



按照拟定的工艺路线对锥堵和内锥进行车削加工。
步骤1:自定心卡盘装夹内锥毛坯
用自定心卡盘装夹ϕ60mm圆钢一端,放出长度55mm,找正夹紧。
将45°车刀、90°车刀和车断刀装夹到刀架上。
步骤2:平整端面
用45°车刀粗、精车端面,粗车取n=450r/min,f=0.30mm/r,ap1=0.7mm;精车取n=560r/min,f=0.10mm/r,ap2=0.3mm。
步骤3:车ϕ58mm外圆
第一次走刀车至ϕ59mm,第二次走刀车至ϕ58mm,长度45mm。
步骤4:钻孔
用ϕ30mm麻花钻钻孔,钻孔深度45mm,取n=450r/min。
步骤5:车断
用车断刀车断,长度41mm,取n=450r/min。
步骤6:调头装夹
装夹ϕ58mm外圆,垫铜皮找正夹紧。
步骤7:平整端面
用45°车刀平端面,保证长度40±0.15mm。
步骤8:自定心卡盘装夹锥堵毛坯
用自定心卡盘装夹ϕ42mm圆钢一端,放出35mm,找正夹紧。
步骤9:平整端面
用45°车刀粗、精车端面,取ap1=0.7mm,ap2=0.3mm。
步骤10:粗车ϕ40h7外圆
1)粗车取n=450r/min,f=0.41mm/r,用90°车刀一次走刀车至尺寸ϕ40+0.300mm,长度25mm。
2)精车取n=710r/min,f=0.08mm/r,车至ϕ40h7(0-0.025mm),长度25mm,保证公差尺寸。
步骤11:粗、精车ϕ30h7外圆
1)粗车取n=450r/min,f=0.41mm/r,用90°车刀分两次走刀,第一次进给取ap1=3mm,车至ϕ34mm,长度至20mm;第二次走刀车至ϕ30+0.300mm。
2)精车取n=710r/min,f=0.08mm/r,车至ϕ30h7(0-0.021mm),保证公差尺寸。
步骤12:倒角
用45°车刀对端面和台阶进行倒角C1。
步骤13:调头装夹ϕ30h7外圆
