



1.控制信号
当串行主轴电动机使用带零位脉冲的内置编码器,或使用外置光电、磁性编码器作为位置检测器件时,主轴不但能够进行定向准停,而且还具有定位功能。串行主轴定位一般应使用分辨率为1024P/r的编码器,因此,定位位置的最小单位为360°/(4×1024)=0.088°。主轴定位功能实际上涵盖了主轴定向准停的要求,因此,在使用脉冲编码器作为主轴位置检测器件的机床上,可直接用主轴定位功能替代定向准停控制。
串行主轴的定位位置一般通过CNC的第2辅助功能B(地址可通过CNC参数修改)指令,当然,如需要也可以通过数据寄存器D、用户宏程序输出信号UO等形式指令。串行主轴的定位控制可直接通过PMC-CNC接口信号进行,FS-0iD等CNC与主轴定位相关的主要接口信号如表7-13所示。
表7-13 串行主轴定位PMC接口信号表

串行主轴的定位实质上是对定向位置的调整,因此,主轴定位需要在主轴定向完成后进行,主轴进行分度定位时,其定向命令ORCM(G070.6)必须始终保持为“1”。此外,CNC的主轴定位外部停止位置指定功能参数PRM3702.2(第1主轴)/PRM3702.3(第2主轴)必须设定为“1”。
FANUC串行主轴的定位可通过CNC-PMC的接口信号INCMD(G072.5)选择绝对或增量两种定位方式,其控制要求分别如下。
2.绝对定位
