



1.外观
将液体脱脂剂在15~35℃条件下放置24h后观察,主要是观察脱脂剂溶液是否均匀,有无分层和沉淀现象。检查粉状脱脂剂外观时,主要是观察是否均匀、松散,有无坚硬团块。
2.pH值
不同的金属在碱性脱脂剂中具有不同的腐蚀界限,如钢铁工件在碱性脱脂剂中就易被腐蚀。因此,必须根据工件的材质选择合适pH的脱脂剂。当工件是由钢和其他金属构成的组合体时,则必须考虑组合体各部件工作材质对脱脂剂pH值的要求。常见金属耐碱性的极限值(pH值)见表13-1。
表13-1 常见金属耐碱性的极限值(pH值)

3.总碱度
总碱度所表示的是水中OH-、CO32-、HCO3-及其他弱酸盐类的总和。
滴定总碱度时,可采用甲基橙(溴酚蓝)和酚酞作为指示剂。用甲基橙(溴酚蓝)作为指示剂时,滴定终点的pH值为3~4。滴定游离碱度时,则用酚酞作为指示剂,滴定终点的pH值为8~9。
总碱度测试方法为:取10mL脱脂溶液放于250mL锥形瓶中,加入100mL水,滴入3~4滴甲基橙(溴酚蓝)指示剂,用0.1mol/L盐酸标准溶液滴定,滴至溶液由橙色变为红色,即为终点。所消耗的标准溶液的毫升数称为总碱度或总碱度的“点”数。
脱脂剂使用过程的维护及调整方法均以测定溶液的总碱度为依据。
4.消泡性能
将试液倒入100mL具塞量筒内使液面距离塞下端面70mL,盖塞,在30℃±2℃的水浴或电烘箱中放置10min取出,立即上下摇动1min,上下摇动的距离为0.33m,频率为100~110次/min。摇动完毕后,打开筒塞,盛试液的量筒置于30℃±2℃的水浴或电烘箱中静置10min,观察泡沫消失情况,记下残留泡沫高度(应为泡沫高、低值的平均数)。
5.漂洗性能
漂洗性能用于检查清洗后覆盖在金属工件表面上的脱脂残留物被水洗去的性能。
将试片用金属挂钩挂好,全浸在65℃±2℃的500mL低温型脱脂剂溶液中5min,取出后将试片呈45°角放置,到晾干为止。常温型脱脂剂在30℃±2℃下浸液。将晾干的试片用金属钩固定在摆洗器试片架上,低温型脱脂剂全浸在500mL温度为65℃±2℃的蒸馏水中,立即摆洗10次(往返为一次)。无摆洗器时,可按摆洗器一样的摆距、摆频,人工摆洗10次。常温型脱脂剂在30℃±2℃下摆洗,然后立即取出试片用热风吹干,吹干时试片也呈45°角放置。检查试片表面有无脱脂残留物,再在试片上滴一滴无水乙醇,乙醇自然挥发后再检查试片上有无白色残留物,然后按技术条件评定结果。(https://www.xing528.com)
