



1.面板设计
FANUC主面板、子面板可以通过I/O-Link总线与PMC进行直接连接,其结构紧凑、外形美观、使用方便、器件质量好、可靠性高,但价格相对较贵。因此,对于大批量生产的产品,机床生产厂家经常自行设计、制造机床操作面板;或者,使用专业厂家仿照FANUC布局设计的机床操作面板;此类面板简称“用户面板”
图4-25为一种仿照FANUC主操作面板布局设计的用户机床操作面板和悬挂式手轮操作盒示例,该操作面板由机床生产厂家根据机床的实际要求设计,并委托专业生产厂家批量制作。机床操作面板基本沿袭了FANUC面板的布局形式,其功能可替代FANUC主面板和子面板的大部分常用按键、开关和指示灯,故在国产机床中的用量较大。但是,如前所述,用户自行设计的机床操作面板无I/O-Link总线接口,它不能直接与PMC的总线连接,使用时必须选配FANUC操作面板I/O或0i-I/O等I/O单元。
图4-25所示的操作面板布置有机床急停(EMERGENCY STOP)和机床启动(MA-CHINE ON)按钮;这两个按钮需要通过独立的连接电缆,与机床的强电控制回路进行连接。出于操作、维修、可靠性等方面的考虑,机床正常工作时最常用的循环启动(C.START)、进给保持(F.HOLD)按钮及带钥匙的存储器保护(EDIT ON)、防护门保护解除(DR CANCEL)旋钮,采用了独立按钮;其他操作键均为带LED指示的标准按键。面板上的主轴倍率(SP%)、进给倍率(F%)、快速倍率(G00%)调节及CNC操作方式选择开关,均采用了传统二进制编码的波段开关。
