



1.功能说明
在车削类数控机床控制用的FS-0iTD上,主轴定向和定位控制不但可使用前述的机械式主轴定向、外部驱动器控制定向及串行主轴定向、串行主轴定位等功能,而且还可通过CNC的闭环位置控制实现主轴定向和定位,这一方式称为CNC控制定向和定位。
在数控车床上,即使CNC采用的是模拟主轴控制功能,为了满足螺纹多次进给切削或多头螺纹加工的需要,主轴需要具备定向(0°定位)及定位(指定角度定位)的功能;而且,由于螺纹加工时要求刀具进给轴和主轴回转同步,因此,主轴定向和定位需要由CNC进行控制。
FS-0iTD的CNC主轴定向和定位需要像坐标轴控制一样,先建立零点,然后才能进行指定位置定位。由于主轴零点一般定在编码器的零脉冲上,它是一个仅与编码器安装有关的固定位置,因此,其主轴定向实际上就是主轴在零点位置的定位。
FS-0iTD的CNC主轴定向和定位功能的使用要点如下。
1)CNC主轴定向实际上是通过CNC闭环位置控制实现的主轴零点定位,因此,主轴的位置检测必须使用分辨率为1024P/r、带零脉冲输出的编码器。
2)FS-0iTD的CNC主轴定向(定位)控制功能通过CNC的控制实现,因此,它既可用于串行主轴,也可用于模拟主轴。串行主轴选择CNC主轴定向(定位)控制时,应设定CNC参数PRM8133.1=1、PRM8133.2=0,生效CNC主轴定向(定位)控制功能、取消驱动器位置控制功能。在多主轴控制的机床上,主轴定向可用于第1和第2主轴;但主轴定位只能用于第1主轴。
3)主轴定向的转向需要根据驱动器形式,利用不同的CNC参数进行设定,模拟主轴的转向设定参数为PRM1006.5(ZMIn);串行主轴的转向设定参数为PRM4000.4(RETSV)。
4)CNC主轴定向的零点位置可通过零点偏置参数进行调整。在模拟主轴控制,零点偏置参数为PRM1850,偏移范围可以为-180°~180°;使用串行主轴控制时,零点偏置参数为PRM4073,偏移范围为0°~360°。
