



1.基本说明
采用机械联动凸轮驱动的自动换刀装置具有结构紧凑、换刀快捷、控制容易等优点,但它对刀库和主轴的相对位置有规定,机械安装、调整要求较高;长期使用时,凸轮机构的间隙、磨损等也将直接影响到换刀动作的准确性和可靠性,故多用于中小型工作台移动的通用型加工中心。
液压(或气动)系统控制的机械手换刀是加工中心自动换刀装置的传统形式,它具有适用面广、结构设计灵活、动作可靠、安装调整方便等诸多优点,几乎可满足任何形式的加工中心换刀控制要求,因此,至今仍有较广泛的使用。
液压(或气动)机械手换刀装置的形式众多、结构各异。虽然用于中小型加工中心的液压(或气动)机械手换刀装置,也有专业生产厂家将其作为通用部件生产,但此类产品的结构及换刀动作大多类似于机械凸轮联动换刀装置,它只是以液压油缸(或气缸)代替凸轮联动机构,进行机械手回转和刀臂伸缩运动控制而已;在部分产品上,有时还采用机械凸轮和液压(或气动)复合驱动的方式,控制机械手换刀动作。因此,其自动换刀的基本动作及控制要求与机械凸轮联动换刀装置类似,本书不再对此进行专门说明。
