




图4-16 加工程序运行控制键
FANUC主面板的程序自动运行控制键包括CNC加工程序运行控制键及程序启停控制键,控制键及功能要求分别如下。
1.加工程序运行控制
FANUC主面板用于CNC的加工程序运行控制的按键有图4-16所示的6个,按键的作用及功能分别如下。
【SINGLE BLOCK】:单程序段运行,功能生效时,CNC可单段执行加工程序。CNC的单程序段功能由CNC操作系统自动控制,PMC程序设计时,只需要将CNC-PMC的接口信号SBK置为“1”,便可生效功能。
【BLOCK SKIP】:跳过选择程序段,功能生效时,CNC将跳过以“/”或“/n”开始的选择程序段。CNC的跳过选择程序段功能由CNC操作系统自动控制,PMC程序设计时,只需要将CNC-PMC的接口信号BDTn置为“1”,便可生效功能。
FS-0iD等CNC可根据用户需要,在操作面板上安装多个跳过选择程序段开关或按钮,利用接口信号BDT1~BDT9分别控制“/”、“/1”~“/9”程序段的跳过;但在实际机床中,一般以使用一个按钮,利用BDT1控制“/”、“/1”程序段跳过的情况居多。
【OPT STOP】:选择暂停,功能生效时,CNC执行辅助功能M01时,将进入与M00一样的程序暂停状态。
FS-0iD等CNC的选择暂停无专门的CNC-PMC接口信号,因此,作为参考方法之一,可在操作按钮选定后,利用CNC的M01代码输出,生效CNC-PMC的接口信号∗BSL,禁止启动下一程序段,以达到程序暂停的目的。
【MC LOCK】:机床锁住。机床锁住功能一般用于坐标轴行程、刀具运动轨迹的检查,功能生效时,CNC执行程序时,仅改变CNC的显示值,但机床不产生运动。CNC的机床锁住功能由CNC操作系统自动控制,PMC程序设计时,只需要将CNC-PMC的接口信号MLK置为“1”,便可禁止所有坐标轴的实际运动。如果需要,FS-0iD等CNC还可通过坐标轴独立的锁住信号MLKn(G108.0~G108.4),禁止特定坐标轴的运动,此时,应将信号MLK置“0”、MLKn置“1”。
【RESTART】:重新启动。程序段的重新启动通常用于程序的中间位置启动,当加工时由于刀具破损等原因,导致加工的中断时,就需要进行刀具的更换等操作;刀具更换结束后,为了避免重复加工,程序需要从中间位置启动。程序的中间位置启动时,需要有与程序完整执行同样的模态G、M、B等代码状态,因此,必须对启动程序段前的程序段进行模拟运行。程序重新启动功能由CNC操作系统自动控制,PMC程序设计时,只需要将CNC-PMC的接口信号SRN置为“1”,便可执行重新启动功能,使得程序从指定位置开始运行。
