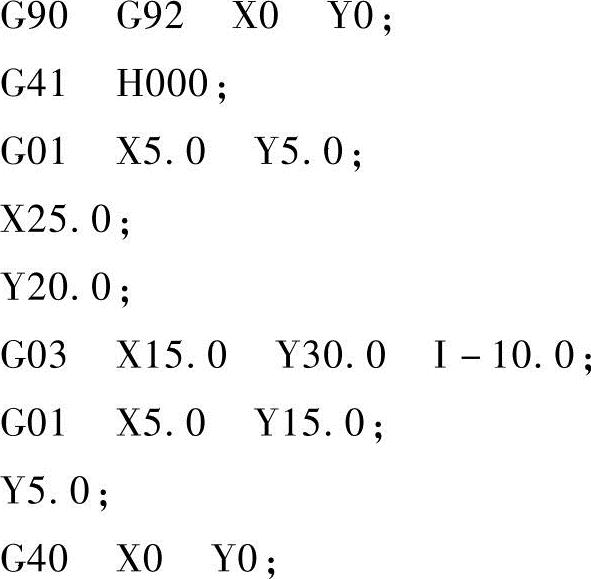

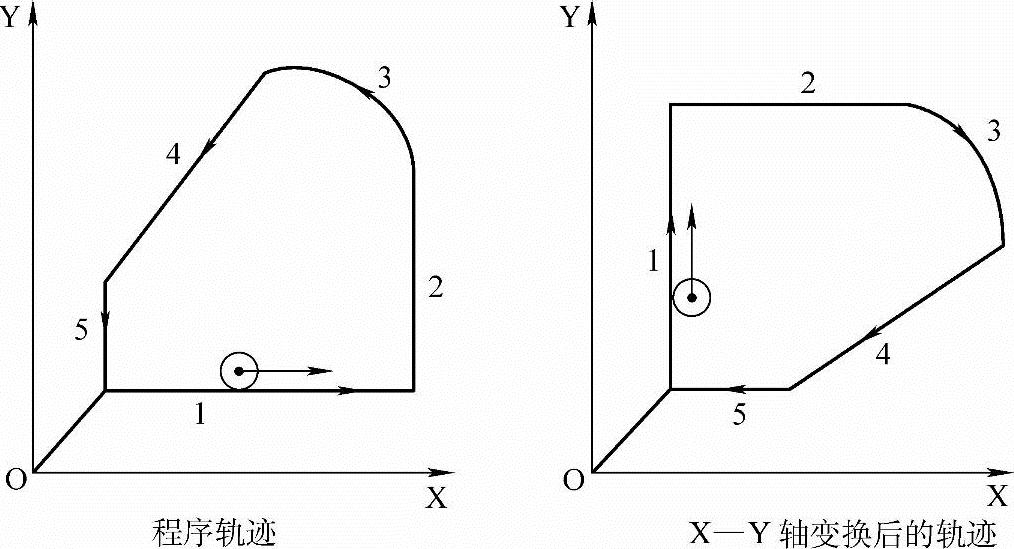
图5-15 G08、G09(X—Y轴变换及取消)
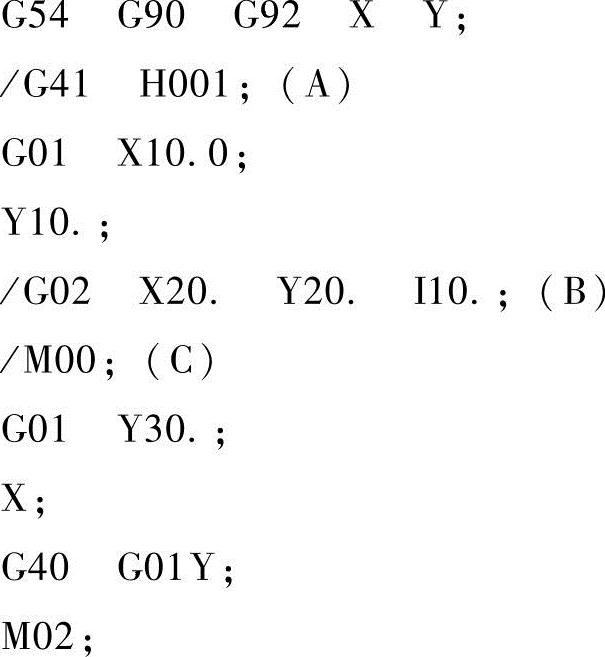
使用G08 X—Y变换程序如下:
注:
1)X—Y轴变换也影响到U、V轴。
2)X—Y轴变换在ON状态时,控制画面上大写的X和Y变为小写的x和y,大写的U和V变为小写的u和V。在OFF状态时恢复为大写。
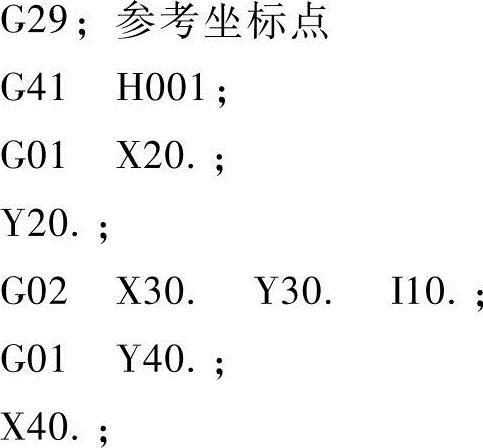
7.G11、G12(跳读ON、OFF)
功能:决定对前面带有“/”的程序块是否忽略的指令。

例:
上述程序当执行G11(跳读=ON)时,A、B、C三个程序块将被跳过。
8.G13、G14、G15(断丝复位ON、OFF)[1]
功能:和设定标志画面“断丝复位动作模式”一样,决定在加工中断丝时是否执行自动复位功能的指令。

例:

