



1.进给速度倍率转换
FANUC子面板的进给速度倍率开关同时用于手动进给速度、切削进给速度和快速进给速度倍率的调节,因此,PMC程序需要将开关输入转换为∗JV15~∗JV0、∗FV7~∗FV0和ROV7/∗ROV6~∗ROV0信号。实现进给速度倍率信号转换的典型PMC程序如图4-23所示,程序说明如下。
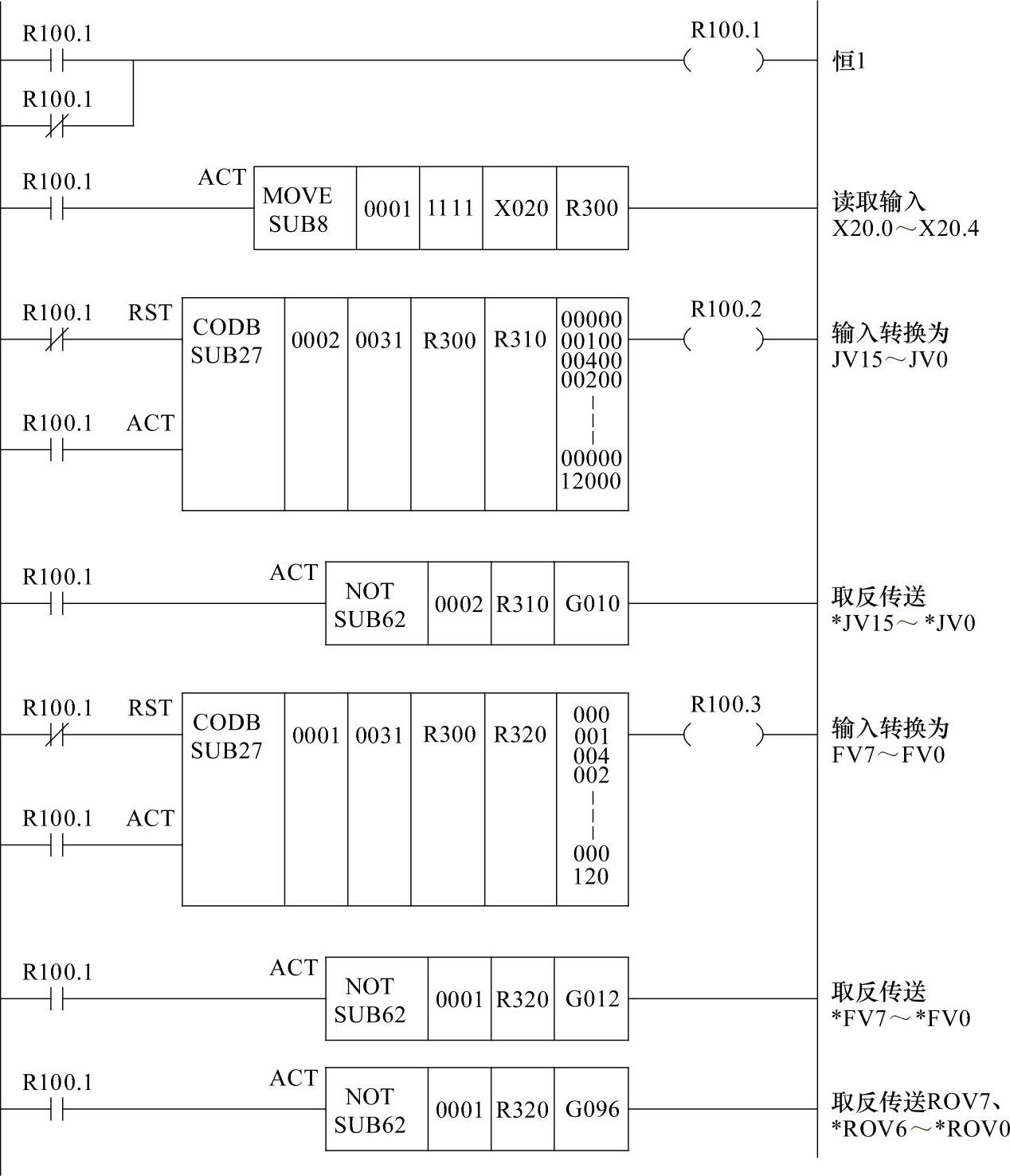
图4-23 进给速度倍率信号转换程序
1)程序的第1段是在R100.1上生成恒“1”状态的典型程序,有关内容可参见第2章2.2.3节。
2)程序的第2段用于倍率开关有效输入信号的读取。由于PMC的输入字节X20中,只有X20.4~X20.0为倍率开关的有效输入,故需要通过PMC的字节逻辑“位与”运算指令MOVE(SUB8,亦称数据移动指令),读取有效输入位,并将其保存到数据转换指令的输入数据(地址)存储器R300上。
执行程序中的MOVE指令,可使输入字节X20的高4位和低4位信号输入,分别和“0001”、“1111”进行逻辑“位与”运算;因此,执行指令后,R300.7~R300.5的状态将为“0”,而R300.4~R300.0的状态则与输入X20.4~X20.0一致。
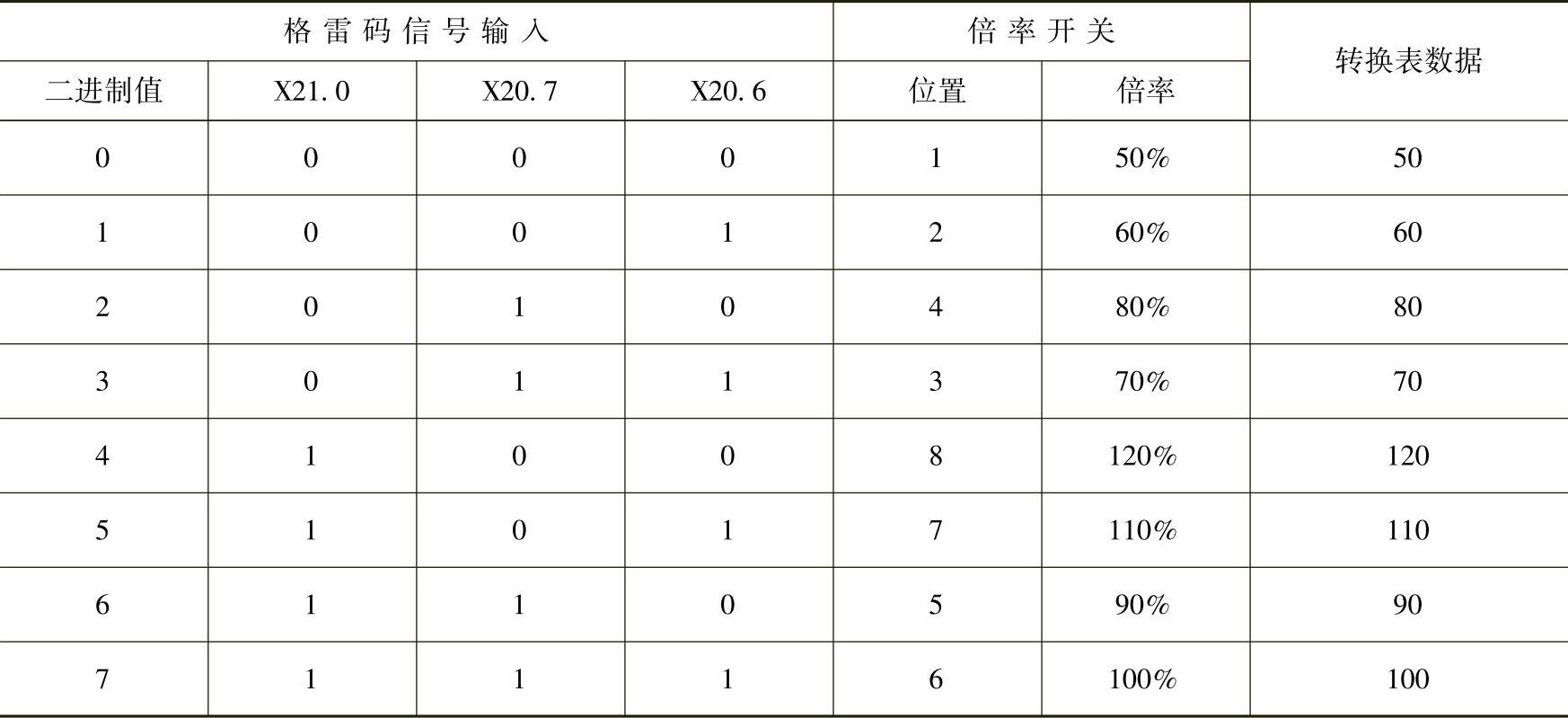
