



1.第一步:定位
先将被焊工件用“马”板与铁楔等夹具暂时定位,如图2-30所示。
2.第二步:引弧
电弧的引燃方法主要有划擦法和接触法两种:
1)划擦法。先将已接通电源的焊条前端对准焊缝,然后将手腕扭转一下,与划火柴动作相似,使焊条在焊缝表面上划擦一下(长度约为20mm),使焊条前端落入焊缝范围,并将焊条提起3~4mm,电弧即可引燃。接着应立即控制使弧长度保持在与焊条直径相应的范围内,并运条焊接,如图2-31a所示。
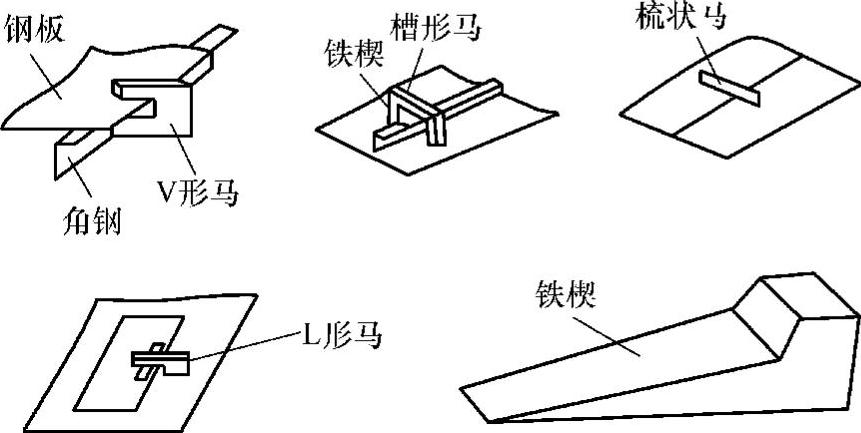
图2-30 焊件临时定位的方法
2)接触法。接触法的动作如图2-31b所示,先将已接通电源的焊条前端对准焊缝,然后用腕力使焊条轻碰一下焊件表面,再迅速将焊条提起3~4mm,即可引弧。其电弧长度的控制与划擦法相同。
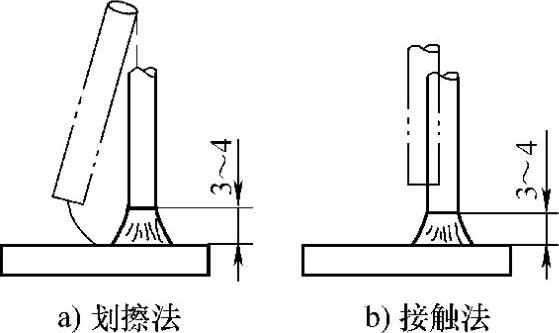
图2-31 电弧的引燃方法
引弧时,若发生焊条粘住焊件现象,应将焊条迅速左右摆动几次,就可以脱离焊件。如若不能,应立即使焊钳脱离焊条,待冷却后再将焊条扳下。
3.第三步:运条焊接
电弧引燃后,将电弧稍微拉长,使焊件加热,然后缩短焊条与焊件之间的距离,电弧长度适当后,开始运条。运条时,焊条前端按三个方向移动:第一,随着焊条的熔蚀,其长度渐短,应逐渐向焊缝方向送进,送进速度应与焊条熔化速度相适应;第二,焊条横向摆动,以扩宽焊接面;第三,使焊条沿着焊缝,朝着未焊方向前进。在焊接过程中,这三个动作应有机配合,以保证焊接质量,如图2-32所示。(https://www.xing528.com)