注:如上例所示,用G13时,如果在加工中断丝,也将自动回复到G29或T91指令点,接丝后重新开始加工。返回的速度由加工条件C888中的SF值来设定来调整。到达断丝点再恢复到原有加工条件进行加工。
9.G17(XY平面选择)
功能:进行圆弧插补和电极丝直径补偿平面的选择。
线切割加工机通常在XY平面执行程序,因此接通电源后设置为G17。
10.G26、G27(图形旋转ON、OFF)
功能:决定是否执行图形旋转的指令,如图5-16所示。

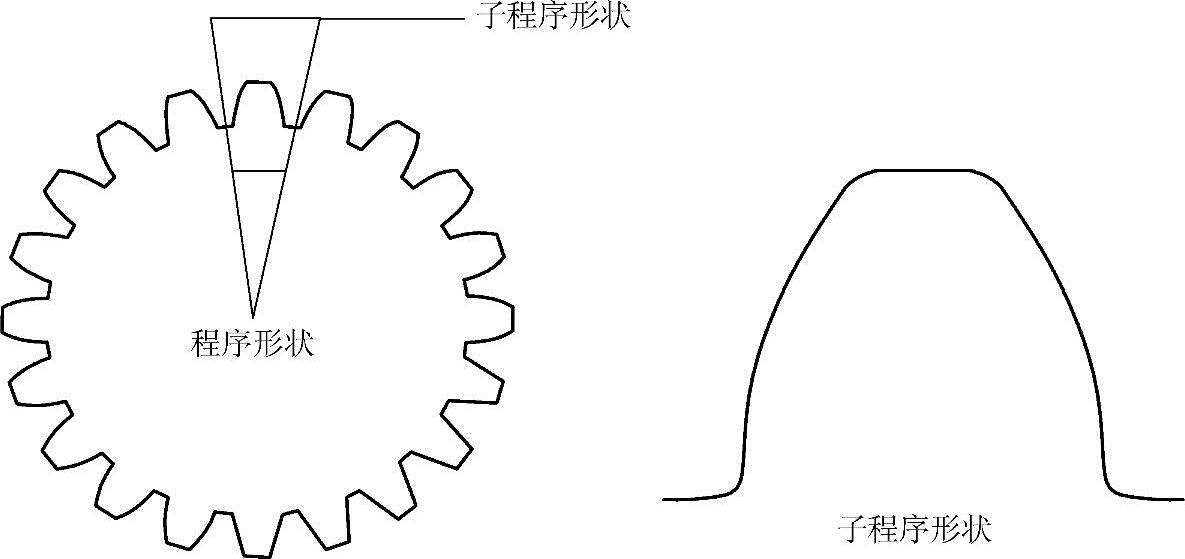
图5-16 G26、G27(图形旋转ON、OFF)
把某一特定形状循环旋转可以生成所希望的形状。例如,把图5-16右边的形状作成子程序,任意指定一个旋转中心使图形旋转,便可加工出图5-16左边所示的形状。
11.G30(返回坐标设定点)
功能:将各轴移动到G92、G97指定的程序块的机械坐标值上,如图5-17所示。
当程序中有多个G92、G97指令时,记忆最后执行的G92、G97的位置。所有轴同时移动。移动与G92、G97指定的轴无关,全轴进行。
例:
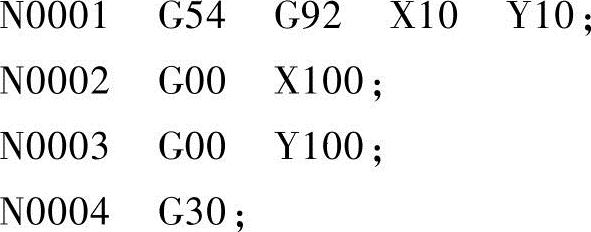