垫铜皮装夹ϕ30h7外圆,装夹长度16mm,找正夹紧。
步骤14:平整端面
用45°车刀平端面,保证总长65±0.15mm。
步骤15:精车ϕ40h7外圆
将毛坯外圆粗车至ϕ40+0.300mm进行接刀,精车ϕ40h7外圆至尺寸要求。
步骤16:车削1∶5外圆锥(https://www.xing528.com)
取n=900r/min,检查调整使90°车刀对准工件中心。
1)转动小滑板。将小滑板逆时针转动5°42′38″,同时调整好小滑板导轨与镶条的松紧,确定小滑板的行程距离。
2)粗车外圆锥面。分4~5次手动进给,注意保证进给量均匀、平稳。
3)检查角度。用游标万能角度尺在轴心位置进行透光检查,微调角度尺刻度,使直尺或角尺与被测面靠平,如图2-97所示,通过角度尺的读数(95°42′38″)来微调小滑板的角度。
4)精车外圆锥面。通过控制ϕ40h7(0-0.025mm)轴向长度5mm,来保证外锥面的轴向尺寸。
步骤17:装夹内锥ϕ58mm外圆
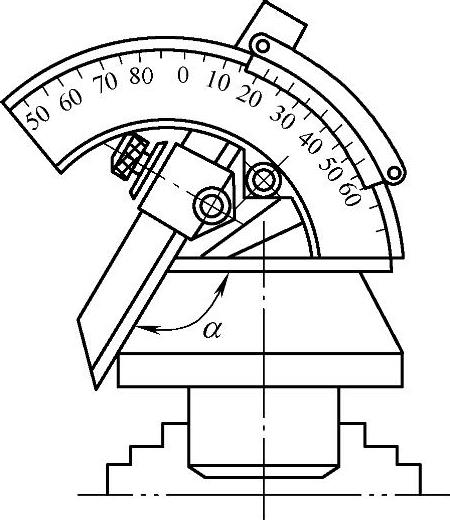
图2-97 用游标万能角度尺调整角度
垫铜皮装夹内锥ϕ58mm外圆,伸出10mm,找正夹紧。
步骤18:车1∶5圆锥孔
取n=900r/min。
1)反向装夹内孔车刀,如图2-98所示,车外锥面时调整好的小滑板转角不动,将内孔车刀的前面朝下,使刀尖与内孔水平直径位置等高,夹紧内孔车刀。
2)粗车内锥面。分4~5次进给,使主轴正转,双手均匀转动小滑板手柄,保证手动进给量均匀、平稳,车削至圆锥塞规能塞进圆锥孔约1/2长度时停止。观察车削的圆锥孔表面是否光洁,用圆锥塞规检验圆锥的接触面积。把显示剂涂在圆锥塞规上,如图2-99所示。圆锥塞规在圆锥孔内转动1/2周后拔出,观察显示剂被擦去的痕迹,进一步检验锥角是否正确。如大端擦去,说明圆锥角度太小;小端擦去,则说明圆锥角度太大。