主轴选择绝对定位时,定位点输入信号SH01~SH12直接指令定位点,主轴可从定向位置移动到指定位置。主轴的运动方向,可通过定位转向信号ROTA(G072.1)指定,或通过捷径选择信号NRRO(G072.2),自动选择运动距离最短的定位方向。
绝对位置定位的动作过程如图7-25所示,以第1主轴为例,其定位控制的要求如下。
1)设定参数PRM3702.2为“1”,生效主轴定位停止位置外部指定功能。
2)执行主轴定向M19指令、完成主轴定向,并保持定向命令ORCM(G070.6)为“1”。
3)利用CNC的第2辅助功能指令(如B等),通过定位点选择信号SH01~SH12(G078.0~G079.3)指令12位二进制定位位置。
4)通过CNC的辅助功能指令,将定位方式选择信号INCMD(G072.5)置“0”,选择绝对定位方式。
5)通过CNC的辅助功能指令,利用信号ROTA(G072.1)或NRRO(G072.2),选择定位方向或捷径。
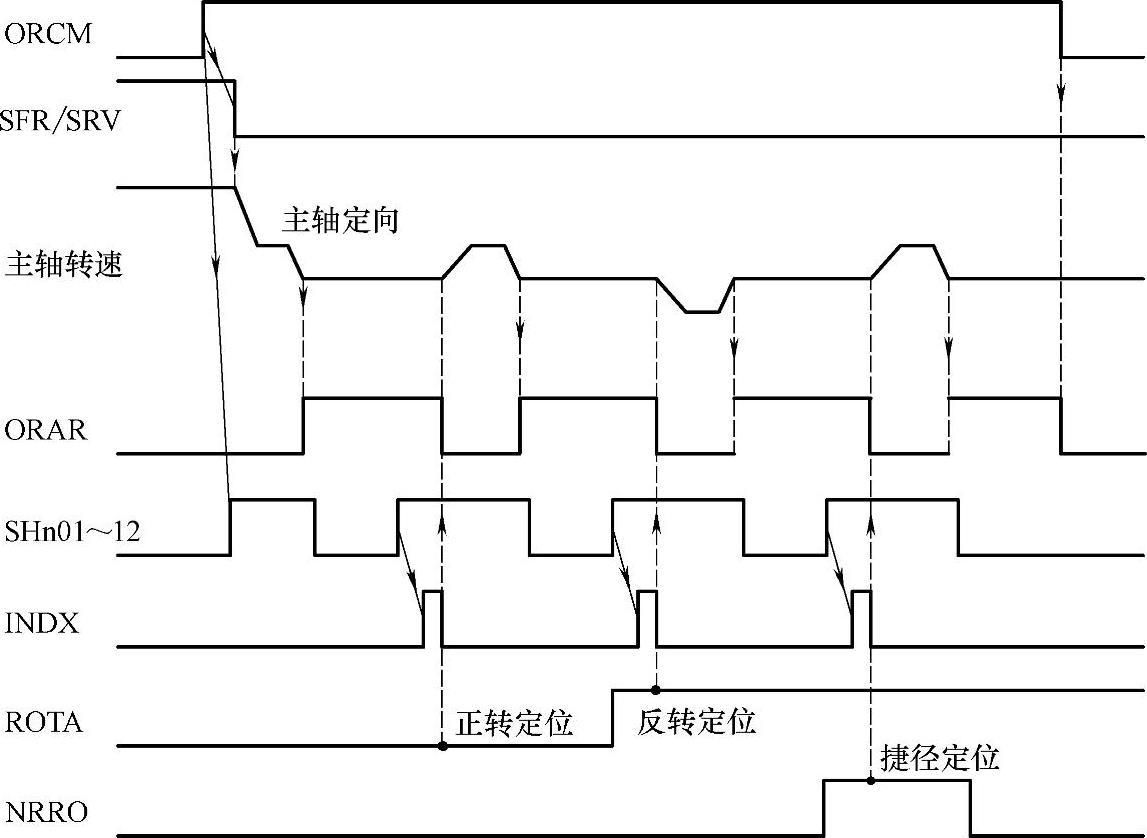
图7-25 绝对定位过程
6)利用信号INDX(G072.0,下降沿有效)发送定位命令。
7)主轴按指定的方向和位置定位,完成后将定位完成信号ORAR(F045.7)置“1”,并保持闭环位置调节状态。
8)如需要,可重复3)~7)动作,变换定位点。
主轴定位完成后,如将定向命令ORCM(G070.6)置“0”,则主轴撤销闭环位置控制、回到速度控制方式。
3.增量定位