3)程序的第3段用于倍率开关的信号编码转换,执行指令CODB,将以R300的二进制输入状态为地址,依次读出数据表中的对应数据;并将这一数据以二进制的格式,保存到2字节内部继电器R311/R310上。因此,指令中的数据表数据,应根据表4-16,按格雷码所对应的二进制值依次排列,并将地址16~23、28、29对应的数据设为“0”。
4)程序的第4段用于∗JV15~∗JV0信号输出,由于CNC出厂默认的∗JV15~∗JV0为负逻辑,故需要通过2字节逻辑“位非”运算指令NOT(SUB62),将转换结果存储器R311/R310的内容取反,然后输出到CNC接口信号G011/G010上。
5)程序的第5、6段用于∗FV7~∗FV0信号的转换与输出,其作用与第3、4段相同,但其转换数据的字长为1字节,数值应按照表4-16中FVi栏的要求输入。数据转换结果存储器为R320,CNC接口信号为G012。(https://www.xing528.com)
6)程序的第7段用于ROV7、∗ROV6~∗ROV0信号的输出。由于FVi转换数据表中的数值范围为1~120,它对应的二进制值范围为00000001~01111000;故其转换结果存储器R320的最高位R320.7总是为0,取反后则为1,因此,也可直接将FV7~FV0的转换结果,作为快速进给速度倍率的倍率信号,然后输出到CNC接口信号G096上。