液压机械手换刀装置的结构复杂、生产制造成本较高,在大、中型卧式或龙门式加工中心上应用较为广泛。一般而言,卧式或龙门式加工中心是用于大、中型零件加工的设备,机床的适用面广、切削能力强,要求刀库具有较大的容量,并能够进行大型刀具的自动交换,因此需要采用布置灵活、动作可靠、安装调整方便的液压机械手换刀装置。
卧式或龙门式加工中心的结构差异较大,机床的自动换刀系统通常由机床生产厂家自行设计制造,因此,不同机床的自动换刀的实现形式、自动换刀装置的机械结构及刀库的安装方式等均有较大的不同。
图6-27为中型卧式加工中心使用较为广泛的常见结构。为了简化自动换刀装置结构,机床一般采用图6-27a所示的刀库与主轴平行布置的方式;刀库上的刀具手动装卸可在图6-27b所示的侧面进行;刀具交换时机械手只需要进行图6-27c所示的90°回转抓刀、刀臂伸出卸刀、机械手180°回转刀具交换、刀臂缩回装刀及主轴上的刀具夹紧/松开等基本动作。
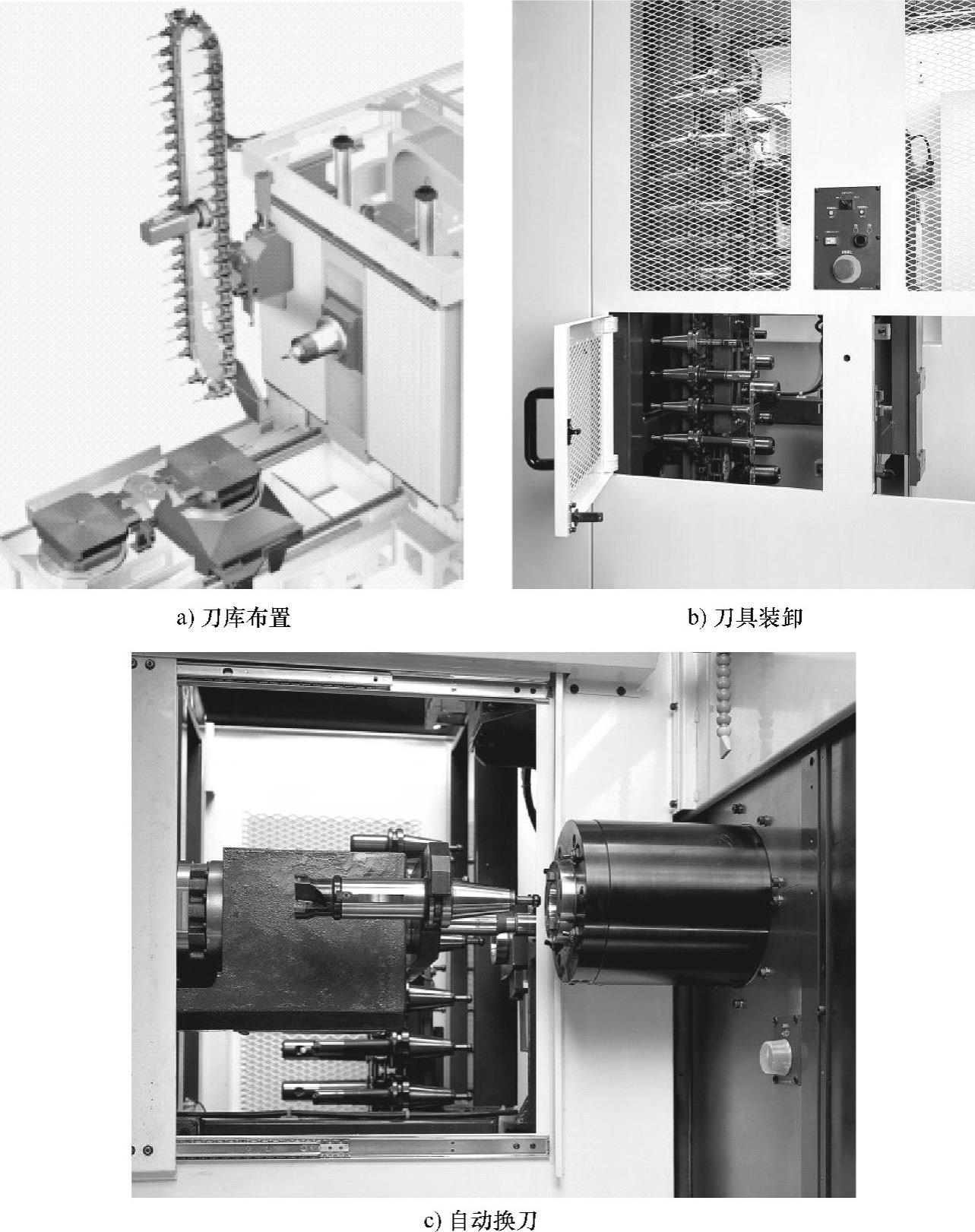
图6-27 中型卧式加工中心的换刀示例
大型卧式加工中心使用的刀具众多,机床一般采用立柱移动或箱体移动式结构,故刀库安装位置通常远离主轴,自动换刀时,机械手不仅需要有抓刀、升缩、180°回转交换等基本动作,而且还需要进行图6-28a所示的机械手的翻转,或图6-28b所示的机械手移位等动作,才能进行刀库侧和主轴侧的刀具装卸,其换刀动作更为复杂。