5)CNC主轴定向需要通过CNC参数PRM4960设定专门的M代码(如M19等),将主轴切换到CNC闭环位置控制方式;需要恢复主轴速度控制功能时,同样需要通过CNC参数PRM4961设定的专门M代码(如M20等),撤销CNC的主轴闭环位置控制功能。
6)对于模拟主轴,当CNC进入主轴闭环位置控制时,有时需要通过改变主轴模拟量输出的极性,来产生保持定位点的恢复转矩,因此,主轴驱动器一般选择通过速度给定输入极性控制主轴正反转的控制方案。
7)为了防止加工切削力引起主轴位置的偏移,主轴一般需要附加机械夹紧装置,夹紧与松开控制信号可由CNC自动生成,无须进行专门指令。
8)在加工程序中,用于主轴定向(定位)控制的M代码需要使用独立的程序段。进给保持、试运行、机床锁住等操作,不能中断已经启动的CNC主轴定向(定位)动作,它们需要在定向(定位)完成后才能生效。程序重新启动、辅助功能锁住对CNC主轴定向(定位)控制的M代码无效。
CNC主轴定向(定位)控制需要设定较多的CNC参数,例如,主轴名称参数PRM1020一般应设定为“C”,轴号参数PRM1023需要设定为“-1”等,有关内容可参见本书作者编写的《FANUC-0iD调试与维修》(机械工业出版社,2013年11月)一书。
2.PMC程序设计要求
FS-0iTD的CNC主轴定向过程与坐标轴回参考点类似,CNC将主轴切换到位置控制方式后,首先需要加速(或减速)到参数PRM1428或PRM1420设定的定向速度F,一旦CNC检测到位置编码器的零脉冲,便主动减速至参数PRM1425设定的回零速度FL,再次搜索零点并在该点上定位。
主轴定向完成后,主轴将保持CNC的闭环位置控制状态;如果需要恢复主轴速度控制功能,应利用CNC参数PRM4961设定的M代码,取消主轴定向并撤销CNC的主轴闭环位置控制。