2.主轴转速倍率转换
子面板的主轴转速倍率调节开关输入为表4-2中的6位格雷码信号,其中的Xm+1.2为奇偶校验位;X m+1.1和X m+1.3实际不使用,因此,编程时只需要将Xm+0.6、Xm+0.7、Xm+1.0这3位输入转换为CNC的主轴转速倍率调节信号SOV7~SOV0。
与进给速度倍率调节开关一样,当主面板的PMC输入起始地址设定为m=20时,如将主轴转速倍率开关输入的格雷码信号,按二进制值大小重新排序,便可得到表4-17所示的主轴转速倍率信号SOV7~SOV0的转换表。
表4-17 主轴转速倍率信号转换表
实现主轴转速倍率调节信号SOV7~SOV0转换的典型PMC程序如图4-24所示。程序的设计思想与进给速度倍率调节程序相同,但由于主轴转速倍率调节信号SOV7~SOV0使用的是正逻辑输入,因此,数据转换结果可直接输出到CNC接口信号G030上,无须使用中间结果寄存器及进行“位非”运算等处理。
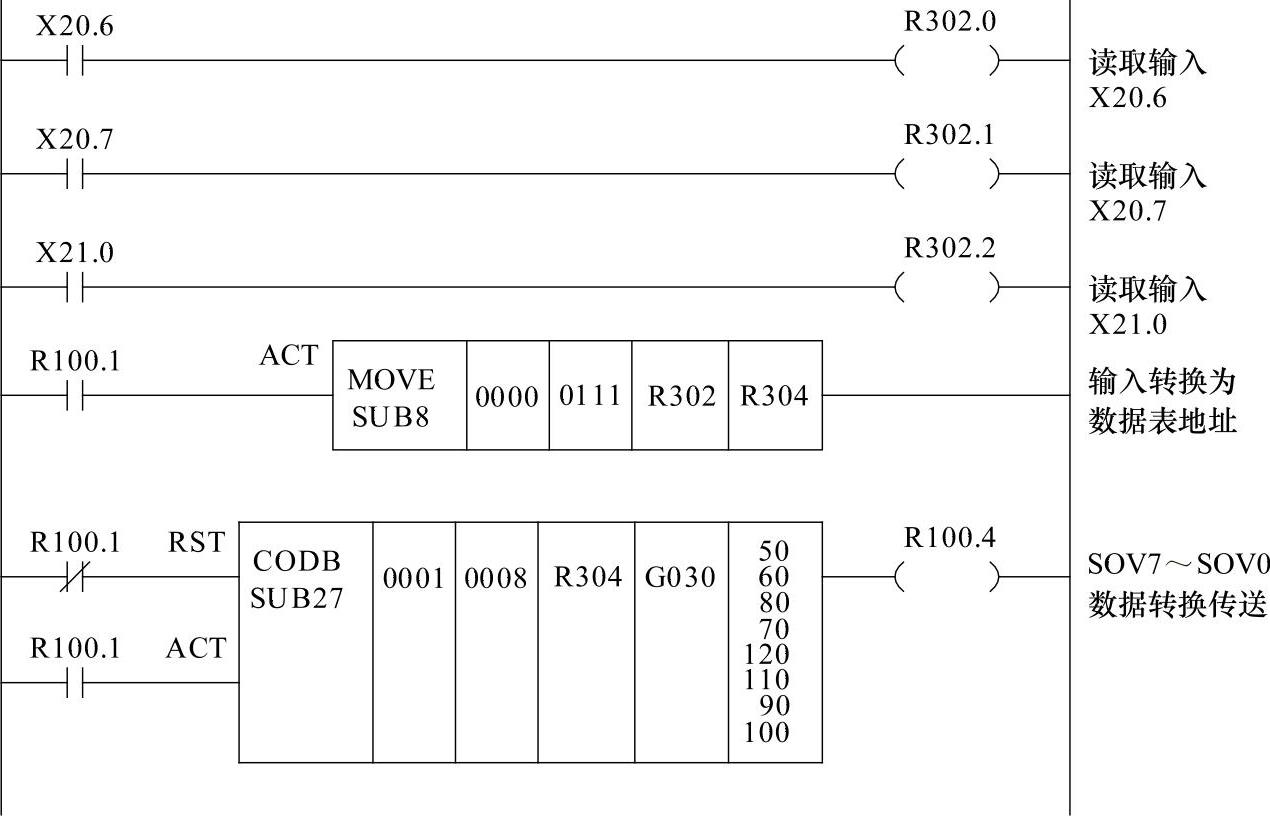
图4-24 主轴转速倍率信号转换程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。