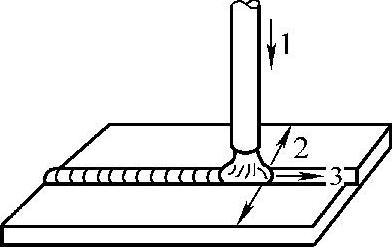
图2-32 焊条运动的方向
常用的运条方法有锯齿形、月牙形、三角形、圆圈形等运条方法,如图2-33所示。
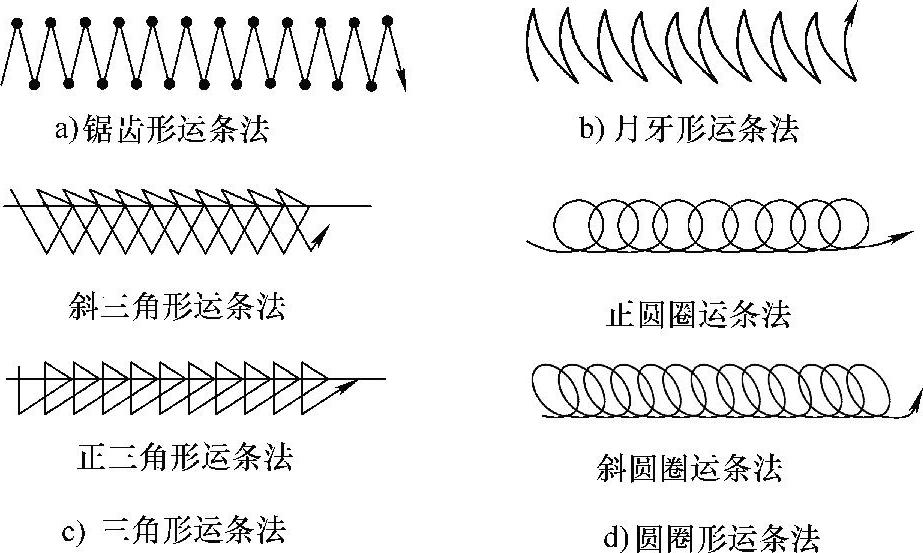
图2-33 常用的运条方法
4.第四步:收尾
当焊缝焊完时,焊条前端要在焊缝终点做小的画圈运动,直到铁水填满弧坑后,提起焊条,终止焊接。常用的收尾动作有以下几种:
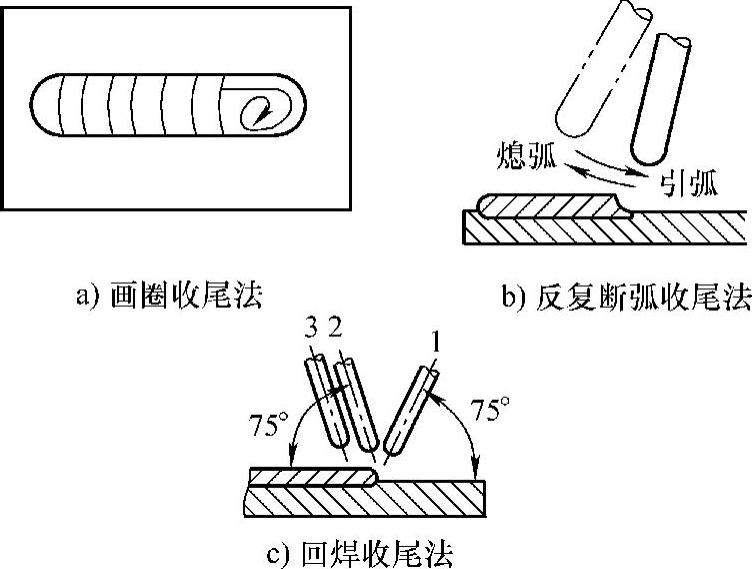
图2-34 焊缝收尾方法
1)画圈收尾法(见图2-34a)。焊条移至焊缝终点时,做圆圈运动,直至填满弧坑再拉断电弧,主要适用于厚板焊接的收尾。
2)反复断弧收尾法(见图2-34b)。焊条移至焊缝终点时,在弧坑上要反复熄弧-引弧数次,直到填满弧坑为止。一般它适用于薄板和大电流焊接,但碱性焊条不适用此法。
3)回焊收尾法(见图2-34c)。焊条移至焊缝收尾处立即停止,但未熄弧,此时适当改变角度,焊条由位置1转到位置2,待填满弧坑再转到位置3,然后慢慢拉断电弧。它适用于碱性焊条。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。