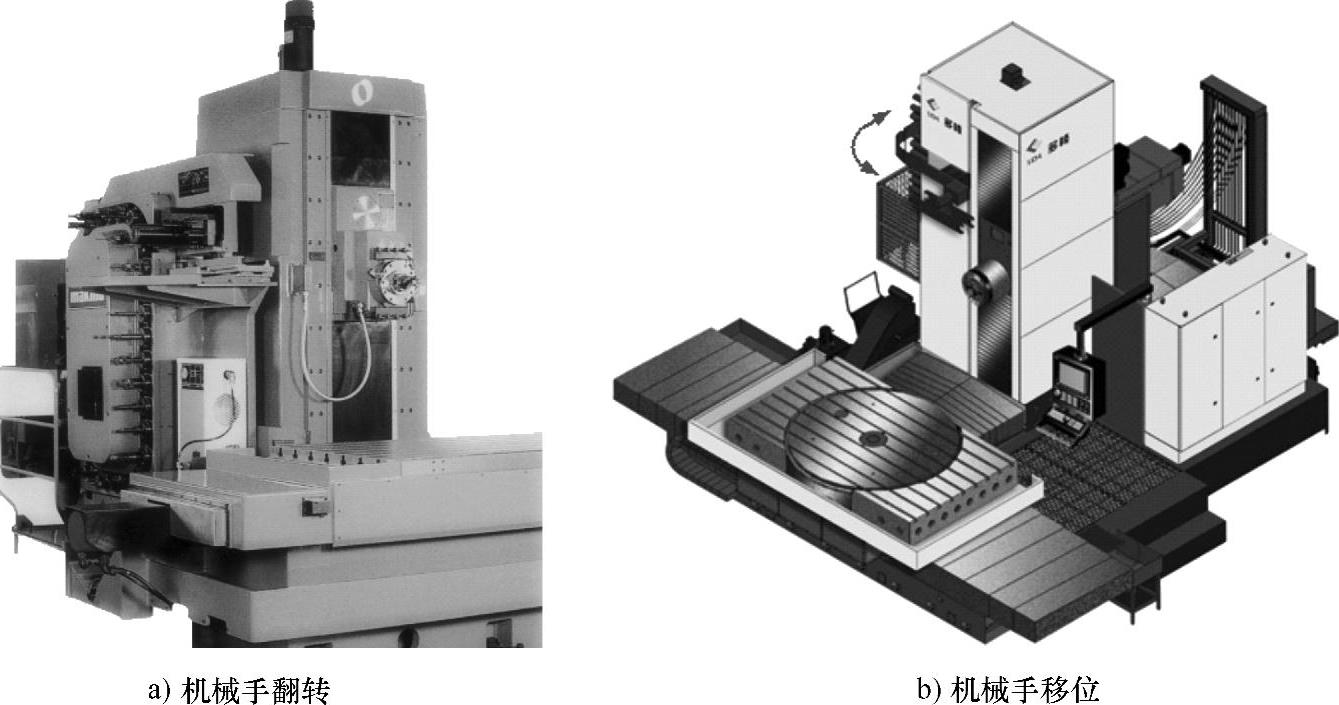
图6-28 大型卧式加工中心的换刀示例
2.刀库回转系统
大中型加工中心的刀库体积大,安装的刀具数量多、重量重,刀库一般需要采用链轮传动系统,驱动电动机通过蜗轮/蜗杆等大比例减速器减速后,驱动链轮、带动刀库回转。图6-29为链传动刀库示例。
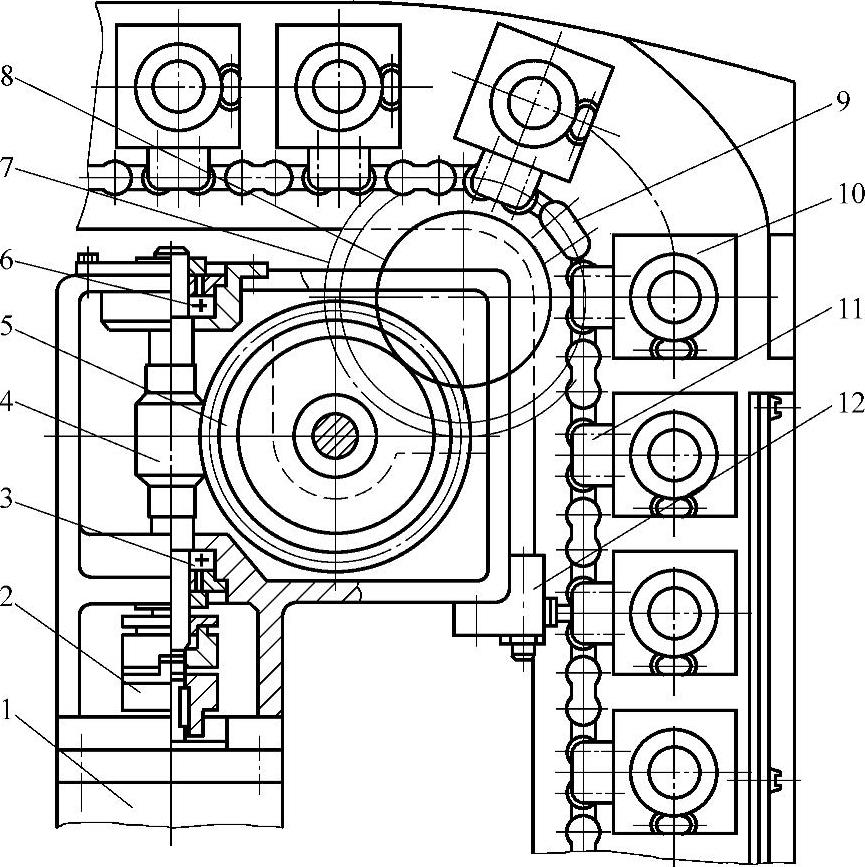
图6-29 链轮传动系统
1—电动机 2—联轴器 3—前轴承 4—蜗杆 5—蜗轮 6—后轴承 7—链轮 8—齿轮 9—链条 10—刀座 11—连接板 12—张紧装置(https://www.xing528.com)
图中的刀库回转电动机1通过联轴器2和蜗杆4连接,蜗轮5和链轮7上安装有同轴齿轮,蜗轮通过齿轮带动链轮旋转。刀座10安装在导向轨上,它可通过连接板11和链条9带动回转,刀座的尾部带有弹簧夹紧装置(图中未画出),可夹紧刀柄上的拉钉,防止刀具脱落。张紧机构12用于链条张紧。
