



FANUC系统的坐标轴手动进给包括手动连续进给(JOG)、手动回参考点(ZRN或REF)、手动增量进给(INC)、手轮进给(HND)4种。在配套FANUC主面板的数控机床上,不同手动进给方式的操作过程如下。
1.JOG/ZRN操作
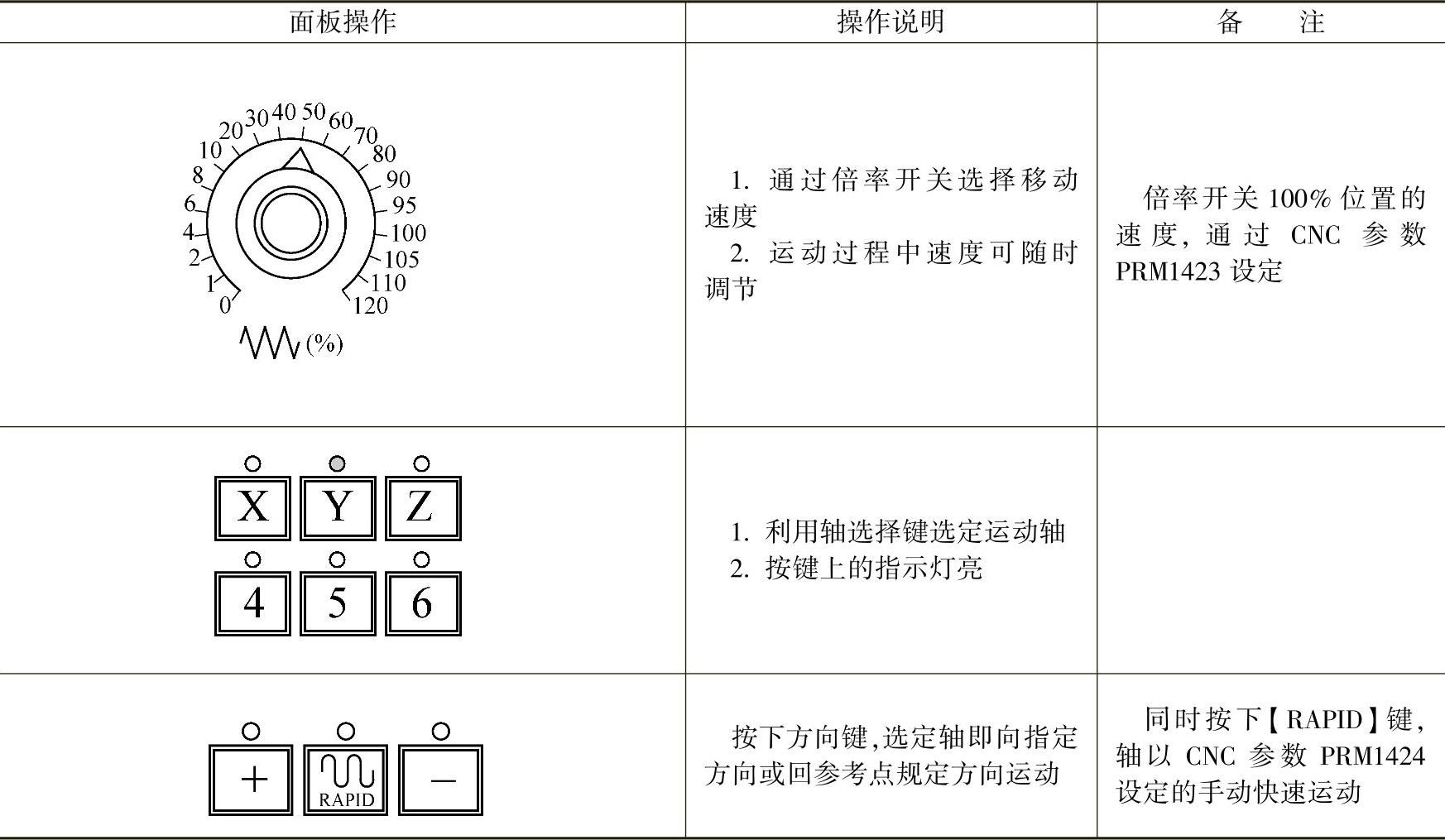
