



1.绕丝与穿丝
绕丝与穿丝都是通过操纵储丝筒控制面板上的按钮来进行控制的(图5-93)。上丝以前,应先将储丝筒分别移到行程最左端或最右端(手动、机动均可)。分别调整左右撞块,使其与无触点开关接触,然后将储丝筒移到中间位置。做完上述工作以后便可以进行绕丝。
(1)绕丝
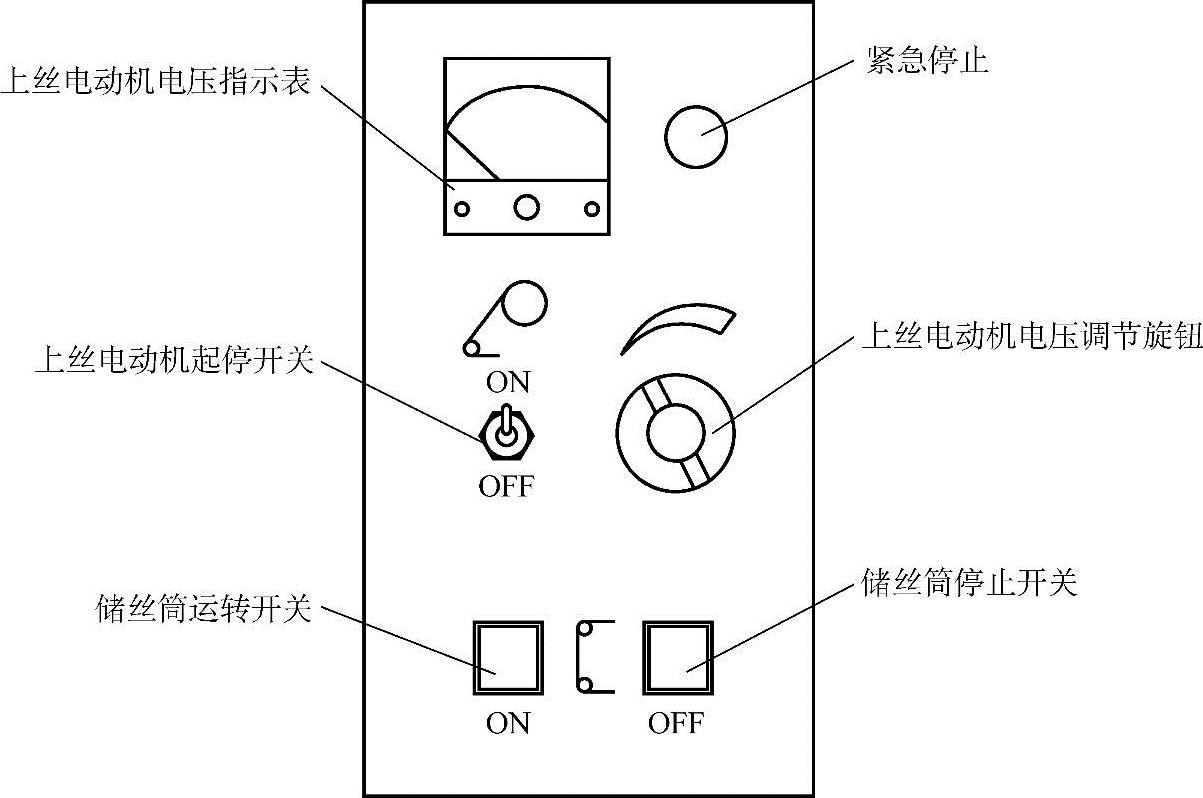
图5-93 储丝筒控制面板
1)取掉储丝筒上方护罩,拉出互锁开关的小柱,取下摇把。
2)起动储丝筒,将其移到最左端,待换向后立即关掉储丝筒电动机电源。
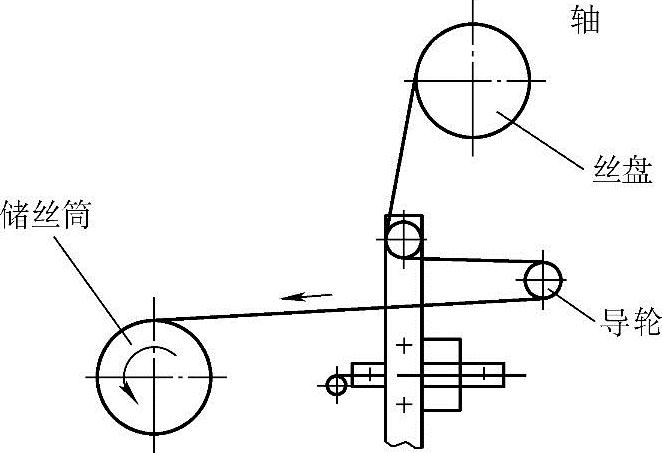
3)打开立柱侧面的防护门,将装有电极丝的丝盘固定在上丝装置的转轴上,把电极丝通过上丝轮引向储丝筒上方(图5-94),用右端螺钉紧固。
4)打开张丝电动机电源开关,通过张丝调节旋钮调节电极丝的张力后,手动摇把使储丝筒旋转,同时向右移动,电极丝以一定的张力均匀地盘绕在储丝筒上。
5)绕完丝后,关掉张力旋钮,剪断电极丝,即可开始穿丝。
(2)穿丝
1)将定位销轴穿入移动板8(图5-95)及立柱的定位孔内,使其不能左右移动。
2)拉动电极丝头,依次从上至下绕接各导轮、导电块至储丝筒,将丝头拉紧并用储丝筒的螺钉固定。
3)拔出移动板8上的定位销轴,手摇储丝筒向中间移动约10mm。
4)将左右行程开关向中间各移动5~8mm,取下储丝筒摇把。
5)机动操作储丝筒往复运行两次,使张力均匀。至此整个上丝过程结束。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-94 绕丝示意图
2.穿丝注意事项
1)穿丝前检查导轨滑块移动是否灵活,若有卡阻现象,可拆下移动板8(两个M8螺钉)、直线导轨4(三个M6螺钉),用汽油或煤油清洗,使滑块移动灵活,清洗干净后,注入润滑油,重新装上。