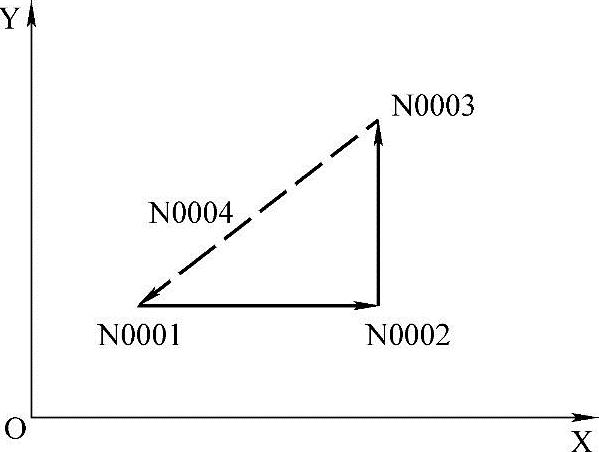
图5-17 G30(返回坐标设定点)
注意:G30执行前,如果不执行G92或G97将会出现错误。
12.G40、G41、G42(电极丝半径补偿)
功能:电极丝半径补偿功能是为了加工出与程序编制相符的尺寸,考虑到电极丝的半径,可以对电极丝中心轨迹相对于程序轨迹的偏差进行左(G41)或右(G42)方向的补正,如图5-18所示。
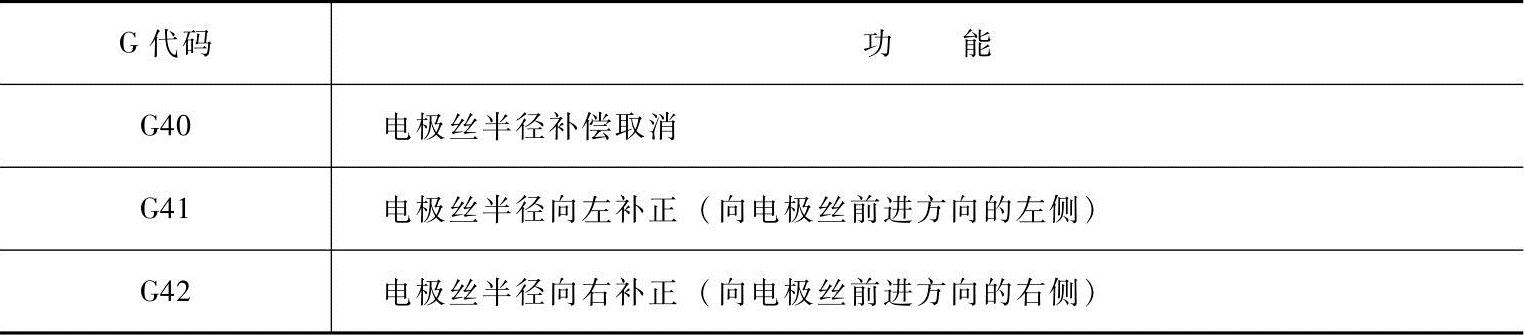
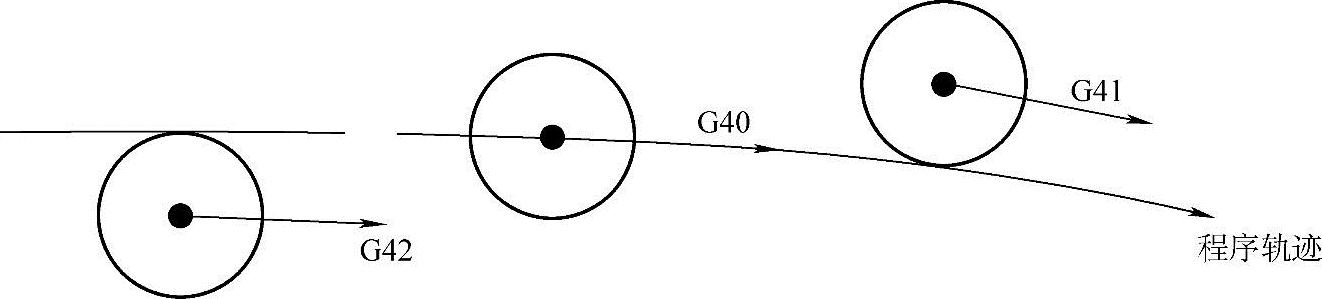
图5-18 G40、G41、G42(电极丝半径补偿)
注意:
1)G41、G42是使装置进入补偿状态的指令,G40是取消这种状态的指令。
2)补偿的方向将根据电极丝半径补偿的指令(G41、G42)和补偿量的符号决定如下:(https://www.xing528.com)

3)补偿量不变化,补偿方向的改变方法:
①变化补偿指令(G41、G42)为(G41→G42,G42→G41),可以改变补偿方向。
②补偿指定时,紧跟在H后面加一个“-”号,补偿方向就会反过来。