配套FANUC主面板的数控机床的JOG、ZRN操作步骤如表4-7所示。
表4-7 JOG/ZRN操作步骤

(续)
2.INC/HND操作
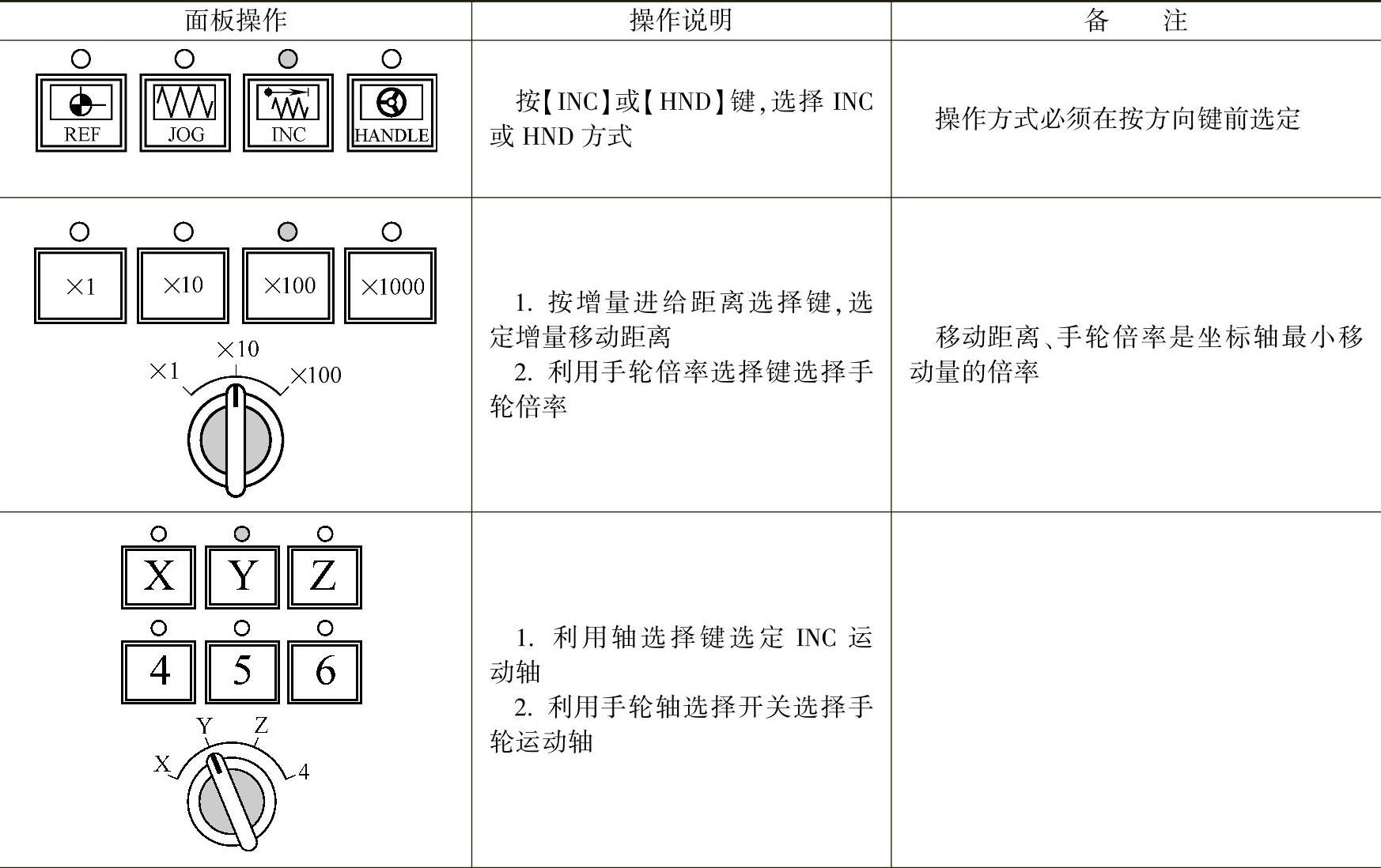
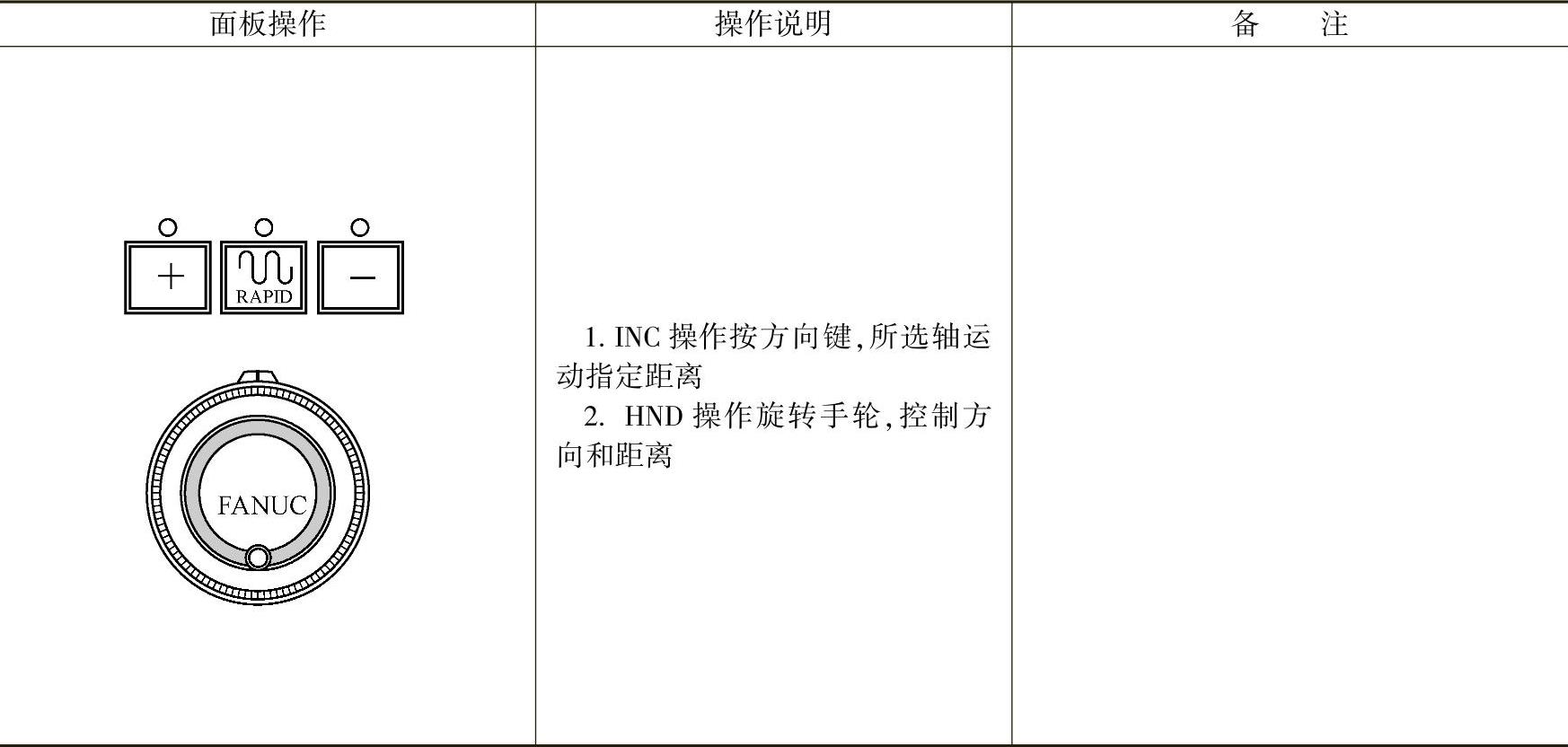
INC是利用面板按键手动定量移动坐标轴的一种方法,其运动轴、方向、移动量均可通过按键选择。