



1.自泳涂装的工艺流程
几种涂装方式工艺控制对比见表12-5。
表12-5 几种涂装方式工艺控制对比

(1)国外的自泳涂装工艺流程 自泳涂装与电镀或粉末涂覆相比,工艺过程比较简单,具有很好的经济性。自泳涂装生产线的主要配置为可编程的提升、转换和传送线,工艺流程中共有八道工序,每道工序的名称和温度范围如下:
第一个工序:碱性喷洗(71~93℃);
第二个工序:碱性浸洗(71~93℃);
第三个工序:自来水漂洗(21~38℃);
第四个工序:去离子(DI)水漂洗(22℃);
第五个工序:自动电泳涂覆(22℃);
第六个工序:自来水漂洗(22℃);
第七个工序:自动电泳反应漂洗(21~60℃);
第八个工序:烘烤/固化炉(温度取决于所用技术)。
自泳涂料工艺在涂覆前不需要磷化处理工序。此外,在使用国外800和900系列自泳涂料时,可免除含重金属的后处理工序。免去磷化工序可大大节约占地空间、能量和操作成本,可使整个涂装工艺过程中不含有毒金属。
图12-3所示为典型的自泳涂装生产线。
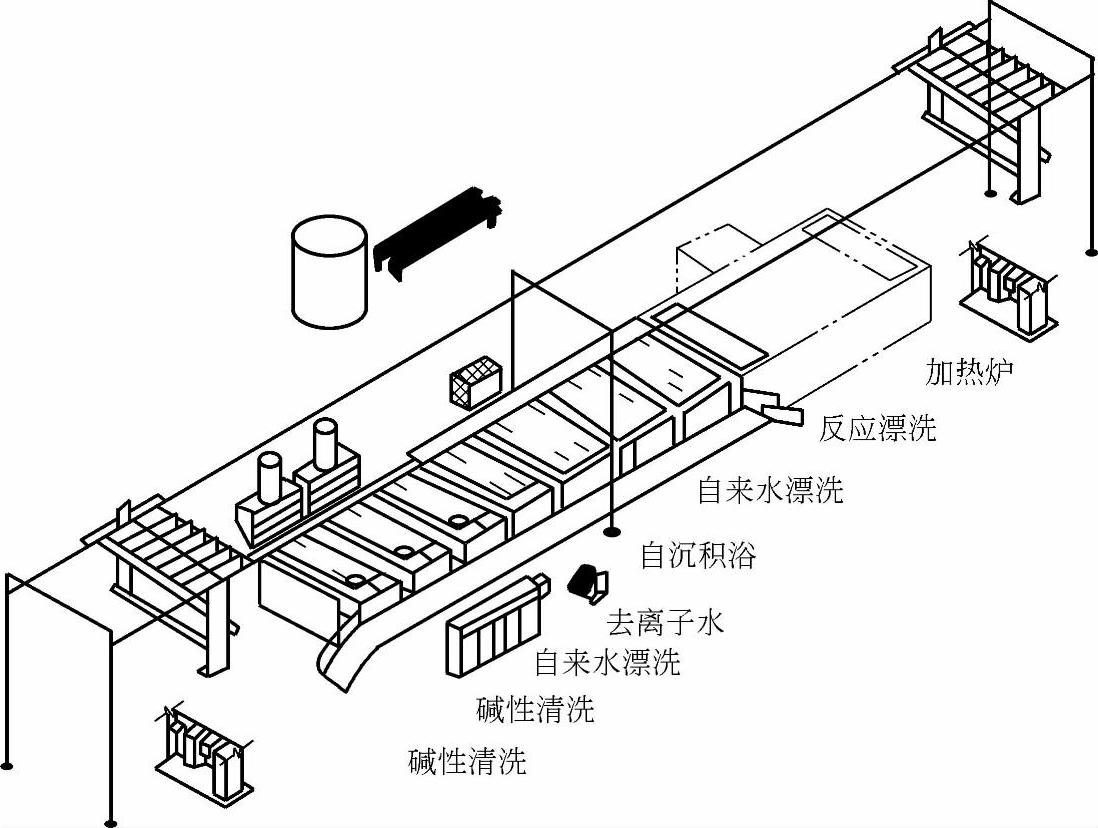
图12-3 自泳涂装生产线
(2)国内常用的自泳涂装工艺流程
1)工艺流程。预脱脂→脱脂→热水洗→水洗→除锈→水洗(两道)→纯水洗→自泳→水洗→后处理→固化。
2)工艺说明
①预脱脂、脱脂:工件表面一般都有油污、锈痕、污渍和杂质,这些物质会阻止涂料与钢铁工件表面的结合,必须清除掉。
②去锈:除去工件表面上的铁锈、氧化物等。
③纯水洗:清除工件表面上的杂质离子,防止污染自泳涂料槽液。
