



程序中需要处理大量CNC和PMC间的接口信号,这是CNC集成PMC和通用PLC的最大区别。接口信号包括由PMC向CNC发送的控制信号和由CNC向PMC发送的工作状态信息、机床动作指令等。FANUC系统CNC-PMC的接口信号众多,但很多信号都只有在CNC选择特殊的选择功能时才需要使用,其完整的说明可参见附录,数控机床PMC编程常用的基本信号如下。
1.PMC→CNC接口信号
为了选择CNC的操作方式、控制坐标轴和主轴的运动、控制CNC加工程序的运行、调整坐标轴进给速度和主轴转速等,PMC需要根据机床的操作要求和现行工作状态,通过PMC程序的处理,向CNC发送相关的控制信号;这些信号对PMC而言,属于输出信号,对CNC而言则属于输入信号。
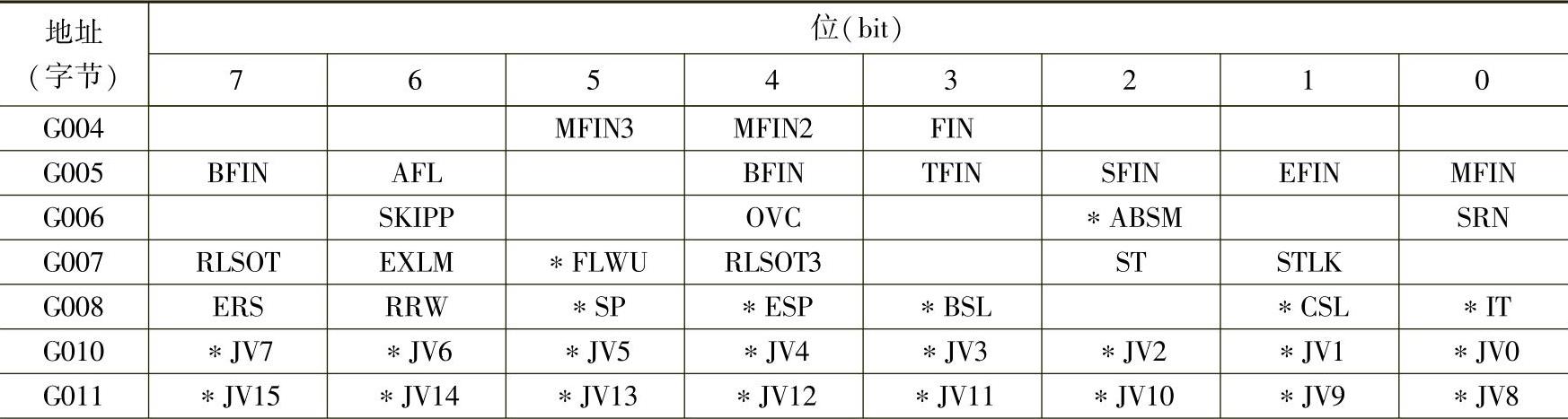
在FANUC系统上,PMC→CNC接口信号以地址G表示,信号的性质与机床侧输出Y相同,只是它不需要占用PMC的实际输出点而已。FANUC系统常用的PMC→CNC接口信号如表3-6所示,信号的说明可参见本书附录。
表3-6 常用的PMC→CNC接口信号一览表
(续)

(续)(https://www.xing528.com)

2.CNC→PMC接口信号
为了输出CNC的辅助功能指令以控制机床辅助部件的运动,并对CNC的实际工作状态进行显示、监控等,CNC需要根据加工程序的需要,向PMC发送相应的辅助指令和工作状态信息;这些信号对PMC而言,属于输入信号,对CNC而言则属于输出信号。