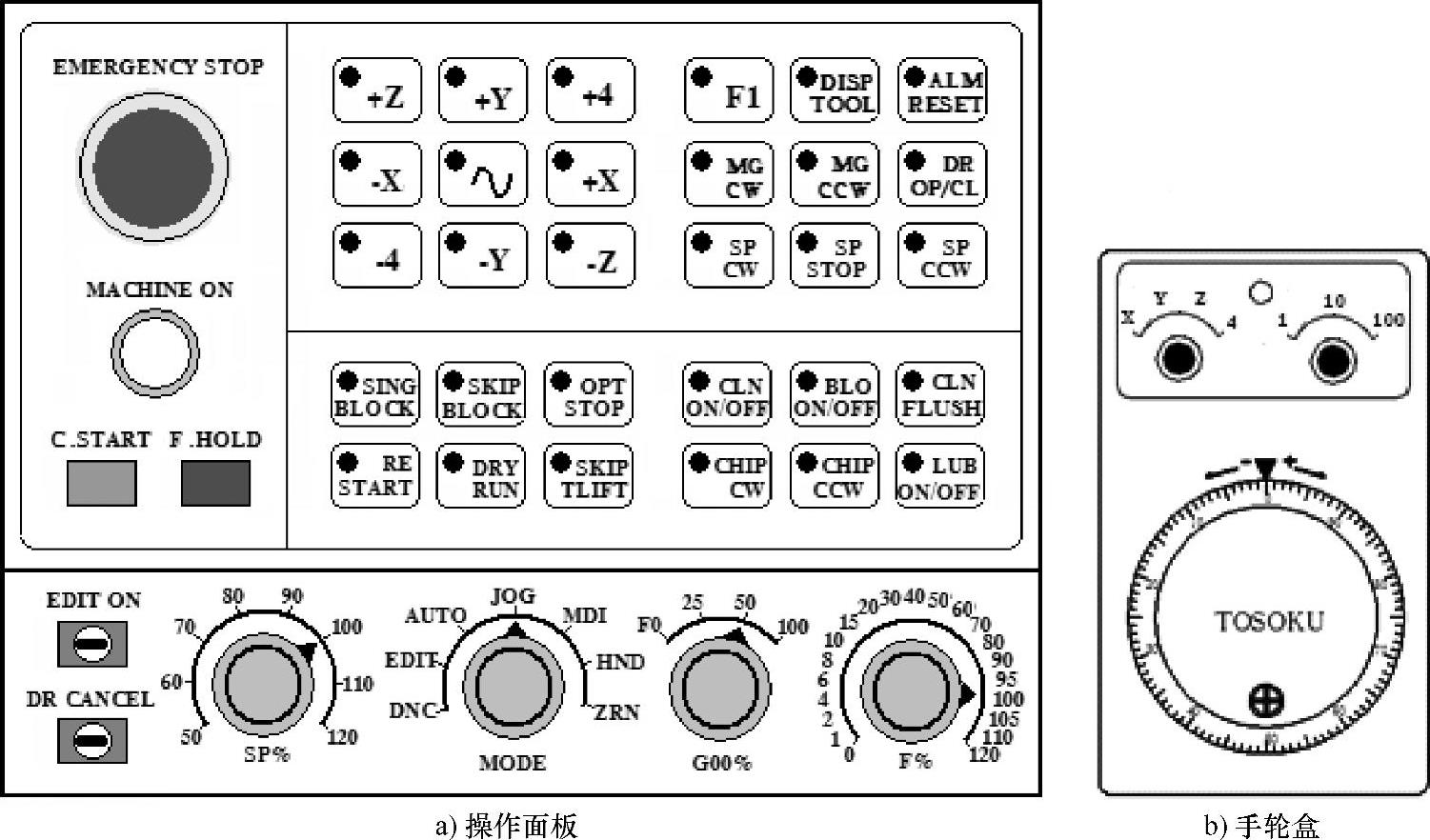
图4-25 用户操作面板和手轮盒示例
为了安装薄膜按键和便于面板的安装、连接和维修,操作面板的背面带有印制电路板,薄膜按键直接安装在印制板上;按钮、波段开关等则通过印制板上的连接器进行连接。此外,为了简化接线,印制板上还设计有面板与0i-I/O单元直接连接的连接器CB104、CB107,及连接手轮盒的过渡连接器。
2.结构特点
该用户面板的结构特点,以及它与FANUC主面板、子面板在PMC程序设计时的主要区别如下。
1)操作方式选择。面板上的操作方式选择采用了传统的二进制编码波段开关,取代FANUC主面板的按键操作。该开关为8个位置的3位二进制编码信号输出。(https://www.xing528.com)
2)坐标轴手动操作。机床的坐标轴手动操作采用了独立的【+X】、【-X】、【+Y】、【-Y】、【+Z】、【-Z】、【+4】、【-4】手动操作键,以取代FANUC主面板的【X】、【Y】、【Z】、【4】等坐标轴选择键和【+】、【-】键,手动操作可直接进行。