例:
H000=100
G41 H000(向左方向补偿100)
G41 H-000(向右方向补偿100)
13.G50、G51、G52(锥度加工)
功能:加工时电极丝沿指令指定的方向倾斜指定的角度进行加工,如图5-19所示。

注意:
1)G51、G52是锥度加工指令代码,G50是取消锥度加工的指令代码。
2)不改变锥度的值,仅仅需要改变倾斜方向时的改变方法如下:
①变化锥度指令(G51、G52)为(G51→G52,G52→G51),可以改变锥度方向。
②锥度指定时,紧跟在A后面加一个“-”号,锥度方向就会反过来。
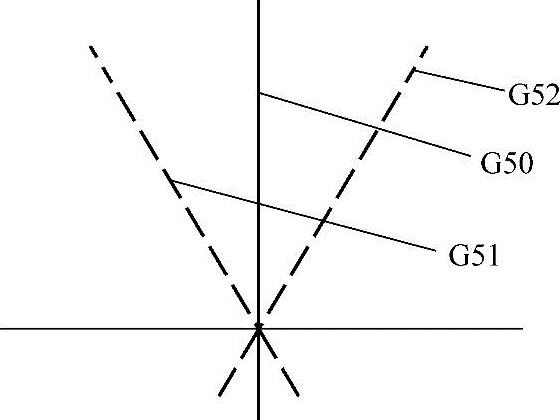
图5-19 G50、G51、G52 (锥度加工)
例:
G51 A10.(向左方向锥度10.0°)
G51 A-10.0(向右方向锥度10.0°)
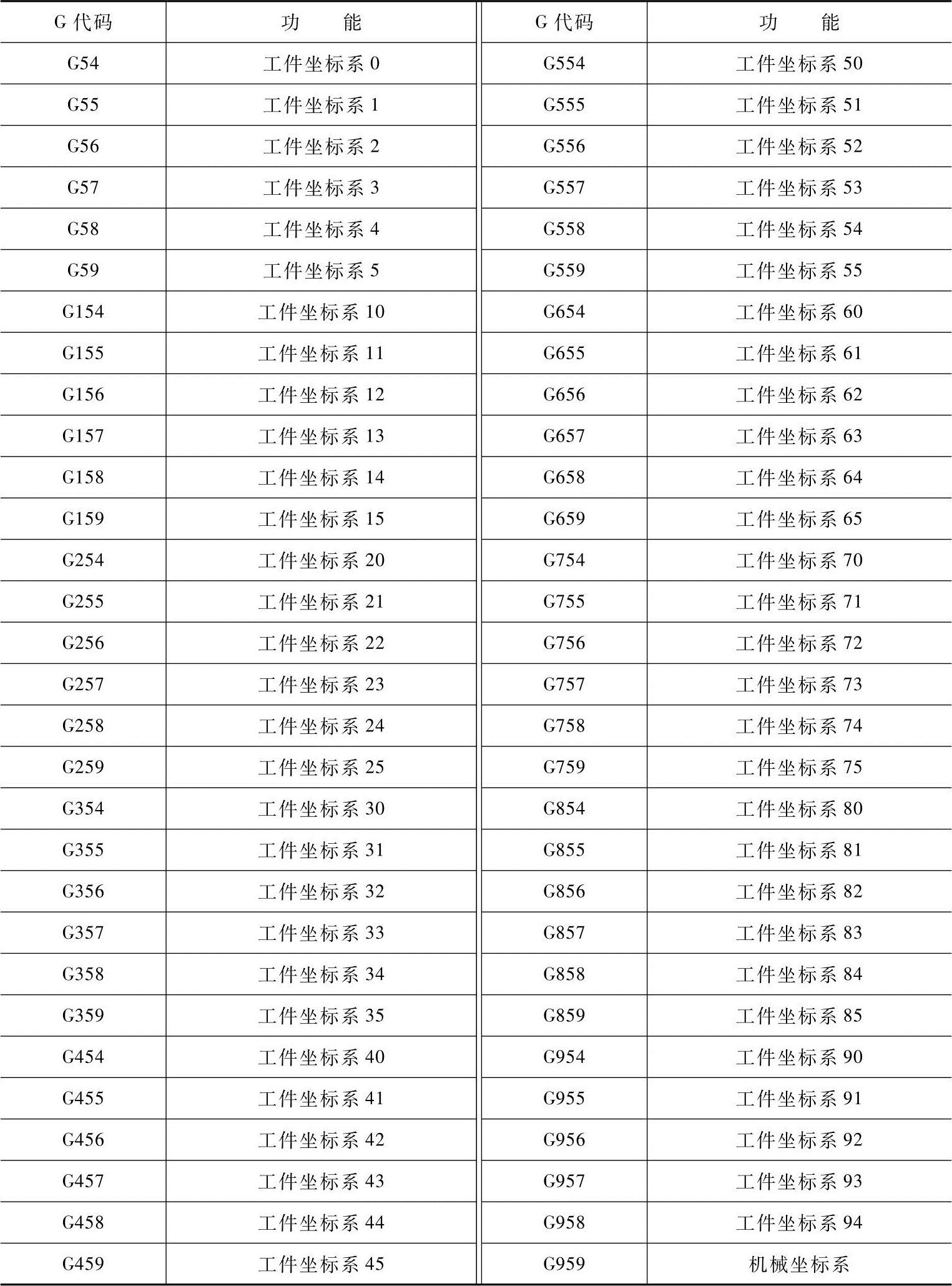
14.G54等坐标系(工件坐标系)
功能:选择工件坐标系其中的一个,其中G959为机械坐标系,不可更改,只能使用,见表5-1。
表5-1 G54等坐标系(工件坐标系)