PMC程序需要根据CNC的指令和工作状态信息,通过相关处理,向机床侧输出控制电磁执行元件动作、指示灯通断等的控制信号。
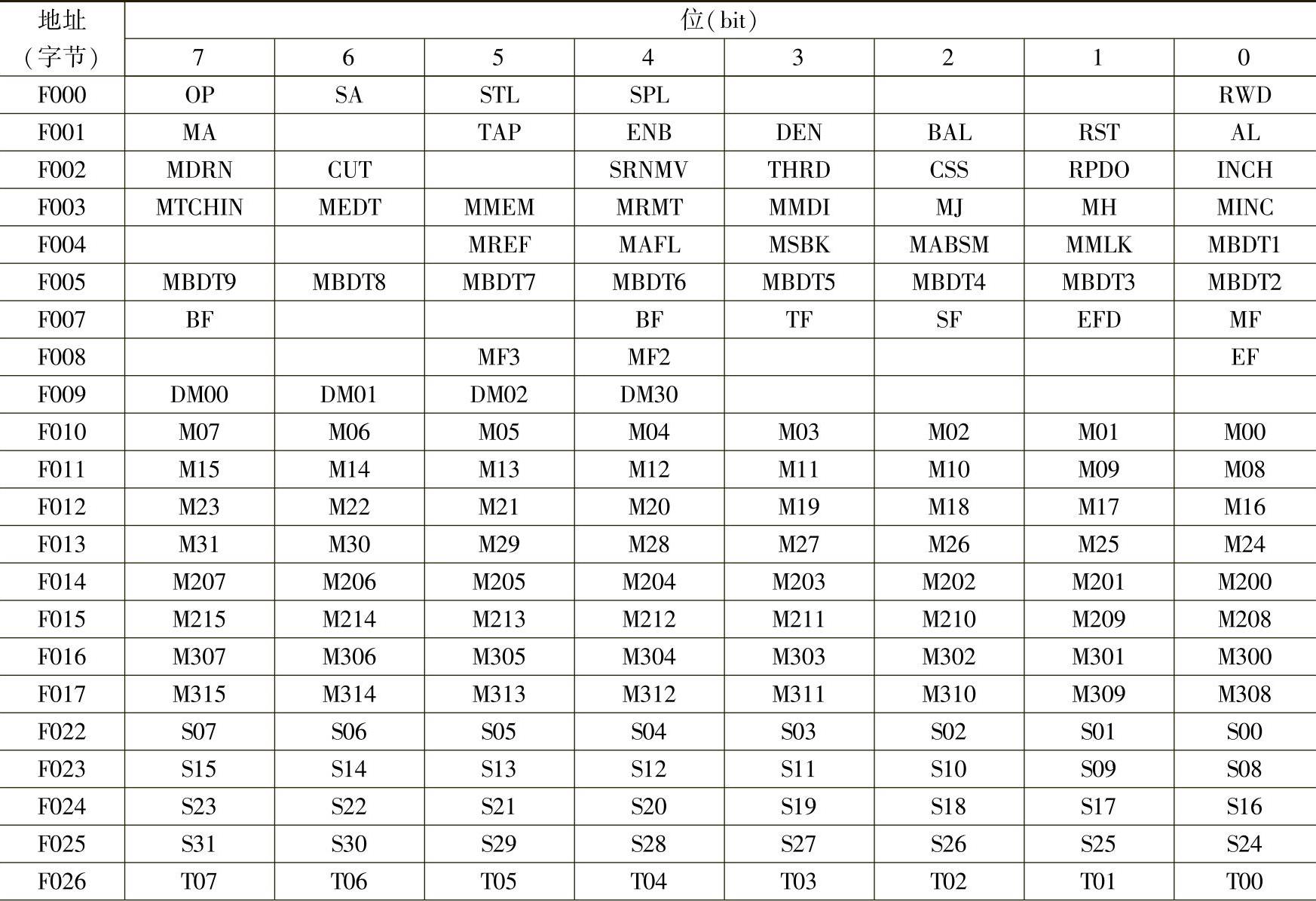
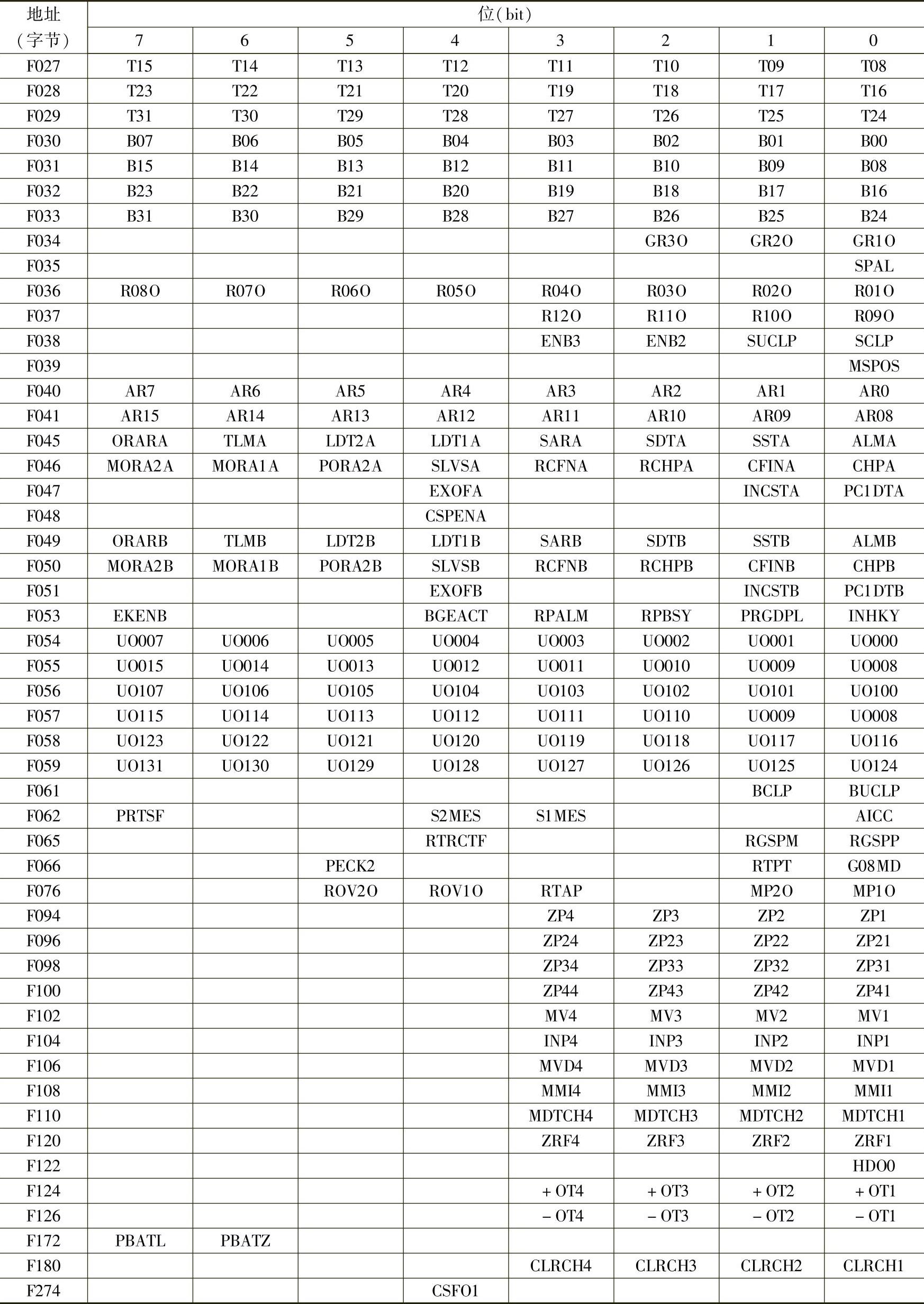
在FANUC系统上,CNC→PMC的接口信号以地址F表示,信号的性质与机床侧输出X相同,只是它不需要占用PMC的实际输入点而已。FANUC系统常用的CNC→PMC接口信号如表3-7所示,信号的说明可参见本书附录。
表3-7 常用的CNC→PMC接口信号一览表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。