HND是通过手轮控制移动距离、方向的一种方法,手轮轴、每格移动量可通过选择开关选择。INC/HND操作步骤如表4-8所示。
表4-8 INC/HND操作步骤
(续)
3.PMC地址与信号要求(https://www.xing528.com)
在配套FANUC主面板B的数控机床上,假设CNC上的PMC配置参数所设定的面板输入起始地址为m=20,输出起始地址为n=8,对照图4-7b的地址分配表,可得到手动操作按键和指示灯的PMC编程I/O地址如表4-9所示。
表4-9 手动操作按键/指示灯的I/O地址表
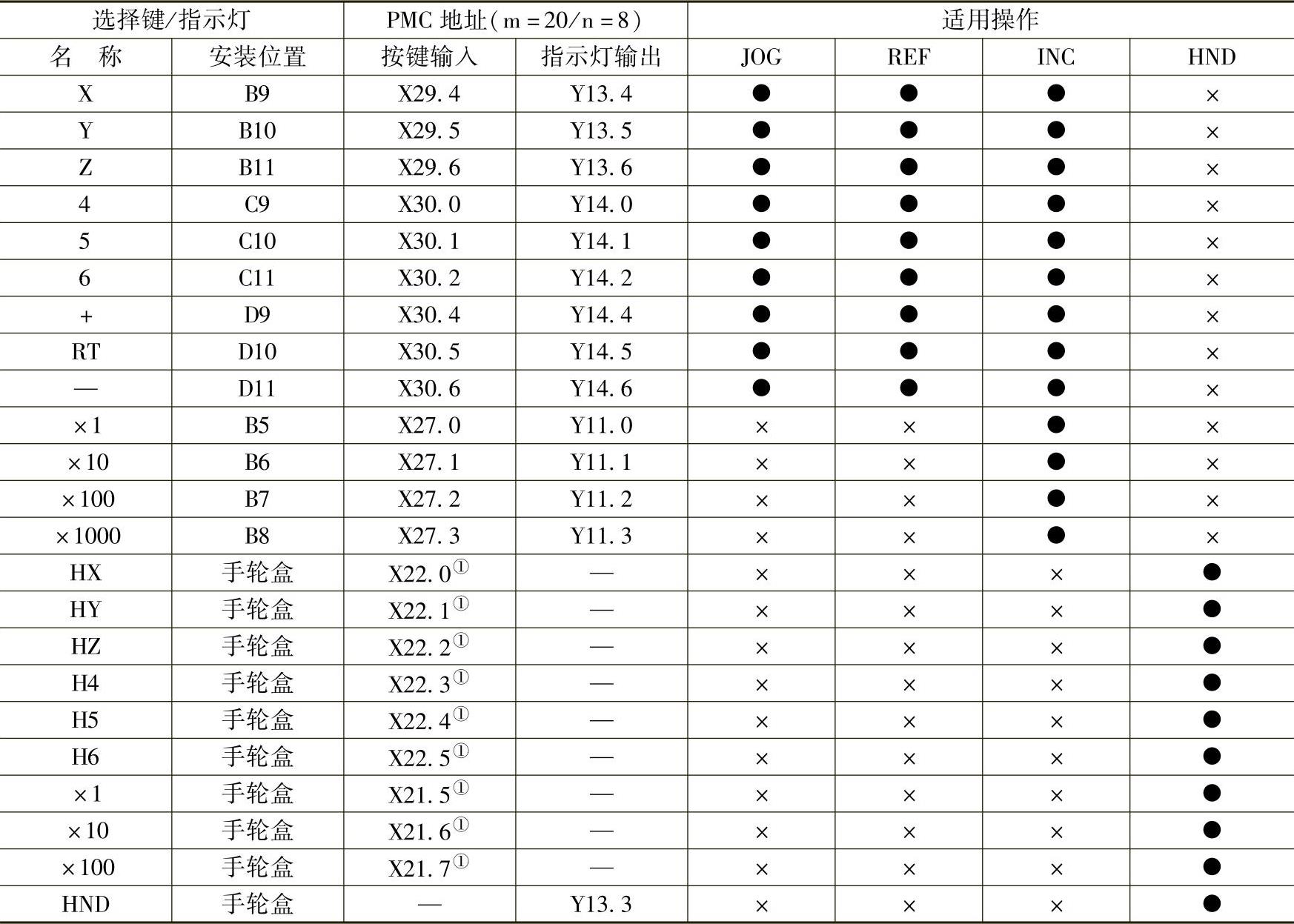
①参考地址,用户可根据需要改变。