例:编制图5-20所示工件坐标系的程序。
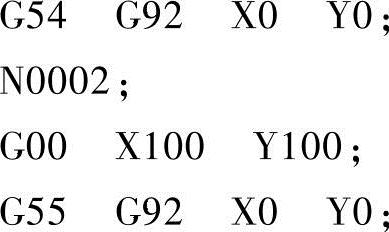
在上例中,N0001把工件坐标系0(即G54坐标系)的X、Y坐标设置为0;N0002中,将工件坐标系0(即G54坐标系)的坐标各自移动100,再将工件坐标系1(即G55坐标系)的X、Y坐标设置为0。
注意:
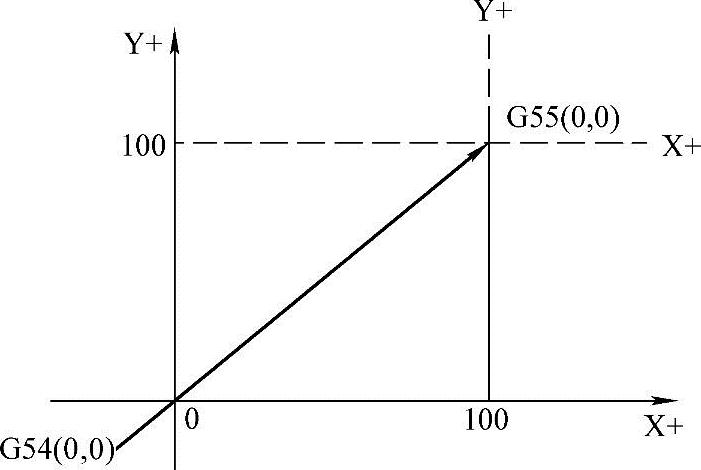
图5-20 工件坐标系
1)打开电源时,默认为G54。
2)G959是机械坐标系,在机械坐标系里(G959)不能用G92、G97代码来设置坐标,否则会出错。
15.G80(移动至接触感知)
功能:使指定轴沿指定方向移动到与工件接触(接触感知)为止的指令。
输入格式:G80{轴﹜{方向﹜{数据﹜
指令形式有如下两种:
(1)指定接触感知轴和方向例:
G80 X+;(轴沿X正方向移动到接触感知)
G80 X+Y+;(轴沿45°方向前进)
(2)指定接触感知轴和移动量例:
G80 X20.0;
在X轴移动20.0mm的过程中检查接触感知。移动完目标值20.0mm后仍然没有接触感知时处理结束。