主轴定向的动作流程如图7-29所示,其PMC程序设计要求如下。
1)执行CNC参数PRM4960设定的主轴定向专用M代码,CNC向PMC输出M代码信号和MF信号。
2)PMC程序进行M代码处理、停止主轴旋转;主轴停止后,PMC向CNC输出主轴停止确认信号SPSTP(G028.6)。
3)CNC在收到PMC发送的主轴停止确认信号SPSTP(G028.6)后,立即将主轴由速度控制切换至闭环位置控制模式,并输出主轴定位生效的状态信号MSPOS(F039.0)。
4)CNC向PMC发送主轴松开信号SUCLP(F038.1),PMC程序控制机床执行主轴的松开动作;完成后,向CNC发送松开完成信号∗SUCPF(G028.4)。
5)CNC收到松开完成信号∗SUCPF后,撤销主轴松开信号SUCLP,并输出主轴定向转速,完成主轴定向。同时,PMC程序将松开完成信号∗SUCPF恢复至“1”。
6)主轴以回零速度搜索零点,并完成定位;定位完成后,CNC向PMC发送零位到达信号ZPn(F094.0~F094.4,决定于主轴设定)和主轴夹紧信号SCLP(F038.0)。
7)利用PMC程序,控制机床执行主轴的夹紧动作,完成后向CNC发送夹紧完成信号∗SCPF(G028.5)。CNC收到∗SCPF后,将撤销主轴夹紧信号SCLP;SCLP信号一旦撤销,PMC程序应马上恢复夹紧完成信号∗SCPF。
8)PMC程序输出辅助功能执行完成信号FIN(G004.3),CNC撤销MF信号输出。(https://www.xing528.com)
9)PMC程序将FIN信号置“0”,CNC撤销M代码输出,结束M代码的执行过程。撤销主轴定向的动作流程如图7-30所示,其PMC程序设计要求如下。
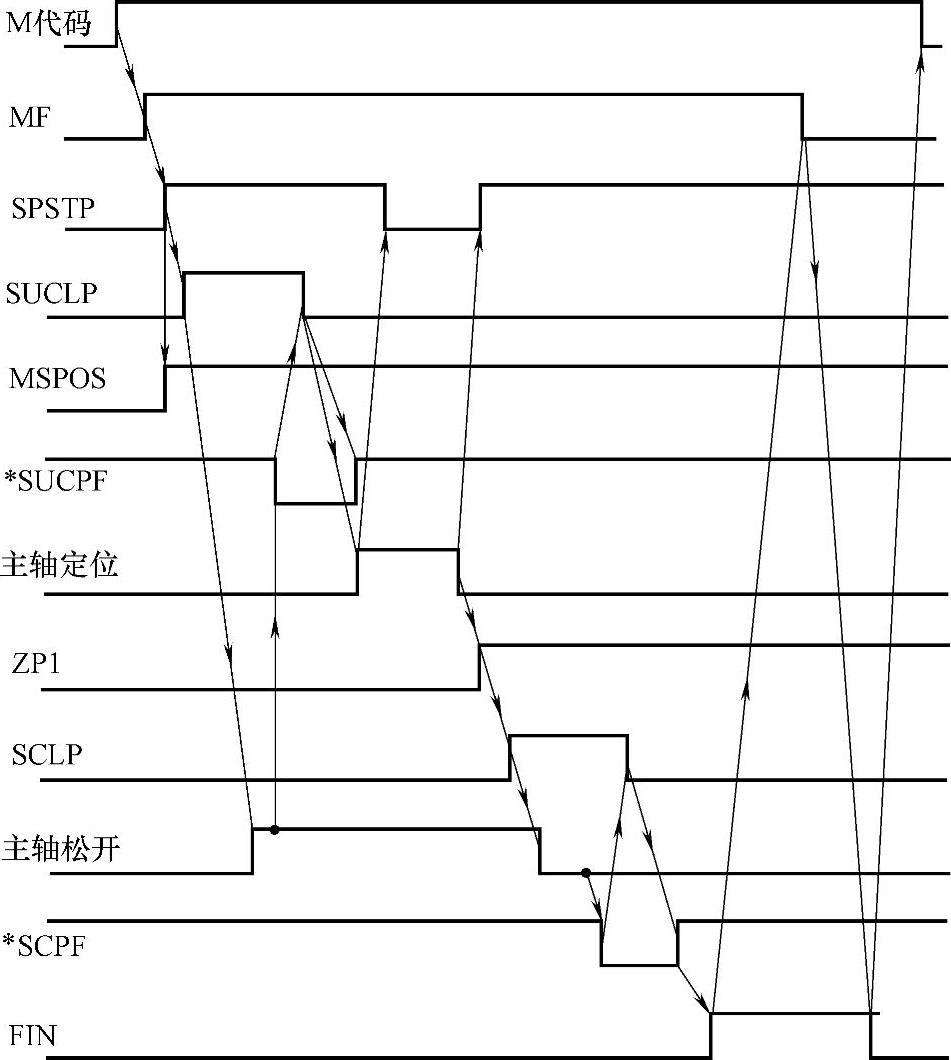