主轴选择增量位置定位时,可直接利用定位点输入信号SH01~SH12增量调整定位点。增量定位同样需要在主轴定向完成后、定向命令ORCM(G070.6)保持为“1”时进行,主轴的移动方向可通过定位转向信号ROTA(G072.1)指定(捷径无效)。
增量定位的动作过程如图7-26所示,以第1主轴为例,其定位控制的要求如下。
1)设定参数PRM3702.2为“1”,生效主轴定位停止位置外部指定功能。
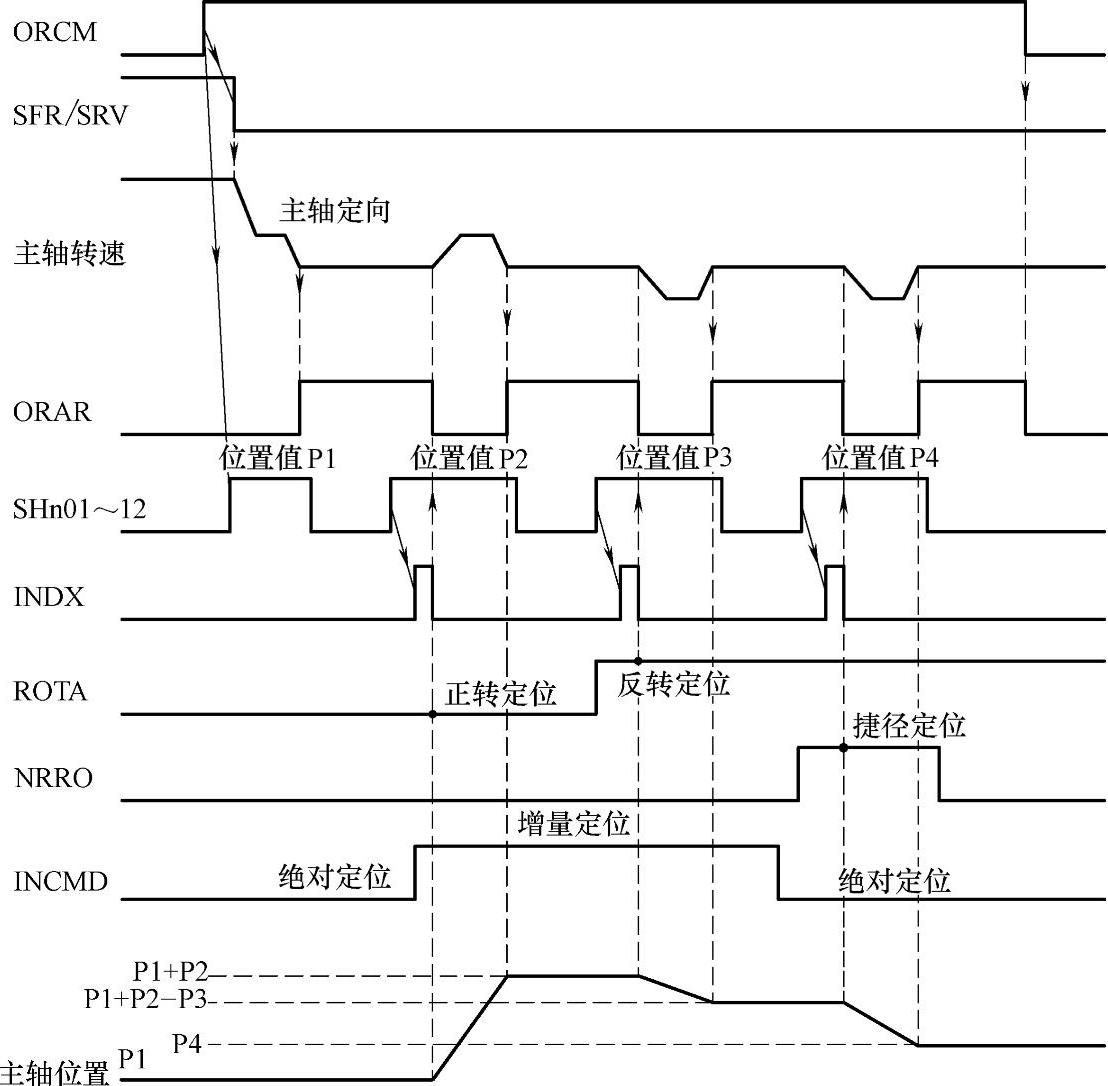
图7-26 增量定位过程(https://www.xing528.com)
2)执行主轴定向M19指令、完成主轴定向,并保持定向命令ORCM(G070.6)为“1”。
3)利用CNC的第2辅助功能指令(如B等),通过定位点选择信号SH01~SH12(G078.0~G079.3)指令12位二进制定位增量值。
4)通过CNC的辅助功能指令,将定位方式选择信号INCMD(G072.5)置“1”,选择增量定位方式。
5)通过CNC的辅助功能指令,利用信号ROTA(G072.1)选择定位方向。
6)利用信号INDX(G072.0,下降沿有效)发送定位命令。
7)主轴按指定的方向和位置定位,完成后将定位完成信号ORAR(F045.7)置“1”,并保持闭环位置调节状态。
8)如需要,可重复3)~7)动作,变换定位点。
主轴定位完成后,如将定向命令ORCM(G070.6)置“0”,则主轴撤销闭环位置控制、回到速度控制方式。
4.PMC程序设计