接触感知动作的详细说明。如图5-21所示,接触感知动作大致可分为以下3步:
1)初始状态时,电极丝和工件处于分离状态,如图5-21中左图所示。
2)电极丝沿指定轴的指定方向移动,直到检测到接触感知信号,并在该位置停止,如图5-21中图所示。
3)电极丝沿与接触感知相反的方向移动,直到接触感知信号消失,然后重新沿接触感知方向移动,以找到接触点。G80的方向和工件垂直进行接触感知时的精度更高,如图5-21右图所示。
注意:G80动作时,1轴动作比2轴动作精度更高。
16.G81(移动到机械限位)
功能:根据G81代码后面轴的指定,把指定轴移动到机械的限位点。如果在一个程序块中指定了几个轴,则按指定的顺序分别移动每个轴。
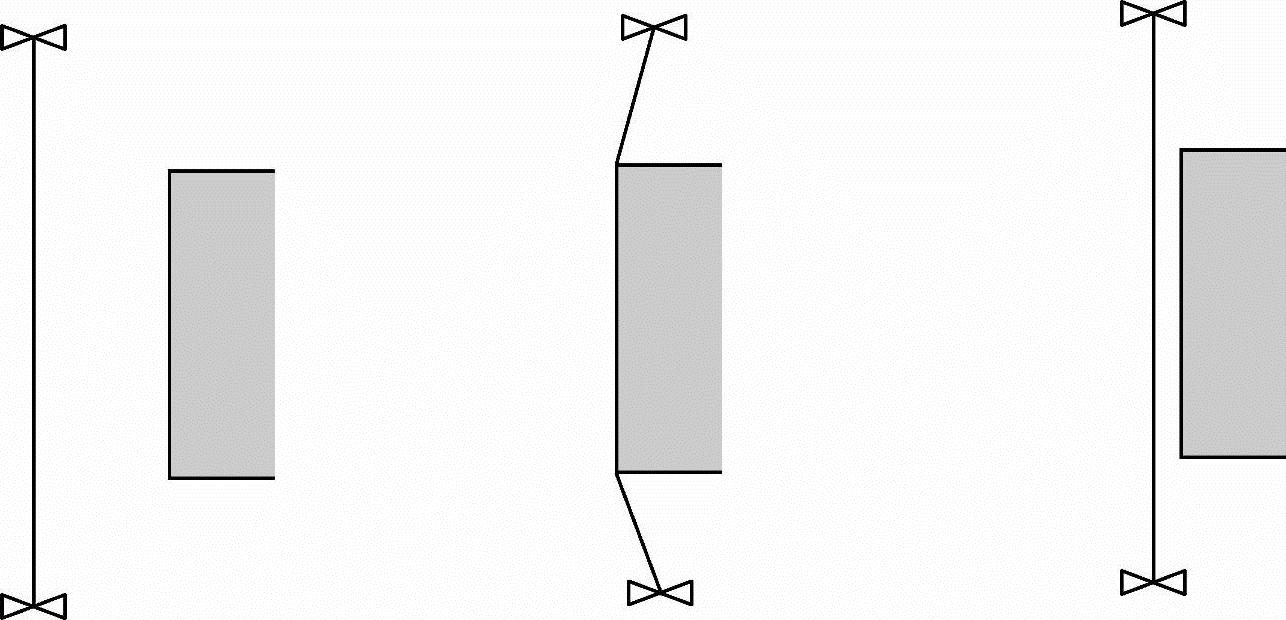
图5-21 G80接触感知动作
输入格式:G81{轴指定﹜{方向+/-﹜
例:G81 X+;
X轴移动到正极限位置。
例:G81 Y+X+;(移动如图5-22所示)
Y轴移动到正极限位置后,X轴再移动到正极限位置。
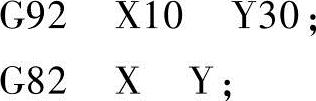