6.清洁度检测
脱脂的目的是为工件提供清洁的表面,为涂装后续工序打下基础。
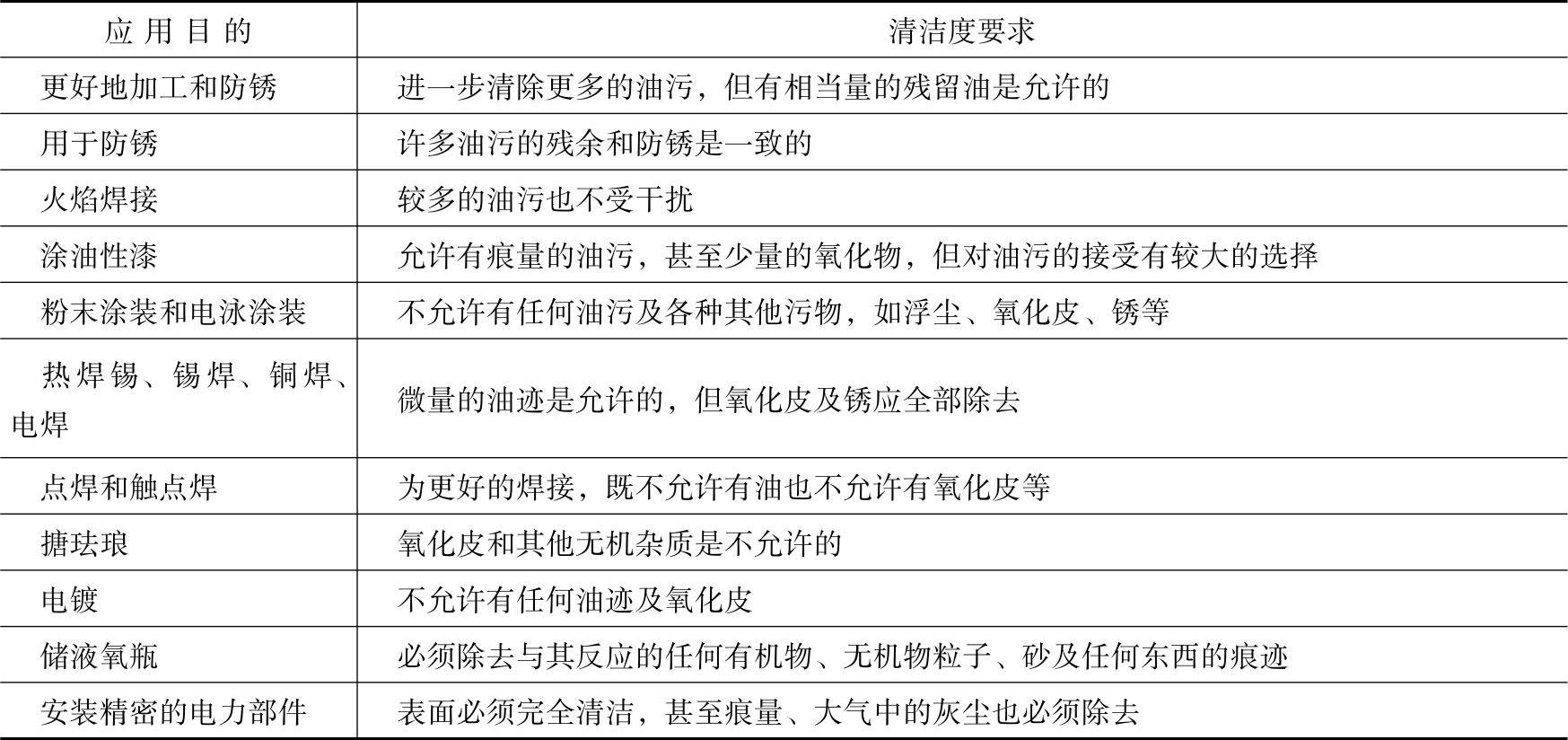
清洁度是指脱脂后工件表面的清洁程度,也就是清洁效果。清洁度在很大程度上取决于应用目的,见表13-2。
表13-2 清洁度要求
清洁度检测的方法主要有以下五种:
(1)目测法 将经脱脂后的工件表面用水润湿,以表面水膜完整附着情况来评定清洁度。这是检测脱脂质量最常用的方法。
(2)擦拭法 用清洁的白绸布或滤纸擦拭经脱脂并清洗干燥后的工件表面,若滤纸或绸布表面无油污,说明脱脂效果佳。
(3)硫酸铜法 此法分为硫酸铜浸渍法和硫酸铜点滴法。
1)硫酸铜浸渍法是将脱脂后的工件浸在酸性硫酸铜水溶液中,1min后从溶液中取出工件,用水冲洗。据铜膜情况评定清洁度,铜膜完整均匀、光泽及结合力好,表明工件表面无油污,此法适合于小型工件。
2)硫酸铜点滴法是将硫酸铜混合液滴在脱脂后的工件表面有代表性的位置(10点以上),若液滴在5s以内出现粉红色的金属铜斑,表明液滴部位无油污;若在5s以内液滴没有变化,表明液滴部位有油污。等待出现粉红色的金属铜斑的时间越长,表明油污越重。该法特别适合大型工件。
(4)验油试纸法 该法是在目测法的基础上改进的。将一极性溶液滴在经脱脂处理并经净水冲洗后的金属工件表面上,用玻璃棒把溶液铺开,然后将验油试纸紧贴在溶液膜上。如果表面油污去除干净,验油试纸的表面可与金属工件表面上的极性溶液完全接触,并显出连片的红;若有油污附着,则由于极性溶液在油膜上而不能把表面润湿而呈现水珠状,因此,验油试纸显色呈稀疏点状或块状。该方法灵敏度高,操作方便快捷,适用于钢铁、铜、铝等金属工具表面油污清洁度的检测。
(5)自由能测试法 此法是以水的表面张力(72×10-5N/cm)为典型的清洁度,然后测试出一个表面相对于此清洁度的洁净程度。有11种标准溶液,其表面张力大约为(25~100)×10-5N/cm,并依次列成表。测试时,将某一号的标准液滴落到被测表面,如滴液成珠,则用下一号标准液滴落。依次类推,测至某一号标准液能自然地浸润表面为止,由可以在金属工件表面上成珠的最低一号标准液,便知该表面清洁度的测定结果。
除以上方法外,还有雾化器测试法、荧光测试法和放射性痕量测试法等。但均因工序复杂、有一定的技术和设备要求,在生产实践中较少使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。