④自泳:涂装过程,通过化学反应,形成涂膜,膜厚主要由时间、温度、固体含量等控制。(https://www.xing528.com)
⑤后处理:通过钝化提高涂膜性能。
⑥固化:蒸发湿膜中的水分,使涂膜发生聚合反应,形成均匀、致密、平整的涂膜。
2.自泳涂装的后处理
自泳涂料的湿膜附着力相对较差,涂膜烘干后容易出现返锈现象,难以保证涂膜的耐蚀性。目前的自泳涂料在涂装过程中需要铬钝化处理。而铬钝化本身毒性较大,又污染环境,不能随意排放,应用时受到限制,不利于自泳涂料的推广。研究人员利用高分子合成工艺,采用接枝共聚的方法,在大分子链中接入可反应性官能团,制得了一种新型自泳涂料后处理剂。该处理剂固体含量为8%~12%(质量分数),pH值为7.0~8.2,具有无毒、无味、无色等优点。不仅有助于提高涂膜的附着力、光泽度,而且防止了涂膜的返锈,增强了涂膜的耐蚀性。随着后处理剂含量的提高,附着力不断得到提高,但其质量分数大于1.5%时,对试片的成膜有一定的影响。因此,其质量分数应控制在0.7%~1.2%,pH值控制在6~7,这样不仅有助于保证涂膜的附着力,具有较好的光泽,而且不会影响涂膜的外观。随着后处理时间的延长,附着力得到提高,且对试片的涂膜外观无任何不良影响。
低温烘烤自泳涂料的化学后处理的对比见表12-6。
表12-6 低温烘烤自泳涂料的化学后处理的对比
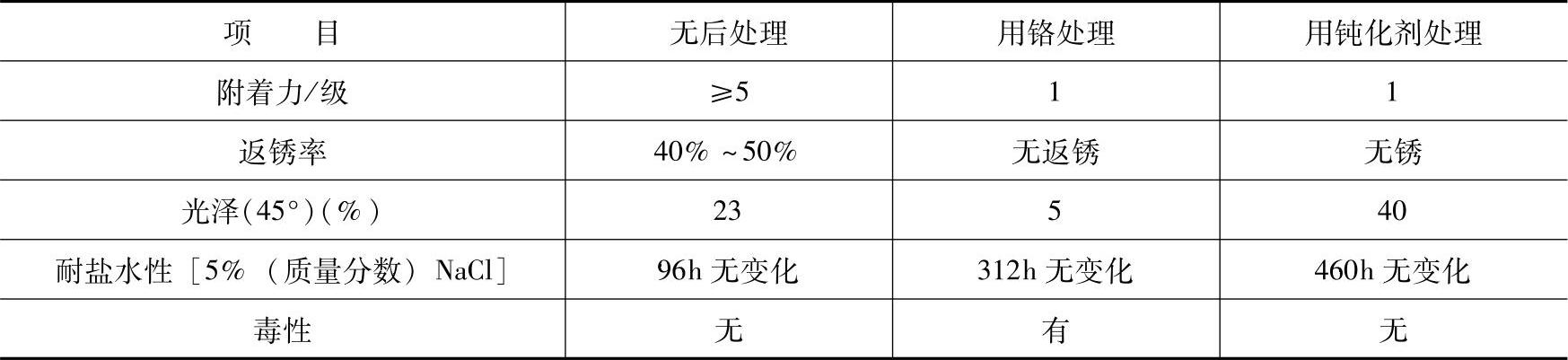
由表12-6可以看出,新型钝化剂能够提高涂膜的附着力、光泽度、交联度和耐蚀性,防止涂膜出现的返锈现象。
3.自泳涂装的工艺参数
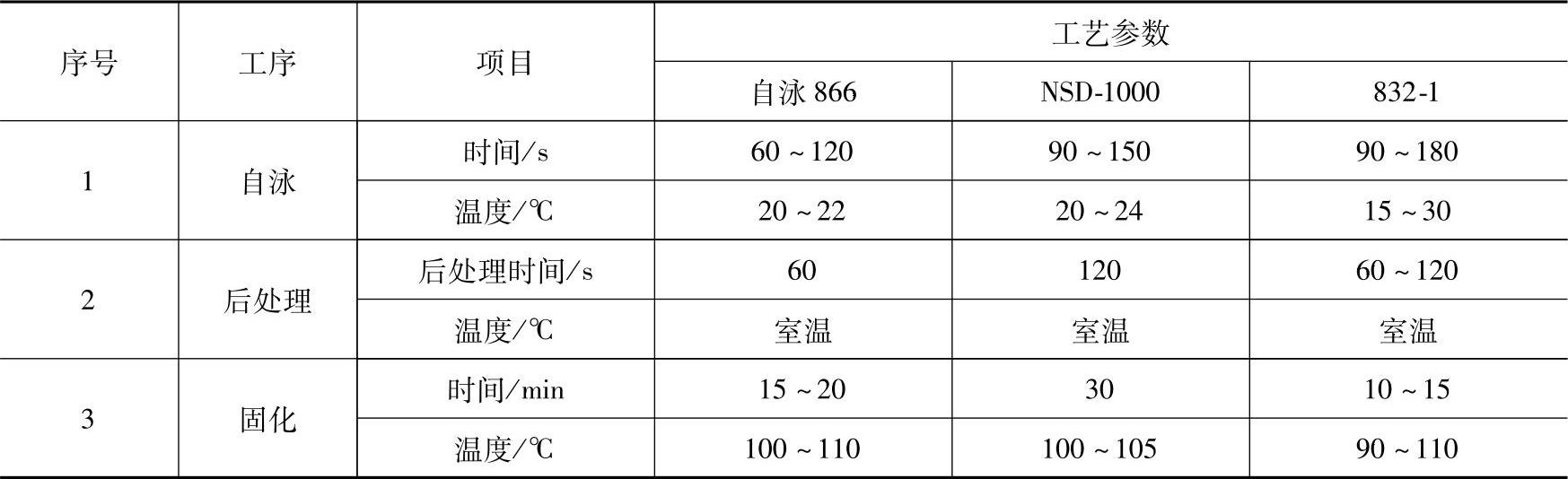