17.G82(移动到原点和当前位置的一半处)
功能:把电极移动到指定轴的当前值和原点的中点处。
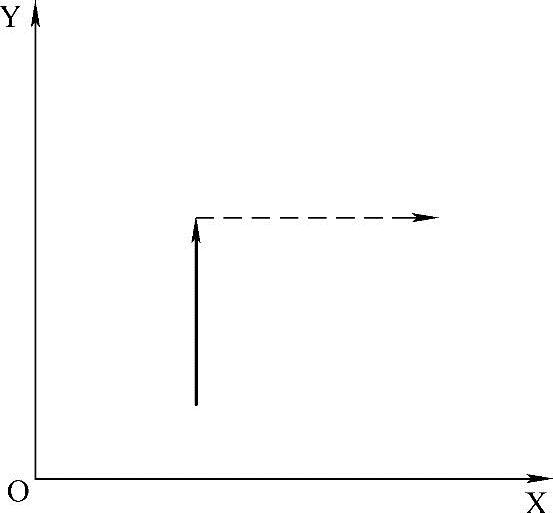
图5-22 G81Y+X+的移动顺序
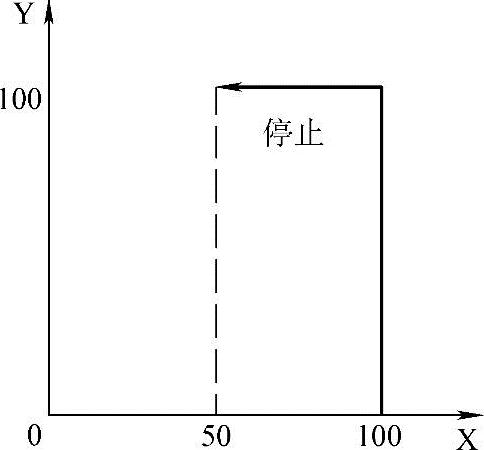
图5-23 G82单轴移动
例1:编制图5-23的程序。
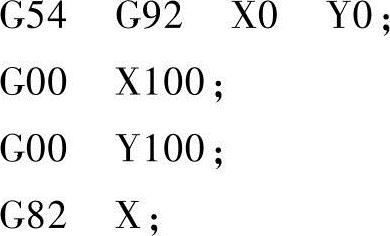
例2:在同一个程序块里有几个轴指令时,以直线插补方式移动,如图5-24所示。
18.G90(绝对坐标指令)、G91(增量坐标指令)
功能:用来指定各轴所需的移动量,有增量坐标指令和绝对坐标指令两种。
(1)增量坐标指令 G91直接指示轴的移动距离。即指定从当前位置沿指定轴方向的移动量。
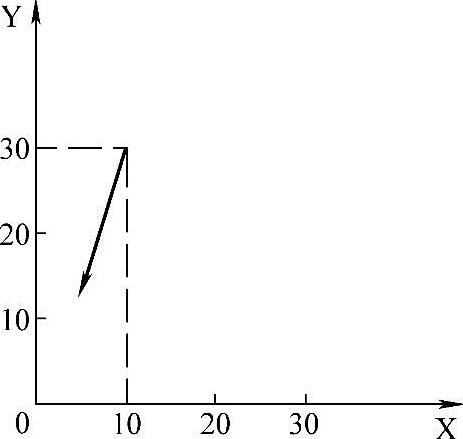
图5-24 G82直线插补方式移动
(2)绝对坐标指令 G90指定移动量,该移动量的终点位置用工件坐标系的坐标值来表示,将该坐标值写入程序。即以工件坐标系的原点为参考点指定移动的目标位置。
例:编制图5-25的程序。
