



1.程序设计要求
CNC选择模拟主轴控制功能,主轴驱动器可由用户自由选择,如采用通用变频器、模拟量输入控制的交流主轴驱动装置、直流调速装置等,主轴的速度与位置通过外部主轴驱动器实现。因此,对于仅需要控制主轴转速的机床,PMC程序只需要将CNC加工程序中的主轴控制指令M03/M04/M05,转换为驱动器的正转/反转及起动/停止控制信号。
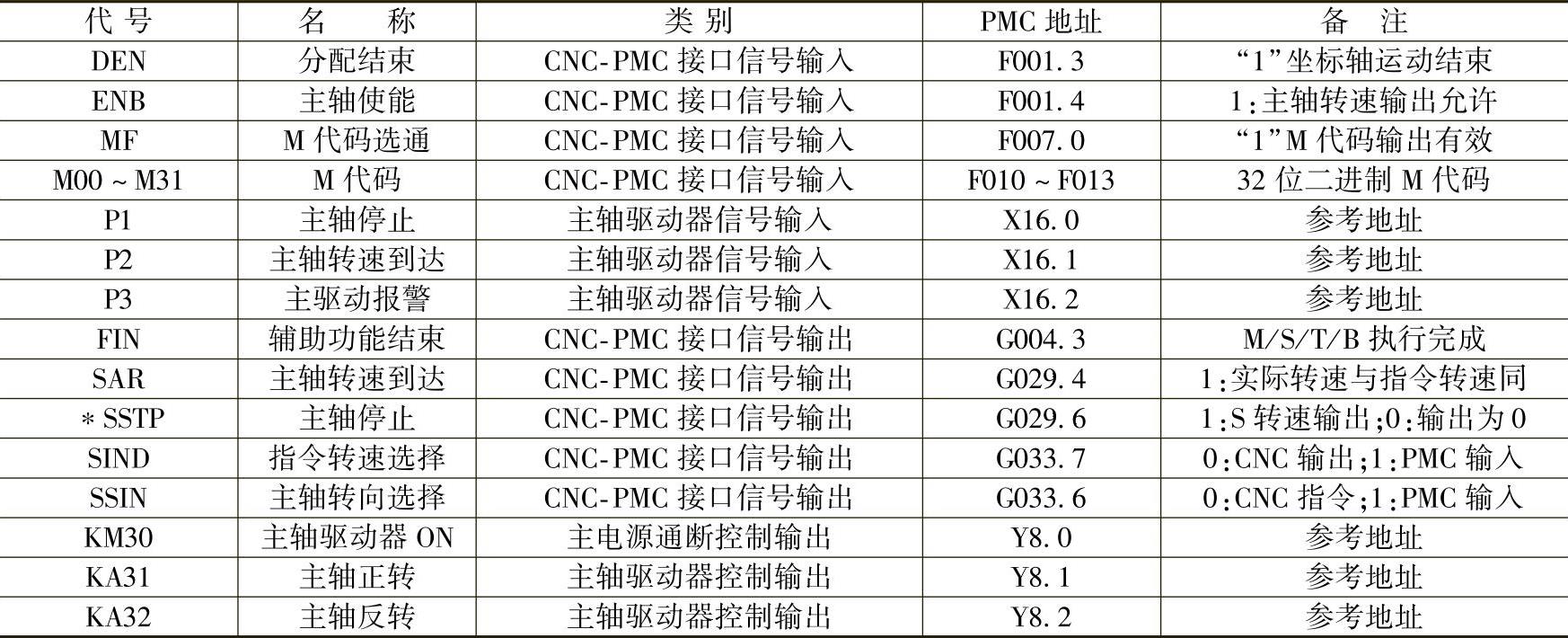
FS-0iD等CNC与模拟主轴控制相关的主要PMC-CNC接口信号,及假设的主轴驱动器控制信号的I/O地址如表7-4所示。表中的主轴驱动器控制信号的I/O地址可根据实际机床的I/O配置改变。
表7-4 模拟主轴速度控制信号I/O地址表
2.PMC程序
根据以上要求设计的模拟主轴的速度控制PMC程序如图7-8所示,程序一般由指令译码、驱动器控制、完成应答等部分组成。
(1)指令译码
指令译码可通过二进制译码指令DECB(SUB25)实现,它可将加工程序中的M03~M10代码,依次转换为结果寄存器R520.0~R520.7上的二进制位信号,有关DECB指令的详细说明可参见第6章。因此,当执行M03或M04指令时,对应主轴正反转控制信号R300.1或R300.2将为“1”;执行M05时,R300.1、R300.2均为“0”。
(2)驱动器控制(https://www.xing528.com)
通常而言,对于通用变频器等外部主轴驱动器,其控制主要包括主电源接触器通断(主驱动ON)、正/反转信号输入等。图7-8所示的程序中,当机床不为急停状态(X008.4=1)及主轴起动的其他条件满足(R300.0=1)时,驱动器的主电源输入接触器控制信号Y8.0便可自动接通、起动驱动器。