一般而言,串行主轴定位的定位位置可通过加工程序中的第2辅助功能B给定,定位方式与定位方向可利用辅助功能M指令。例如,当定位位置以12位B代码(B0~B4095)指定,并定义以下辅助功能代码时,如加工程序中的定位指令按“B∗∗M20;”格式编程,则其PMC程序如图7-27、图7-28所示。
M20:捷径定位;
M21:正向增量定位;
M22:负向增量定位;
M23:正向绝对定位;
M24:负向绝对定位。
图7-27所示的程序用于B代码处理,它可将加工程序中的B代码转换为串行主轴的定位位置信号。
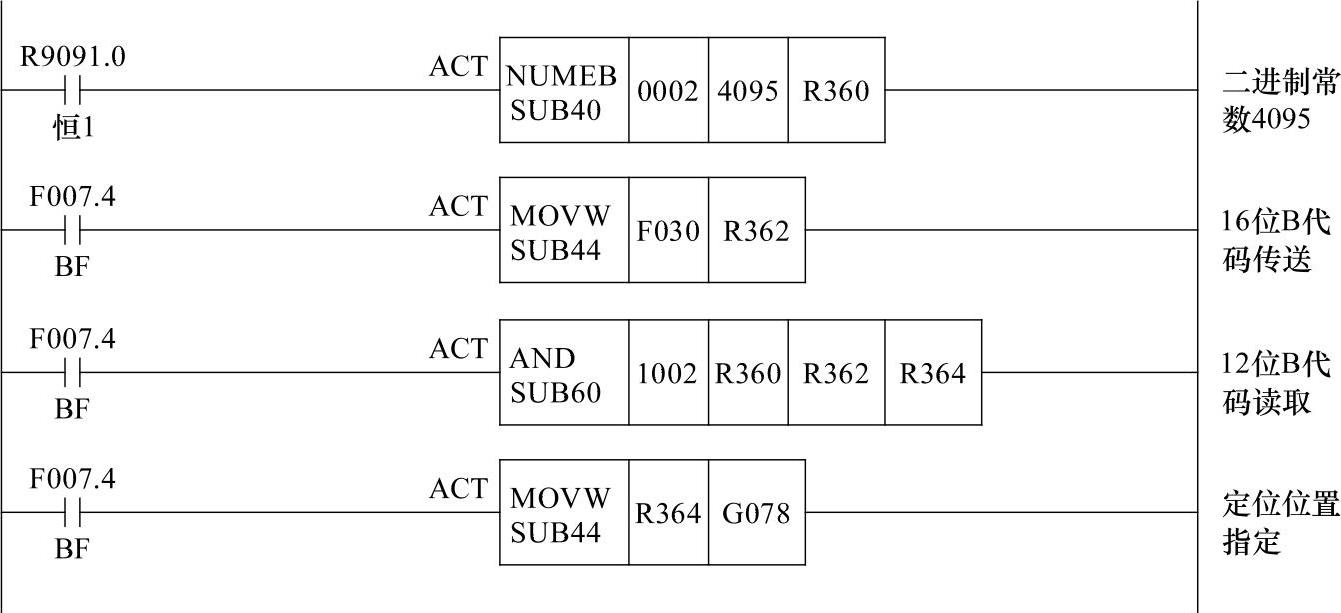
图7-27 B代码处理程序
因串行主轴的定位位置输入为12位二进制信号,而CNC的B代码输出为32位二进制信号,故PMC程序需要将B代码的低16位输出(F031、F030)和二进制常数0FFF(4095)进行“位与”运算后,读取其低12位输出,并将其传送到G078上。此外,由于B代码和M代码在同一程序段上编程,因此,其辅助功能执行完成应答需要在M代码执行完成后进行。
图7-28所示的程序用于M代码处理,它可将加工程序中的M代码转换为串行主轴的定位控制信号。程序的执行时序如下。
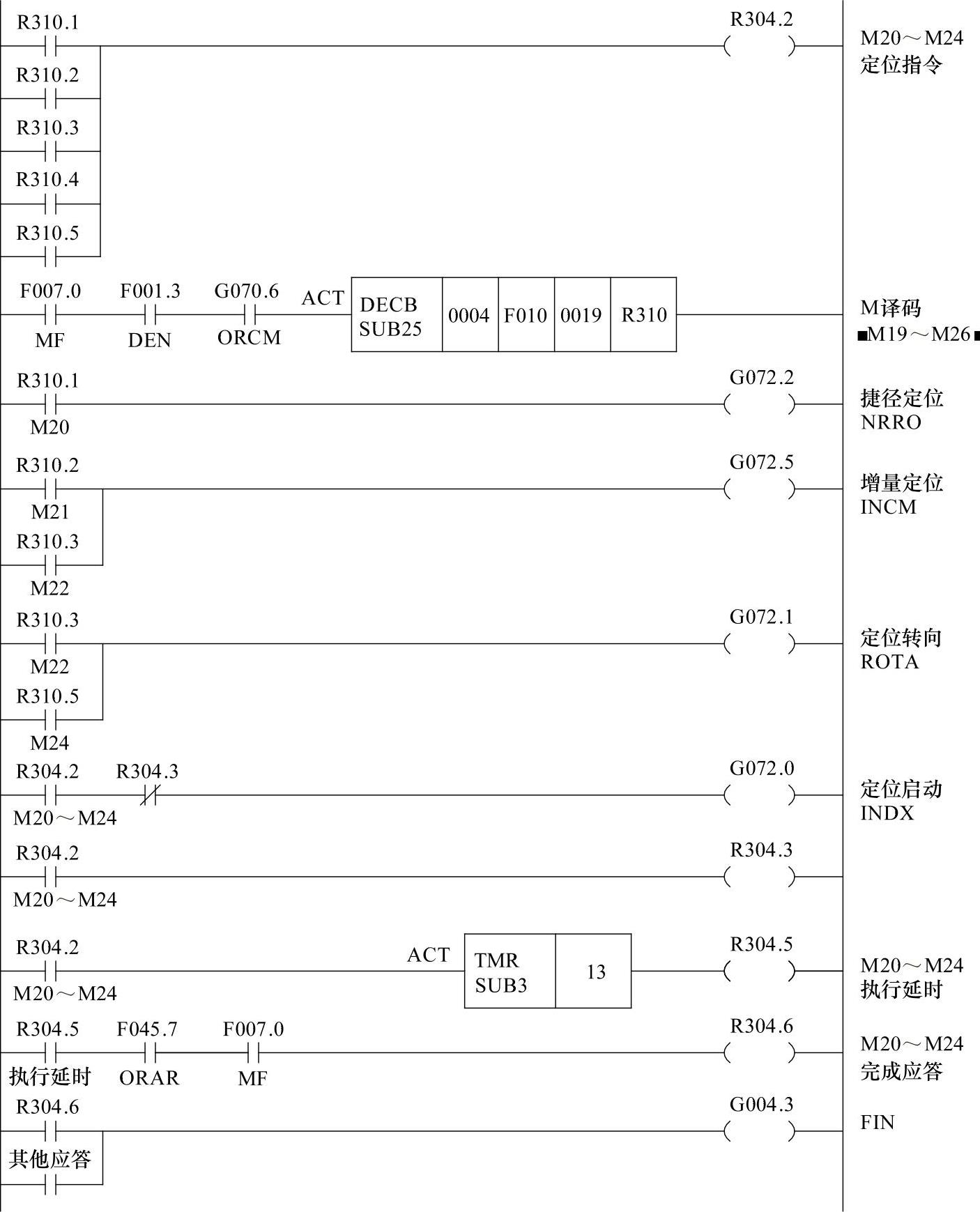
图7-28 M代码处理程序