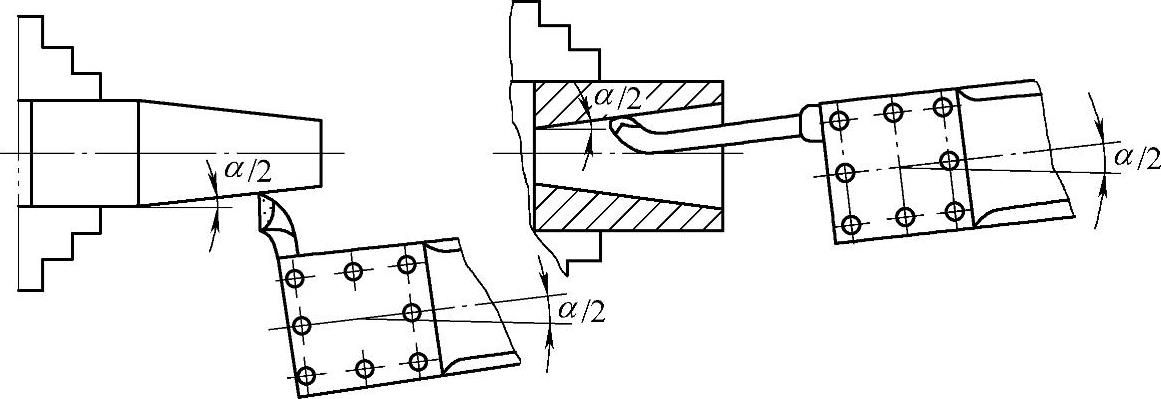
图2-98 内孔车刀的装夹
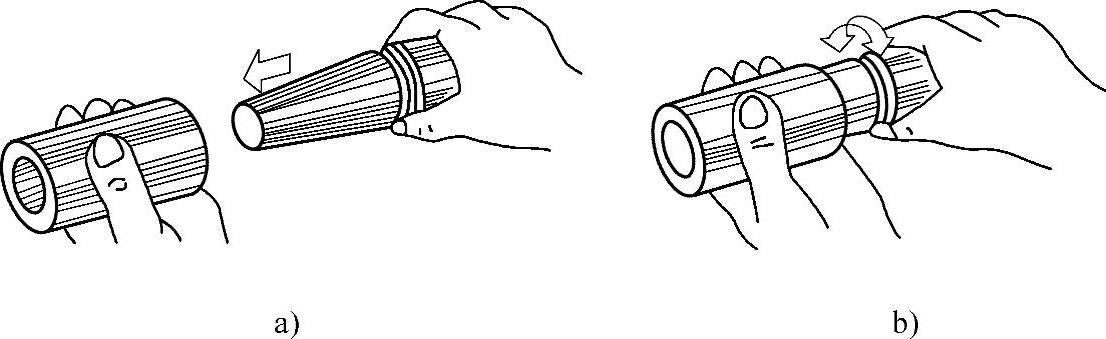
图2-99 用圆锥塞规检查圆锥孔的接触面
a)将塞规插入锥孔 b)旋转塞规
3)精车内圆锥面。精车内圆锥面控制尺寸的方法:量出圆锥塞规的界限面与工件端面之间的距离a,如图2-100所示,再根据a的数值计算背吃刀量 ;或采用移动床鞍法确定背吃刀量ap值,如图2-101所示。
;或采用移动床鞍法确定背吃刀量ap值,如图2-101所示。
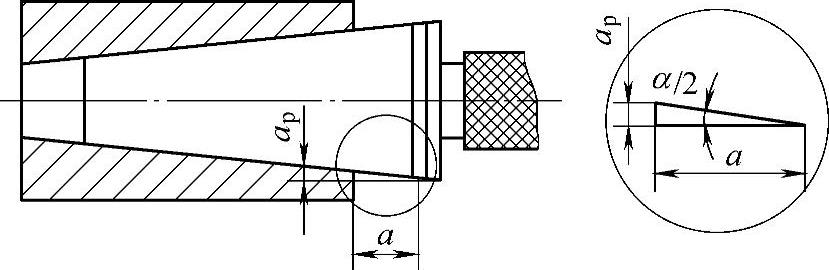
图2-100 车圆锥孔控制尺寸的方法
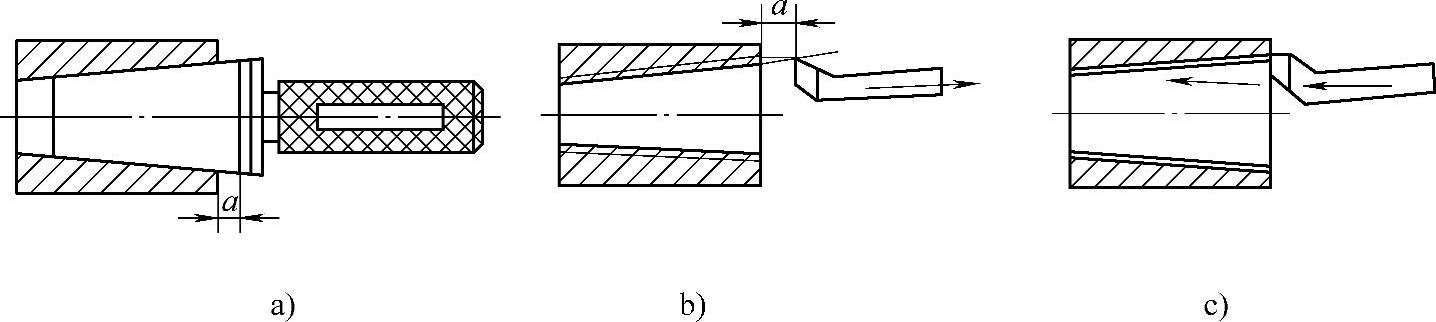
图2-101 移动床鞍法确定背吃刀量
a)测量距离 ab)小滑板退出距离 ac)床鞍移进a、小滑板进刀车削
加工完毕,卸下工件,终检,进行锥堵和内锥配合检查,车床手柄归位。
项目小结
完成配锥组合件的车削,巩固了外圆锥的车削和检测的技能,获得了车削内圆锥和检测内圆锥的技能。
轴向尺寸较小的内、外圆锥采用转动小滑板的方法车削。小滑板按圆锥半角的大小转动角度,圆锥半角可根据锥度的大小进行查表或计算确定。车削前,小滑板的行程和镶条的松紧应调整适当。在装夹车内、外圆锥的车刀时一定要保证刀尖与主轴回转中心等高,以保证圆锥素线为直线。本项目中,内锥和锥堵相配合,为保证其锥角的正确一致,采用一次转动小滑板,将内孔车刀反装的方法车出内锥。
找正外圆锥角度的方法有多种,这里采用游标万能角度尺调整锥堵的圆锥角度;用圆锥塞规检验内锥的锥角。
项目评价
配锥车削成绩评定见表2-17。
表2-17 配锥车削成绩评定

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。