G029.6为PMC输出到CNC的主轴停止信号∗SSTP,用于主轴模拟量输出控制。程序中的G029.6在驱动器起动、驱动器无报警(X16.2=0)、M03或M04生效后才能为“1”,因此,可通过M05指令撤销CNC的主轴模拟量输出。
程序中的G033.6、G033.7为CNC/PMC转速、转向控制切换信号,不使用PMC控制主轴模拟量输出时,可直接将其置“0”。
Y8.1、Y8.2为PMC输出到主轴驱动器的正反转控制信号,当M03或M04指令有效时,对应的Y8.1或Y8.2输出“1”;执行M05指令时,Y8.1与Y8.2同时为“0”,主轴停止。
(3)完成应答
一般而言,M03/M04指令应在主轴正反转加减速过程结束、转速到达指令值后才真正完成;而M05指令则应在主轴停止、转速为0时才真正完成。但是,由于主轴的正反转、起停存在加减速过程,而驱动器的主轴转速到达信号X16.1和停止信号X16.0输出均有一定的检测范围。因此,当使用驱动器的转速到达信号、停止信号作为M03/M04/M05执行完成应答时,一般需要在M03/M04/M05执行后,延时0.5~1s检测主轴转速到达或停止信号;如果机床对主轴控制的要求不高,也可直接以延时信号R301.1替代应答信号R301.2。
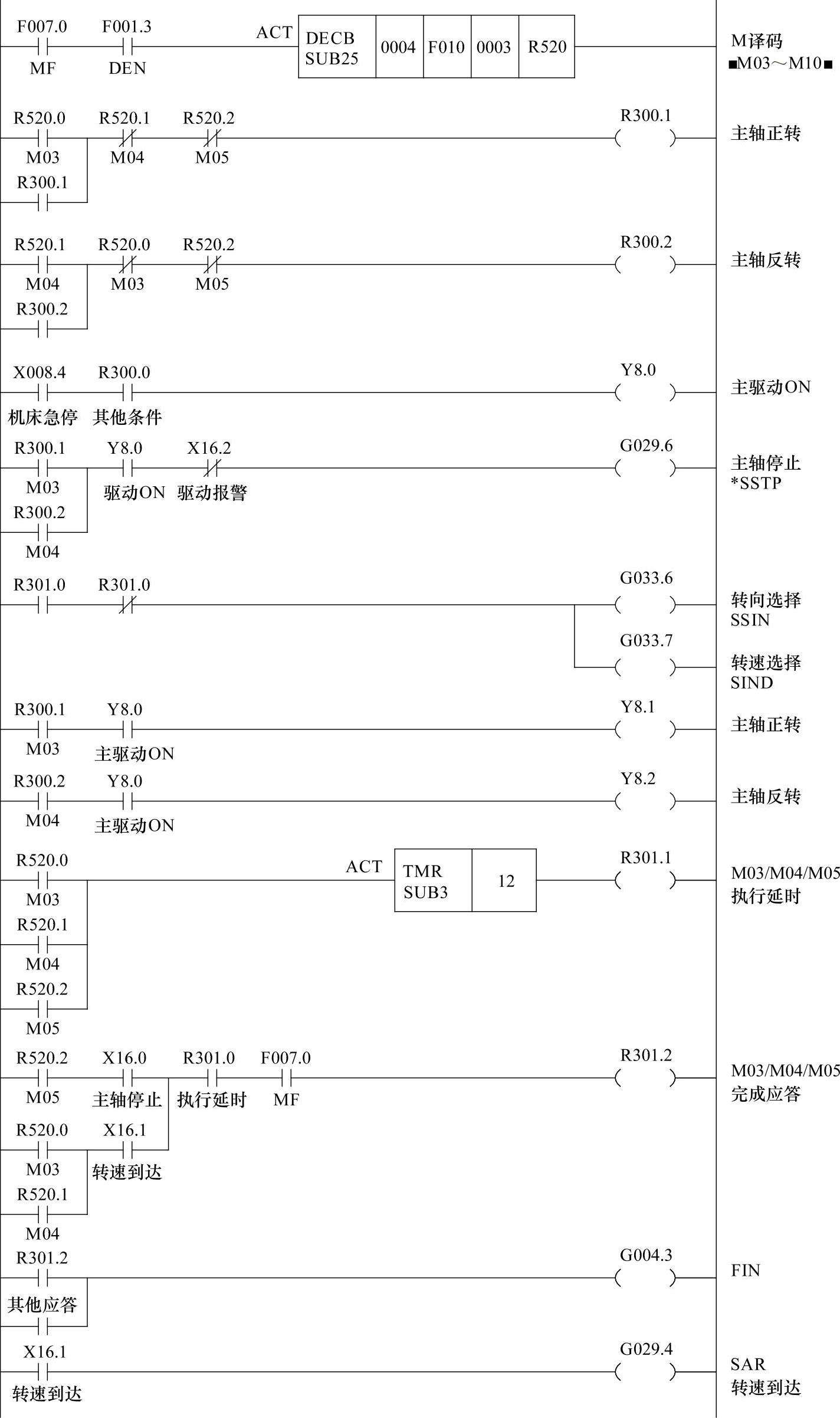
图7-8 模拟主轴速度控制程序
CNC的速度到达信号G029.4用于切削加工程序段的启动互锁,它通常可直接使用驱动器的转速到达信号控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。