在M代码输出后的PMC第1循环周期,如主轴已经完成定向准停且定向信号OR-CM(G070.6)保持“1”,程序可通过二进制译码指令DECB(SUB25),将M20~M24代码转换为内部继电器R310.1~R310.5的状态信号。同时,根据上述M代码定义,当执行M20指令时,将使串行主轴捷径定位信号NRRO(G072.0)为“1”;执行增量定位指令M21、M22时,将使串行主轴增量定位信号INCMD(G072.5)为“1”;而在执行负向增量或绝对定位指令M22、M24时,将使串行主轴定位方向信号ROTA(G072.1)为“1”。
在M代码输出后的PMC第2循环周期,定位指令M20~24的状态信号R304.2将为“1”,它可使串行主轴的定位指令信号INDX(G072.0)为“1”,但由于INDX为下降沿有效,因此,此时并不能启动主轴定位动作。
在M代码输出后的PMC第3循环周期,串行主轴的定位指令信号INDX(G072.0)将由“1”变为“0”,这一下降沿将启动主轴定位动作。
以上时序设计保证了捷径定位、增量定位及定位方向控制信号,能提前于定位启动信号INDX(G072.0)2个PMC循环周期发出,以满足串行主轴对定位控制信号的时序要求。此外,由于执行主轴定位指令时,主轴已处于定向完成或定位完成的状态,到位信号ORAR(F045.7)为“1”,为了防止M20~M24指令被FIN信号直接结束,M20~M24的完成应答信号R304.6需要利用定时T13延时一定时间后检测到位信号ORAR的状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。