链传动的刀库不能实现刚性定位,为保证换刀的可靠,刀库一般都需要有机械插销定位装置,对换刀位的刀座进行刚性定位,确保定位可靠;此外,由于刀库安装的刀具数量多、规格大,刀库回转运动部件的质量和惯性很大,为保证运动平稳、定位准确,刀库回转电动机一般需要通过变频器等调速装置,输出高速回转和减速定速两种转速。
3.机械手换刀动作
虽然液压机械手换刀装置的结构形式众多,换刀动作有所区别,但PMC程序设计的基本思路相同。以图6-27所示的中型卧式加工中心常见的液压机械手换刀装置为例,自动换刀时的机械手基本动作一般如图6-30所示。
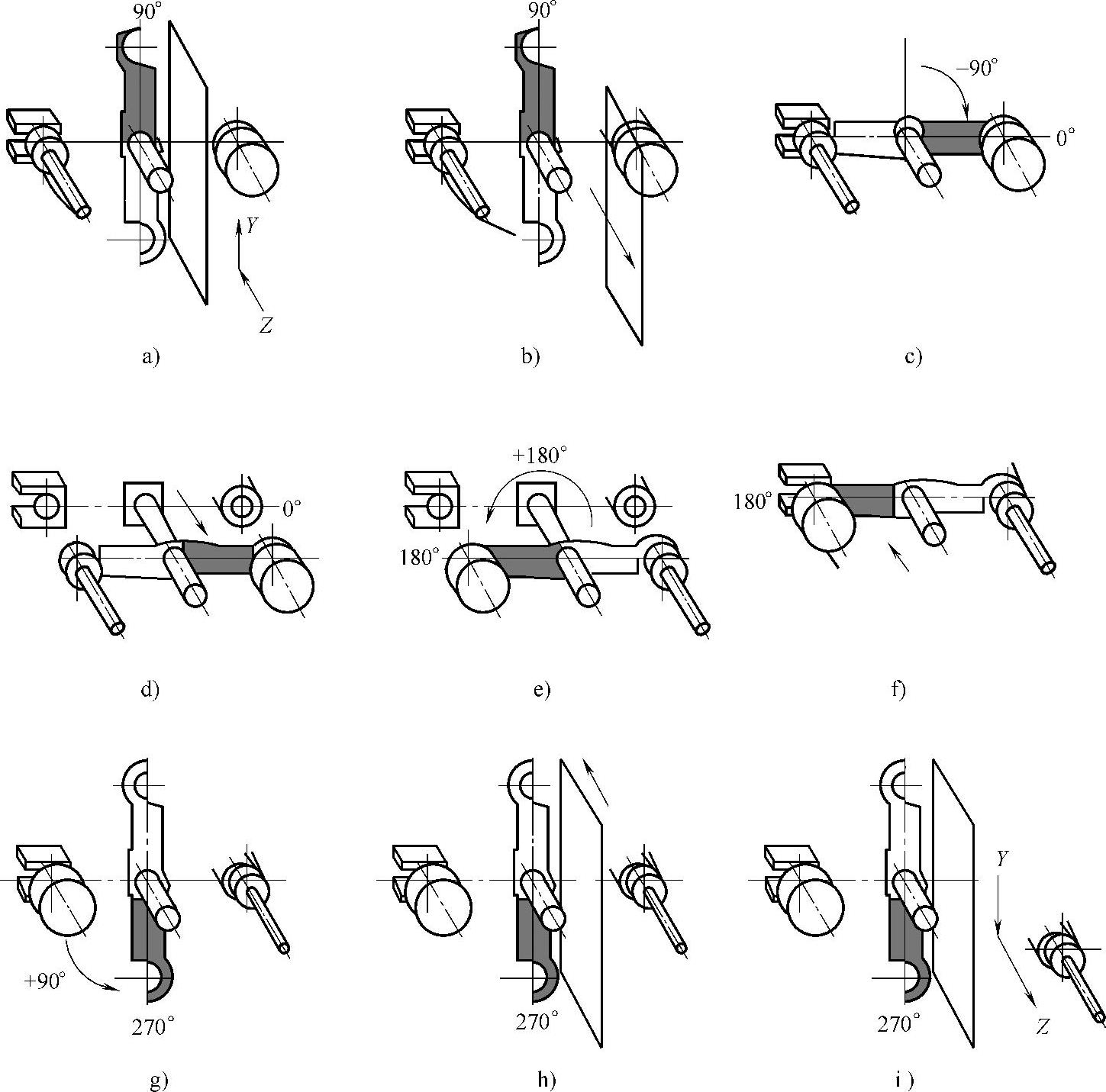
图6-30 液压机械手换刀的基本动作
图6-30a所示为换刀准备。在换刀前,机械手处于90°、缩回的初始位置,刀库需要完成刀具预选,将需更换的刀具回转到刀库的换刀位上;同时,主轴应完成定向准停、Y/Z轴需要移动到换刀位置。
图6-30b所示为打开防护门。卧式加工中心的刀库和加工区域间通常有隔离防护门,以防止冷却液、铁屑进入刀库,自动换刀开始时,一般需要先打开防护门。