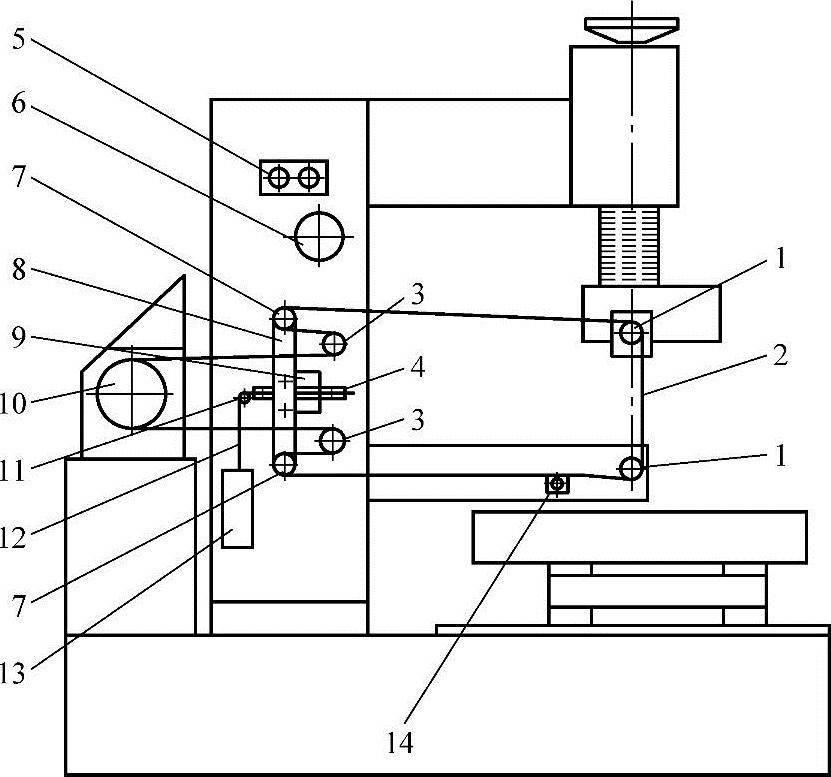
图5-95 穿丝示意图
1—主导轮 2—电极丝 3—辅助导轮 4—直线导轨 5—工作液旋钮 6—上丝盘 7—张紧轮 8—移动板 9—导轨滑块 10—储丝筒 11—定滑轮 12—绳索 13—重锤 14—导电块
2)手动上丝后,应立即将摇把取下,确保安全。
3)机动运丝前,须将储丝筒上罩壳盖上,关闭立柱侧门,防止工作液甩出,并确保安全。
4)在使用操作面板上的运丝开关运丝时,或用遥控盒上的运丝开关运丝时,断丝保护开关(在立柱内)、立柱侧门互锁开关和储丝筒罩的互锁开关均起保护作用。
5)穿丝前,检查导电块,若其上切缝过深,可松掉M5螺钉,将导电块转90°使用,使用中应保持导电块清洁,保证接触导电良好。
6)在上主导轮1与上张紧轮7之间新安装了夹丝机构,在从上至下穿丝时,可先在夹丝处将电极丝夹住,然后继续穿丝至主导轮、下导轮至储丝筒。穿丝完毕,一定要将电极丝从夹丝机构中取出。
7)手动上丝时,转动上丝电动机电压调节旋钮,调节电压至50V左右即可,不必过大,以免上丝用力过大或拉断电极丝。
8)FW2机床设计为手动上丝,不允许采用机动上丝,机动上丝储丝筒转速达1400r/min,非常危险。
9)穿丝完毕开始加工前,须将工作台三个侧面的护板复位,关上立柱的两个侧门,盖好储丝筒罩壳,取下储丝筒摇把,复位主导轮罩壳及上臂盖板,然后才可以开始加工。
10)当储丝筒互锁开关和立柱侧门互锁开关的小柱被拉出时,其互锁作用失效。在这种情况下,若储丝筒装有电极丝或摇把没有取下,则严禁起动储丝筒。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。