增量坐标指令:

绝对坐标指令:

上述指令中,增量坐标指令和绝对坐标指令都将轴移动到相同的位置。
19.G92、G97(设定坐标值)
功能:设定坐标值。
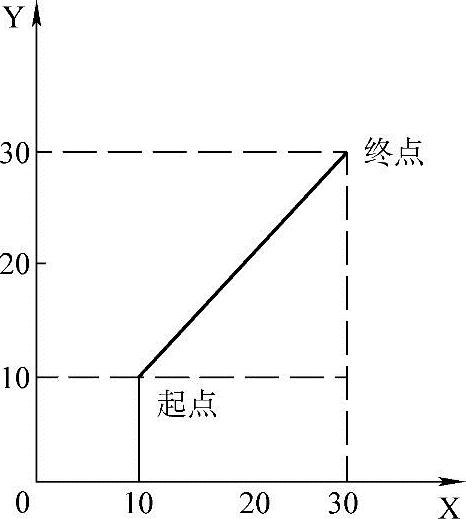
图5-25 G90(绝对坐标指令)、G91(增量坐标指令)

设定了坐标值后,再次起动时,通过回限位动作可恢复原设定的坐标值。
输入格式:G92{轴﹜{坐标值﹜
例:G92 X100 Y100:
根据此指令,把当前位置设定为(X,Y)=(100,100)。
执行此指令时,将暂时取消锥度模式和补偿模式。
注意:不能用来设定机械坐标系(G959)的坐标值,否则会出错。
20.G140、G141、G142(上下异形补正)
功能:根据编程的要求,工件的上面形状和下面形状可进行不同形状的加工,如图5-26所示。

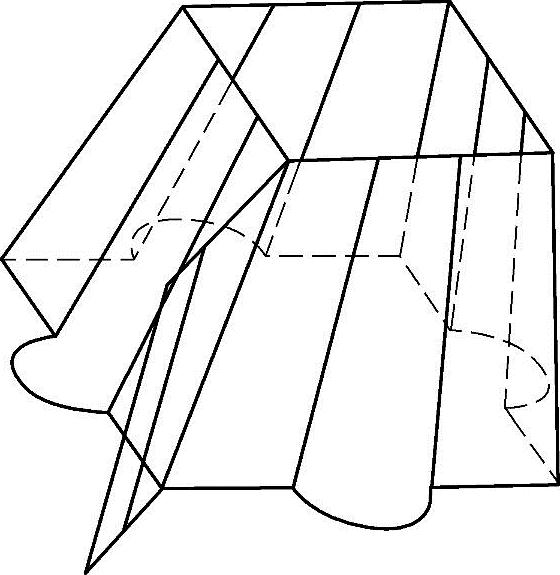
图5-26 G140、G141、G142(上下异形补正)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。