根据第3章3.2节的PMC-CNC接口信号要求,CNC手动进给操作的坐标轴控制信号的PMC输出地址如表4-10所示。
表4-10 手动操作PMC-CNC接口地址表
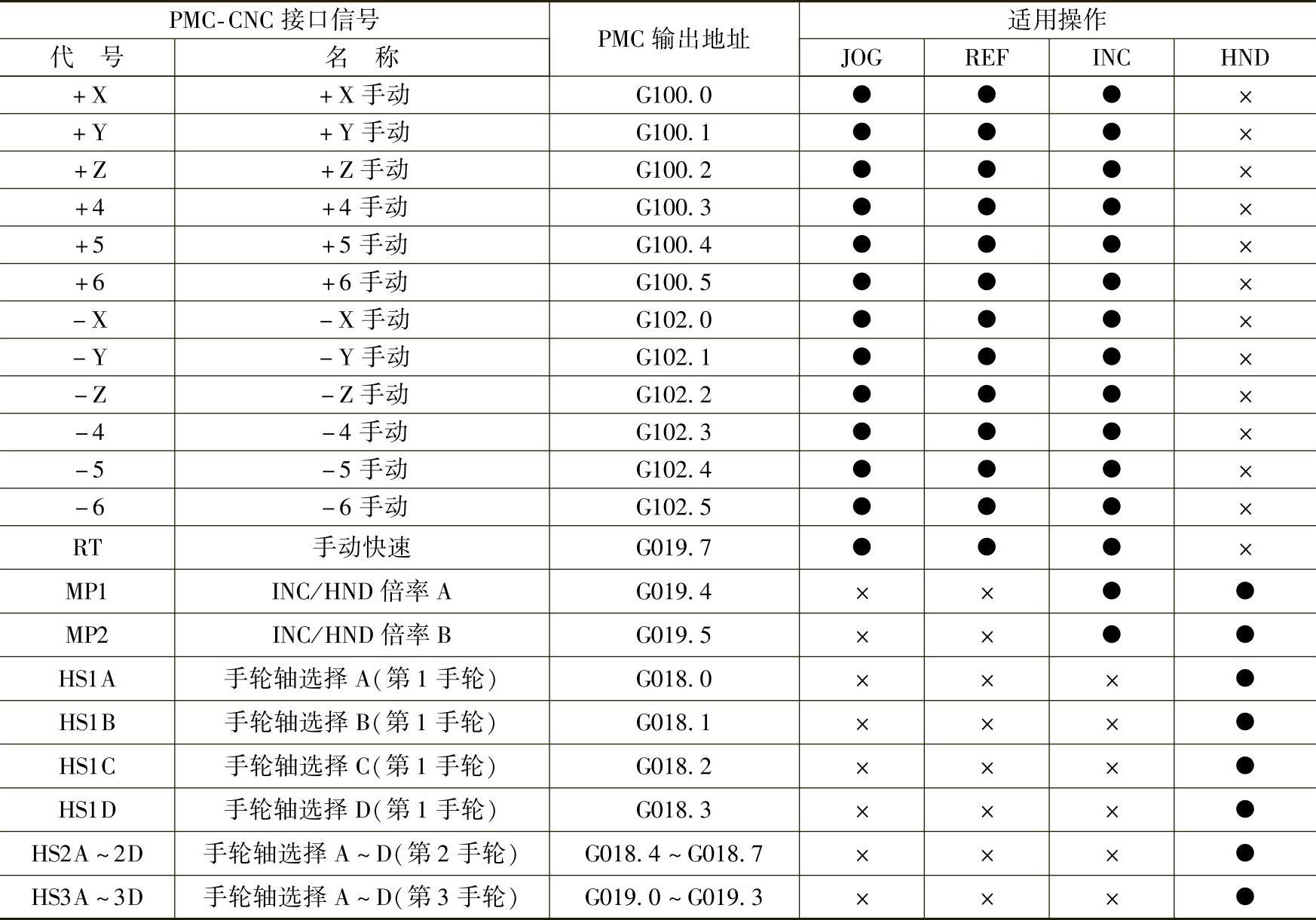
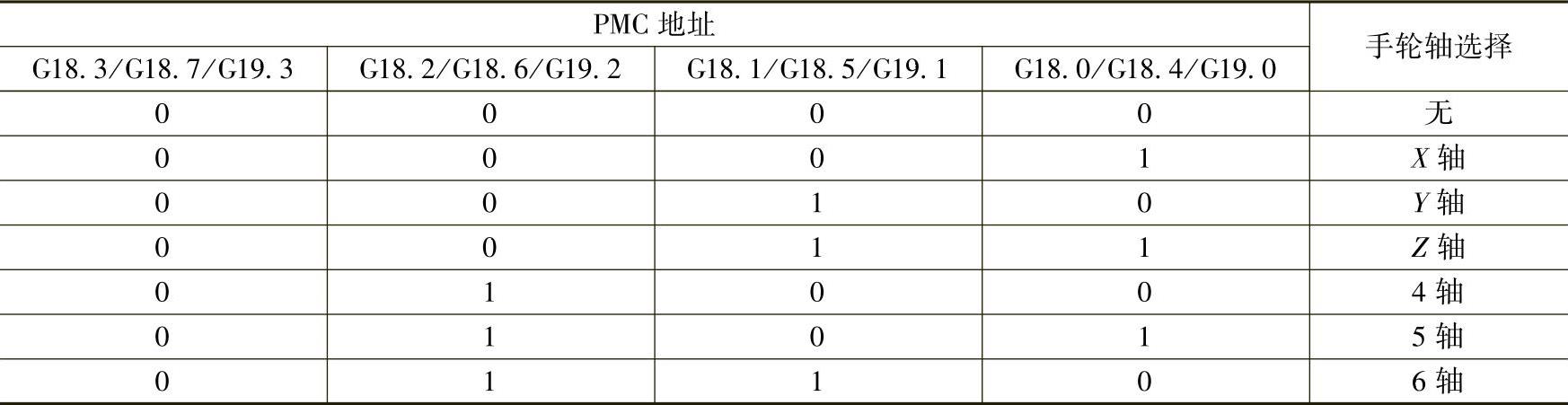
表4-10中的INC/HND倍率信号MP1/MP2、手轮轴选择信号HS1A~HS1D、HS2A~HS2D、HS3A~HS3D,在PMC程序中需要以二进制编码的形式输出到CNC。信号的编码要求分别如表4-11、表4-12所示。
表4-11 INC增量/HND倍率信号编码表

表4-12 手轮轴选择信号编码表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。