【DRY RUN】:试运行。试运行(亦称空运行)功能用于程序的检查,功能生效时,CNC可用JOG进给速度,代替程序中的进给速度F代码,以便随时控制、调节并提高刀具的运动速度,加速程序检查过程。试运行功能由CNC操作系统自动控制,PMC程序设计时,只需要将CNC-PMC的接口信号DRN置为“1”,便可执行试运行功能。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-17 加工程序启停控制键
2.加工程序启停控制
FANUC主面板用于CNC加工程序启停控制的按键有图4-17所示的3个,按键的作用及功能如下。
【CYCLE STOP】:循环停止。循环停止习惯上称为进给保持(F.HOLD),功能生效时,CNC将停止程序的自动执行、进入暂停状态。对于一般的加工,循环停止一旦生效,坐标轴将立即减速停止;但是,对于螺纹切削加工、攻螺纹等特殊的固定循环指令,原则上需要执行完加工程序指令后,才能进入循环停止状态。循环停止后,CNC的加工程序可通过循环启动键重新启动。
【CYCLE START】:循环启动。功能生效时,CNC将自动执行加工程序,或者,重新启动被循环停止键【CYCLE STOP】、程序停止键【PRG STOP】所中断的加工程序。加工程序的执行过程,可通过单程序段、试运行等程序运行键控制。
【PRG STOP】:程序停止。由于理解上的差异,该键在不同数控机床上的功能可能有所不同。作为通常的做法,一般可将【PRG STOP】键视作与加工程序中的程序停止指令M00具有相同的功能,因此,当功能生效时,CNC可在现行加工程序段执行完成后,进入暂停状态,以区别【CYCLE STOP】键。
3.PMC信号与地址
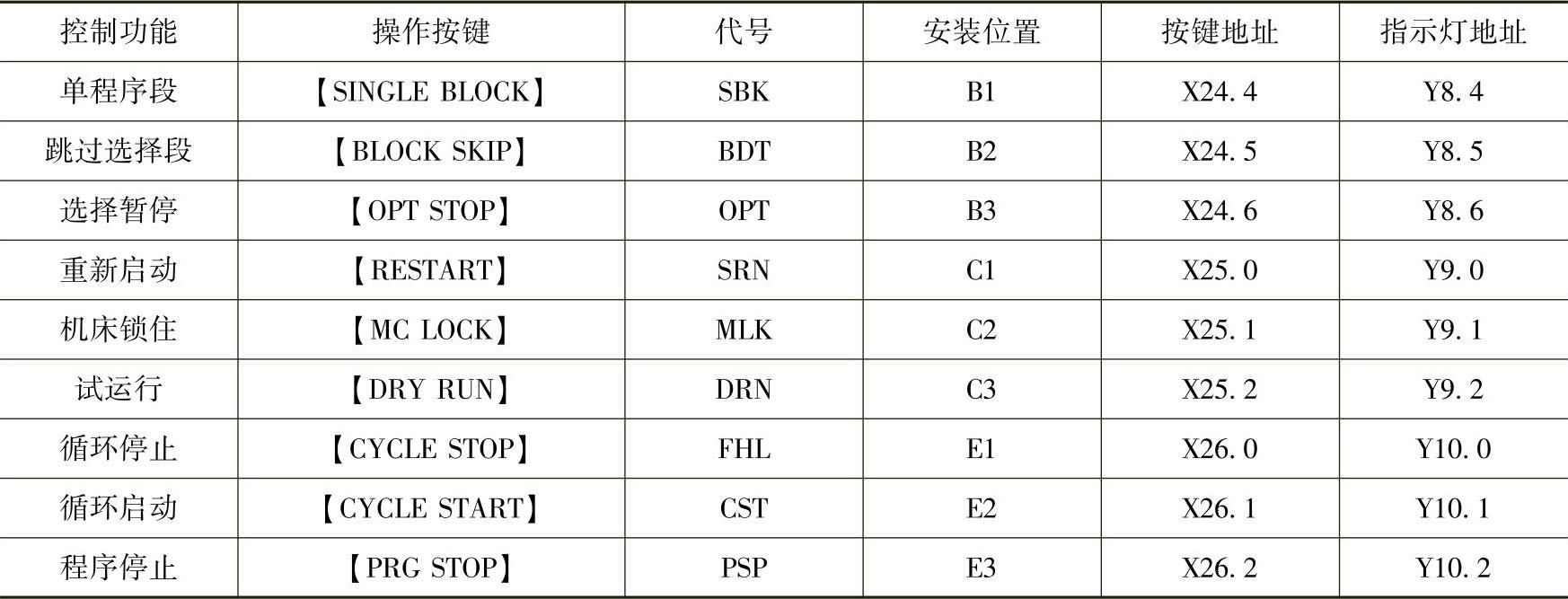
以上控制按键、指示灯信号,在主面板的输入起始地址设定为m=20,输出起始地址设定为n=8时,其PMC编程的I/O地址如表4-13所示。
表4-13 加工程序运行控制信号I/O地址
实现以上CNC加工程序运行及启停控制功能的PMC控制信号及CNC的工作状态信号如表4-14所示。
表4-14 加工程序运行控制PMC信号及CNC信号

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。