图7-29 CNC主轴定向动作流程
1)执行CNC参数PRM4961设定的主轴定向撤销M代码,CNC向PMC输出M代码信号和MF信号。
2)PMC程序进行M代码处理,并通过主轴停止确认信号SPSTP(G028.6),确认主轴已停止旋转。
3)CNC在收到PMC发送的主轴停止确认信号SPSTP(G028.6)后,将主轴由闭环位置控制切换至速度控制模式,主轴定位生效状态信号MSPOS(F039.0)恢复“0”。
4)CNC输出主轴松开信号SUCLP(F038.1),PMC程序控制机床执行主轴的松开动作;完成后,向CNC发送松开完成信号∗SUCPF(G028.4)。
5)CNC收到松开完成信号∗SUCPF后,撤销主轴松开信号SUCLP;PMC程序将松开完成信号∗SUCPF恢复至“1”。
6)PMC程序输出辅助功能执行完成信号FIN(G004.3),CNC撤销MF信号输出。
7)PMC程序将FIN信号置“0”,CNC撤销M代码输出,结束M代码的执行过程。
3.PMC程序
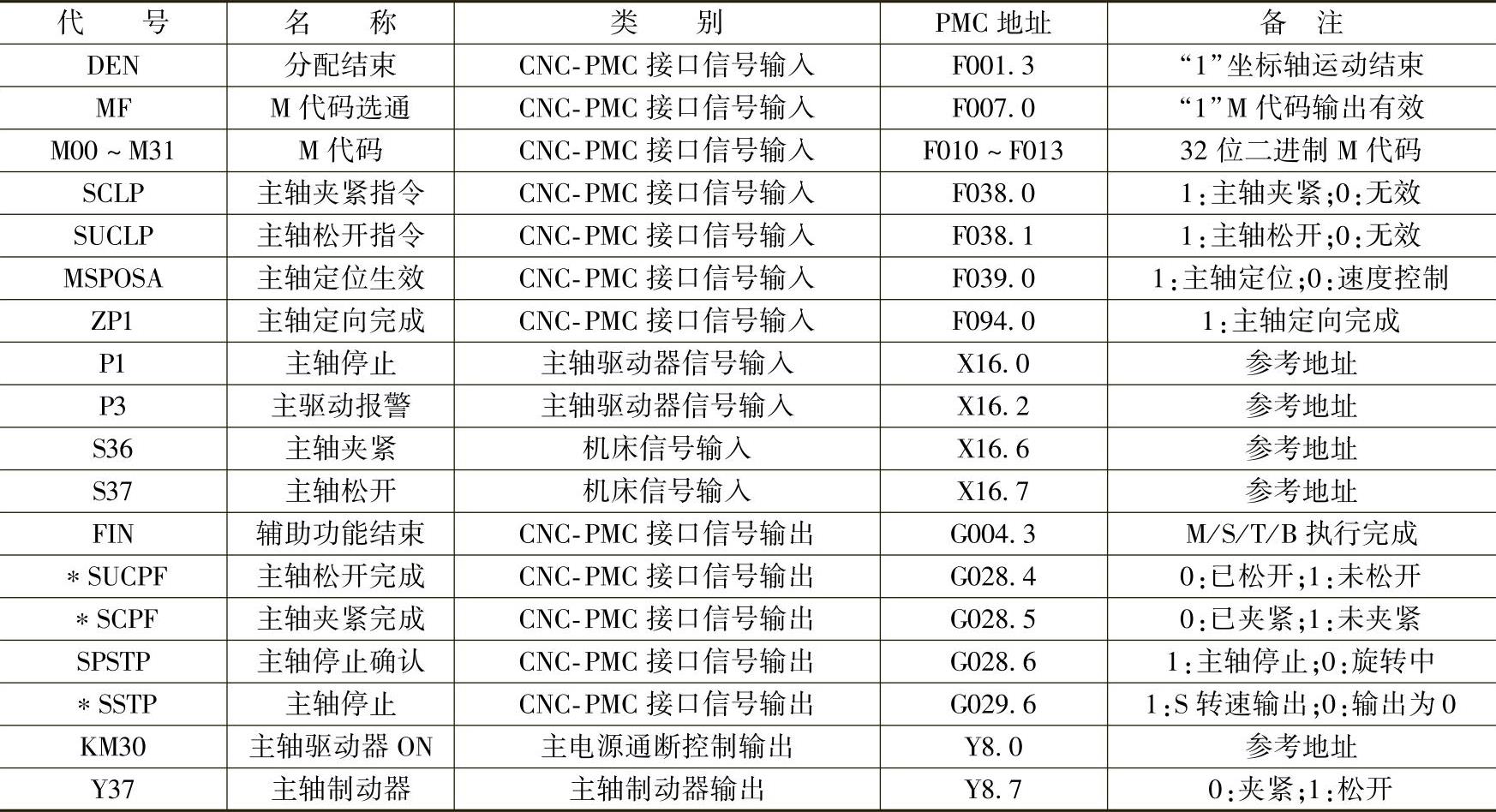
以FS-0iTD的模拟主轴控制为例,CNC主轴定向及定向撤销控制的CNC-PMC接口信号,以及假设的主轴驱动器输入/输出、主轴制动器夹紧/松开输出与检测信号输入的地址如表7-14所示。
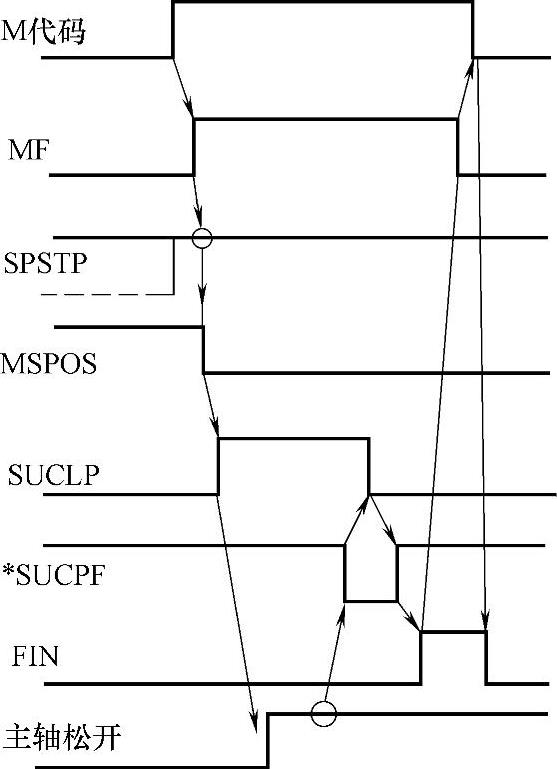
图7-30 主轴定向撤销动作流程
表7-14 CNC主轴定向PMC接口信号表
如果CNC参数PRM4960设定的主轴定向控制代码为M19,参数PRM4960设定的撤销主轴定向控制代码为M20,按照主轴定向、定向撤销控制要求所设计的PMC程序如图7-31所示。