图6-30c所示为抓刀。防护门打开后,机械手在液压系统的驱动下,顺时针回转90°、到达0°位置,使得两侧手爪分别夹住主轴和刀库上的刀具;完成后,松开主轴上的刀具。
图6-30d所示为卸刀。主轴上刀具松开后,机械手前伸,使主轴和刀库上的刀具分别从主轴锥孔和刀库刀套中取出。
图6-30e所示为交换。机械手伸出到位后,逆时针回转180°,到达180°位置,进行主轴侧和刀库侧的刀具互换。
图6-30f所示为装刀。回转到位后,机械手缩回,将交换后的刀具分别装入主轴锥孔和刀库刀套中;完成后,夹紧主轴上的刀具。
图6-30g所示为机械手返回。主轴刀具夹紧后,机械手逆时针回转90°,到达270°位置,完成机械手换刀动作。由于机械手两侧的结构完全对称,因此,270°位置和90°初始位置相同,可直接进行下一刀具的更换。
图6-30h所示为结束换刀。机械手换刀完成后,关闭刀库防护门、180°回转油缸复位。
图6-30i所示为重新加工。防护门关闭后,Y、Z轴离开换刀位置、主轴旋转进行零件加工;同时,刀库可进行下一把刀具的预选,为下次换刀做好准备。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。