3)进给倍率和快速进给倍率调节。面板上的进给倍率(F%)调节开关,选择了传统的二进制编码波段开关,该开关为21个位置的5位二进制编码信号输出;机床的快速倍率调节采用单独的二进制编码波段开关,该开关为4个位置的2位二进制编码信号输出,可进行4级传统的F0、25%、50%、100%快速调整。
4)主轴倍率调节。面板上的主轴倍率(SP%)选择了传统的二进制编码波段开关,该开关为8个位置的3位二进制编码信号输出。
5)手轮盒。手轮盒上的手轮轴选择开关为4位置独立信号输出;手轮每格移动量选择为3位置独立信号输出。
此外,该面板还根据机床的实际功能需要,有选择地使用了FANUC主面板的单程序段【SINGLE BLOCK】、跳过选择程序段【SKIP BLOCK】、程序段选择停止【OPT STOP】、程序重新启动【RESTART】、试运行【DRY RUN】以及循环启动【C.START】、进给保持【F.HOLD】等加工程序运行控制功能。在此基础上,还根据实际需要,增加了刀具寿命管理跳过【SKIP TLIFT】、刀具表显示【DISP TOOL】、报警清除【ALM RESET】、刀库正/反转【MG CW】/【MG CCW】等机床操作键。
3.PMC地址
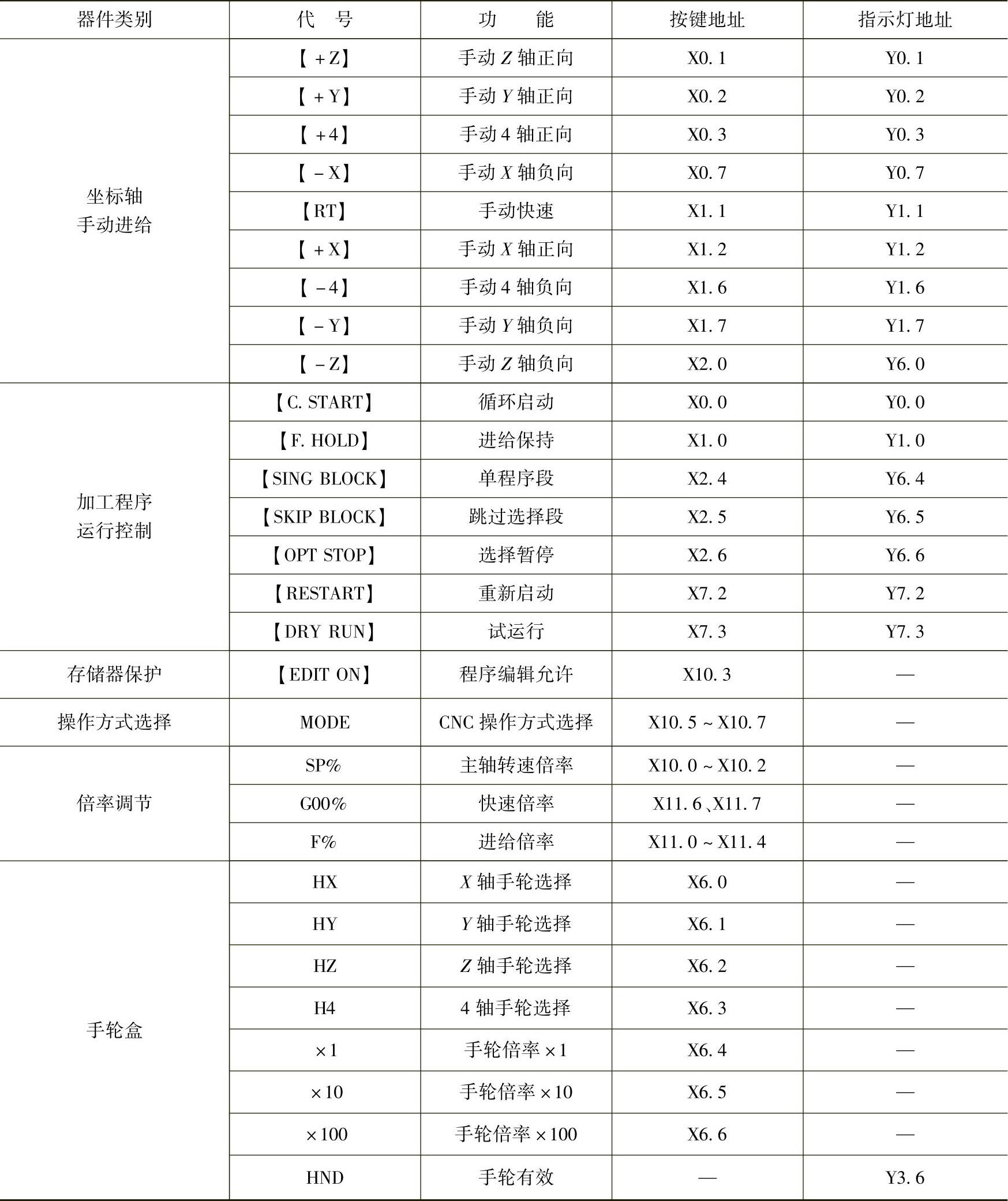
以上用户面板与CNC操作相关的操作器件的PMC-I/O地址如表4-18所示。
表4-18 用户面板I/O地址表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。