



某工程机械公司喷涂分厂通过技术改造,采用美国GRACO公司的供漆、输送及喷涂设备,使产品涂装质量和工艺水平有了很大的提高。
1.工程机械的涂装工艺
1)生产能力设定为两班制,年产工程机械2500台。
2)中小型零部件涂装采用流水线生产方式,工艺流程如下:预处理→涂装前屏蔽→上涂装线→进底漆喷漆室喷底漆→进底漆流平室流平→进中涂漆喷漆室喷中涂漆→进中涂漆流平室流平→进桥式烘干室烘干→下线转下工序。
3)大型零部件涂装采用间歇式生产方式,其工艺流程如下:预处理→涂装前屏蔽→上涂装线→进喷漆室喷底漆→待底漆表干后喷中涂漆→待中涂漆表干后进烘干室烘干→下线转下工序。
零部件规格、喷涂方式及油漆用量零部件大小不一,数量不等,品种繁多。
4)每日用漆量(按月产200台主机、双班制计算)。大型零部件:中涂160kg/d;底漆180kg/d,中小型零部件:中涂160kg/d;底漆160kg/d。
喷涂底漆采用GRACO公司生产的混气喷涂设备,喷涂中涂漆采用GRACO公司生产的混气静电喷涂设备。底漆采用双组分铁红环氧防锈漆,中涂漆采用单组分环氧改性丙烯酸二道浆。
2.集中供漆系统
集中供漆系统是从中央供漆室向工场内的多个作业点,集中循环输送涂料的装置,由供漆模组、输漆管路和喷涂系统组成。而供漆模组通常由中央供漆室内的空气调压器、空气过滤器、注油器、空打保护器、高压柱塞泵、隔膜泵、搅拌器、油漆供料桶、回流阀、背压阀等组成。中央供漆室与喷漆室的相对位置图如图8-10所示。
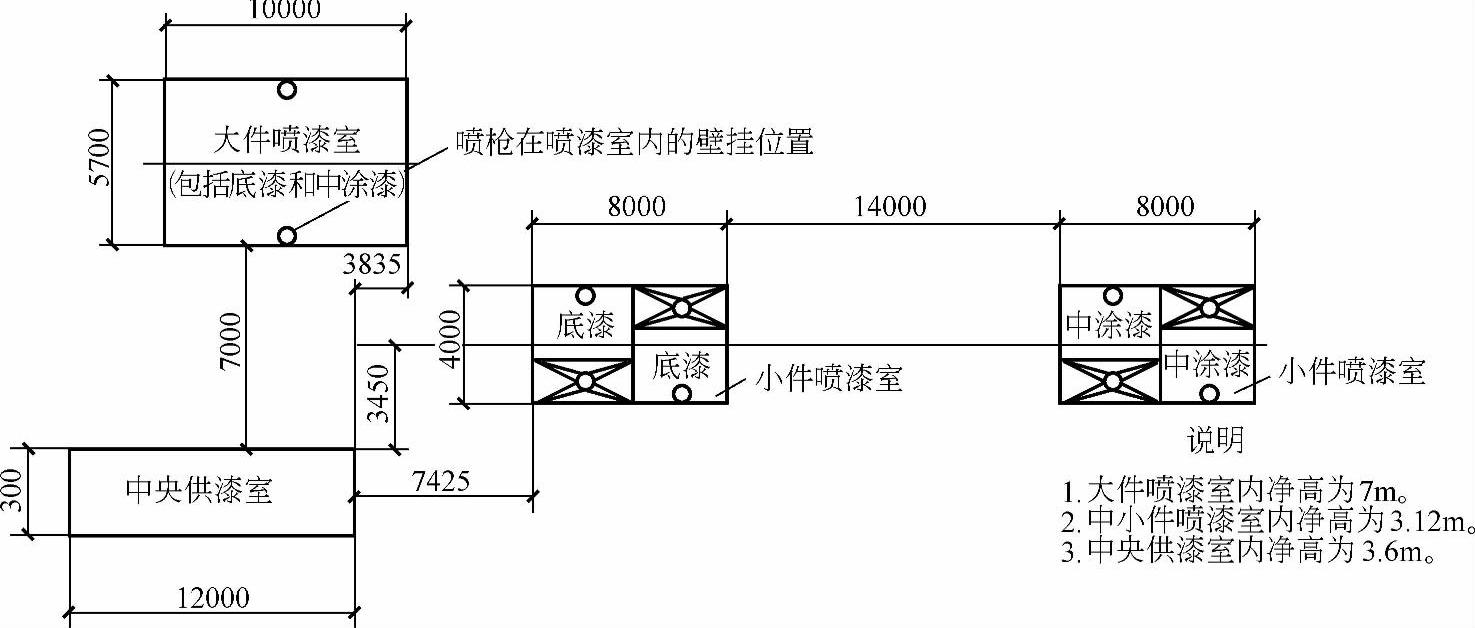
图8-10 中央供漆室与喷漆室相对位置图
(1)技术要求 底漆、中涂漆输送管线均采用两线布置(包括送漆管路和回漆管路),溶剂采用盲端输送,底漆和中涂漆各采用一套溶剂清洗系统。主供料桶和辅助供料桶均采用100L不锈钢桶,低液位显示,防爆,带气动搅拌器。动力源采用洁净压缩空气。主管循环管线(管路内)油漆流量≥7.8L/min,管路内油漆流速≥0.3m/s,输送压力≥7.2MPa。另外,还要实现枪下支管油漆回流。
(2)动力要求(https://www.xing528.com)
1)压缩空气技术参数见表8-8。
表8-8 压缩空气技术参数

2)压缩空气用量。中央供漆室空气供应量≥6.0m3/min;喷漆室枪站处空气供给量≥0.8m3/min。
3)涂装环境温度要求。冬季喷漆室温度≥15℃;夏季无须降温且喷漆室温度<40℃。
(3)系统主要设备 集中供漆系统的主要设备见表8-9。
表8-9 集中供漆系统的主要设备

(4)管路布置和集中供漆设备 整套系统采用不同直径的管路进行连接,有利于油漆合理循环流动和保证各工位处油漆循环流量的要求。不同直径的管路采用特殊的工艺进行连接,以保证循环管路内部水平,不允许存在台阶,从而减少油漆循环阻力和防止油漆在连接处沉积。
油漆在备用供料桶内进行调漆搅拌,调好的油漆再由隔膜供料泵输送至主供料桶内。同时,主供料桶也进行着油漆自动搅拌,主供料桶内搅拌均匀的油漆被模组中的高压柱塞泵输送至油漆主管内,油漆主管围绕着喷漆室的每个工位一圈并回到中央供漆室。没有被喷涂的油漆则经回流管流回到主供料桶内,再重复上述循环过程。
油漆主管在经过每个工位后将分出一路支管,支管接至工位的枪站上,喷枪经过枪站处的涂料调压器和空气调压器的压力调整,以使喷出的油漆能达到一个良好的雾化状态。
该系统使用过程中,工人严格按规范进行操作。经过一年多的生产运行,系统整体表现稳定、可靠,能满足生产要求,提高了产品的涂装质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。