



合模部分中顶出装置的配备,目的是为了注塑件的顺利脱模取出。要求这个装置应具有一定的顶出力,把制品顶出成型模具。小型注射机只用一个顶出杆即可完成制件的顶出工作,而较大型注射机上制件、规格型体较大,则需要有多个顶出杆才能让制品脱模。这个多点顶出,要求各顶出杆的顶出力要均匀,以免损坏制品。顶出杆活动频率和移动速度应与模板的开合速度匹配协调,而顶出杆的行程大小也应能根据模具的厚度尺寸调节。
顶出装置可分为机械式顶出装置、液压式顶出装置和气动式顶出装置。
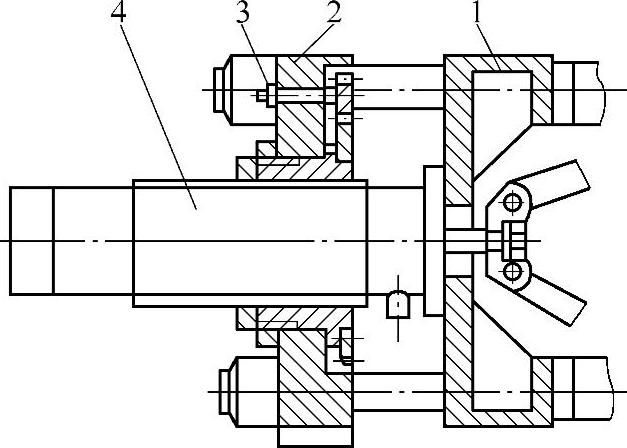
图2-55 变动合模液压缸位置调距
1—动模板 2—固定模板 3—调节螺钉 4—液压缸
2.2.4.1 机械式顶出装置
在图2-52中,顶出杆在机架上固定,开模时顶出杆穿过后退移动模上的中心孔,推动顶出板,把制品顶出模具。顶出杆的长短由模具厚度来决定,由螺纹来调节。这种顶出装置结构简单,但要注意顶出杆的工作位置不能松动,伸出模板的长度应以模板平面为基准,各顶出杆长度相等,避免损坏模具。(https://www.xing528.com)
2.2.4.2 液压式顶出装置
图2-53所示的液压式顶出装置是在移动模板的后面装一个顶出液压缸,推动活塞即顶出杆工作,活塞上有能调节顶杆长度的螺栓,开模时模板后移,液压缸推动活塞即顶杆伸出工作,顶出的力量、速度和时间通过液压系统来控制调节。
对于较大型注射机的成型制件,需用多个顶出杆工作,也可与机械顶出杆配合顶出。但应注意:各顶出杆的顶出力要均匀,保证顶出板的平行运动;顶出速度应与模具的开合速度协调;顶出杆的行程可用行程开关限制,伸出模板的顶出杆长度要相等。
2.2.4.3 气动式顶出装置
气动式顶出装置是在成型模具后面开许多微型小孔。开模时压缩空气接通,把制品从模具腔内吹出。此法很方便简单,不留痕迹,适用于薄壁制作,供气方式用电磁阀控制换向即可完成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。