不同厂家自泳涂料的涂装工艺参数有着一定的差异。表12-7列举了三种自泳涂料的涂装工艺参数。
表12-7 自泳涂装工艺参数
4.槽液管理(以自泳866为例)
1)检查涂装预处理的质量,每天检查纯水洗槽内的pH值和电导率,使工件滴落于自泳涂料槽内的水的电导率小于50μS/cm。
2)采用净值法测量固体含量,将其控制在5.0%~7.0%(质量分数)。
3)槽温控制在20~22℃。槽温过低,会降低反应速度,使涂膜厚度变薄;温度过高,会破坏自泳涂料槽液的稳定性。
4)电导率的变化可以反映槽液的污染程度和铁离子的含量。正常值应小于4500μS/cm。
5)ORP氧化还原电位控制在300~400mV,每2h检测一次,用H2O2调节氧化还原电位,容易实现自动控制。
6)氟离子浓度必须每2h检测一次,数值控制在125~300mg/L。因氟离子参与反应,浓度易发生变化,通常采用定时添加的方法来解决。
7)每班检测一次铁含量,正常值为28~36mg/L。
5.废水处理
自泳涂料生产线产生的废水有两种。第一种是工件处理过程中飞溅、滴漏的工作液和清洗槽用久后更换下来的废水。这种废水处理方法是:废水归集到水沟→石灰沉淀池→砂滤池→中和池→冲气池(气浮分离池)→清水池。到清水池的水的pH值达到8,此水经水泵打到清水槽循环使用,如不达标,再泵回中和池。达标后的水如不循环用,也可通过污水道排出。第二种是除锈、脱脂过程中产生的废水,以及活化槽内的浴液在更换时抽出的废液,由专业废水处理工厂处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。