当CNC执行加工程序中的主轴定向或定向撤销(M19或M20)指令时,PMC首先向CNC发送主轴停止信号∗SSTP(G029.6),撤销CNC的主轴转速模拟量输出、确保主轴停止旋转。当主轴停止后,驱动器的主轴停止输入X16.0将为“1”,PMC向CNC发送主轴停止确认信号SPSTP(G028.6),使CNC由速度控制切换至闭环位置控制模式(M19),或者,由闭环位置控制切换至速度控制模式(M20)。
当CNC执行M19指令时,主轴闭环位置控制生效、状态信号MSPOS(F039.0)为“1”,主轴制动器松开输出Y8.7,可直接通过CNC输出的主轴松开SUCLP(F038.1)、夹紧SCLP(F038.0)信号控制通断。当CNC执行M20指令或处于速度控制模式时,主轴定位有效状态信号MSPOS(F039.0)为“0”,主轴总是处于松开状态。
程序中的主轴松开完成信号∗SUCPF(G028.4)和夹紧完成信号∗SCPF(G028.5)的处理方法如下:
1)主轴松开。当主轴制动器松开到位后,松开检测信号输入X16.7=1,F038.1&X16.7&R306.0的运算结果将为“1”,取反后的状态“0”可作为CNC的主轴松开完成信号∗SUCPF(G028.4)输出。当CNC接收到∗SUCPF信号后,将自动使主轴松开信号SUCLP(F038.1)复位至状态“0”,从而使F038.1&X16.7&R306.0的运算结果为“0”,取反后的状态“1”可将松开完成信号∗SUCPF输出恢复为“1”。这样便可满足CNC对松开完成信号∗SUCPF的应答要求。
2)主轴夹紧。主轴夹紧完成信号∗SCPF(G028.5)的处理方法与主轴松开类似,它以CNC夹紧控制信号SCLP(F038.0)、夹紧检测开关输入X16.0及M19/M20有效信号R306.0的“与”运算结果F038.0&X16.6&R306.0取反后的状态进行控制。
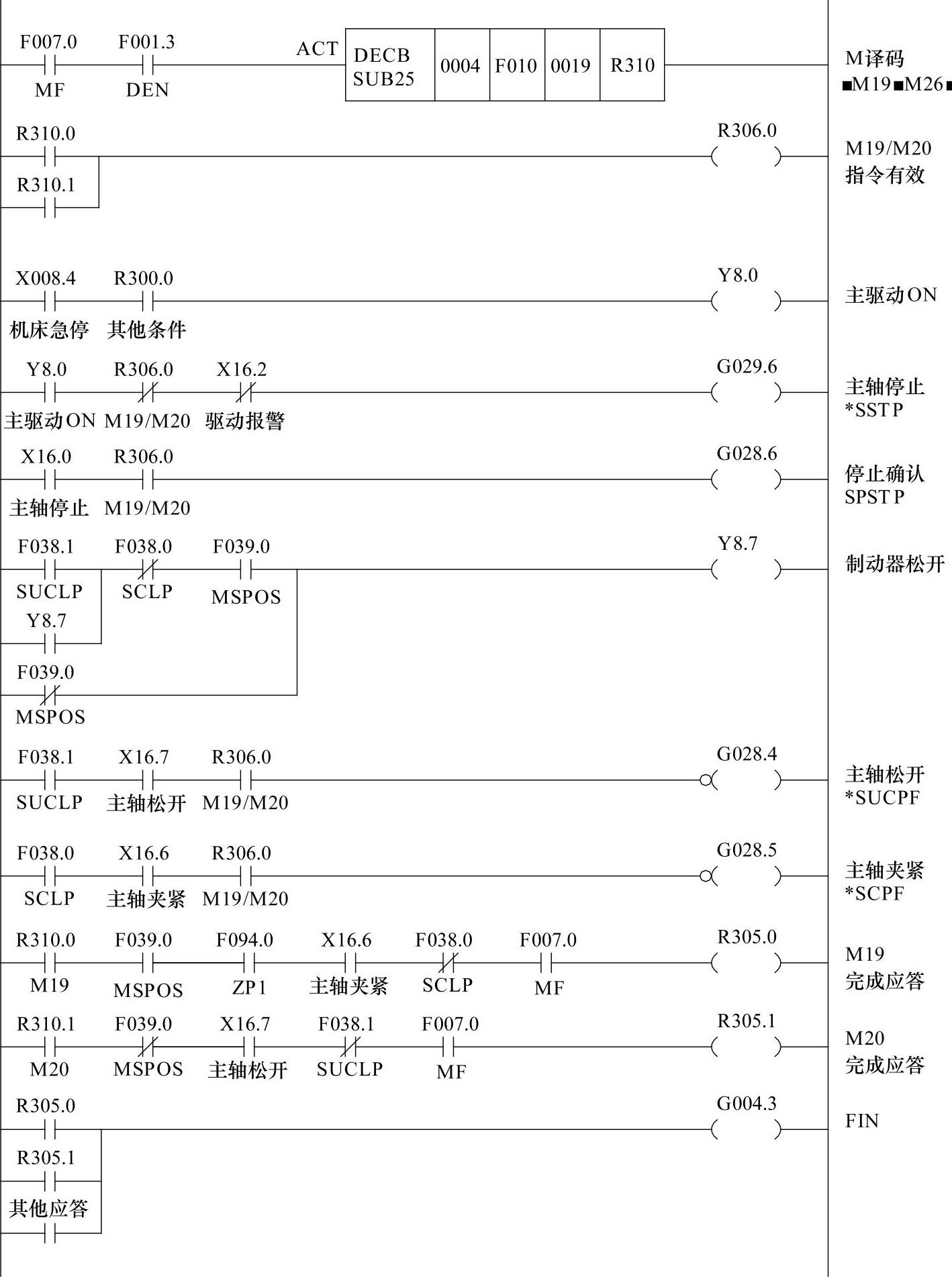
图7-31 CNC主轴定向/定向撤销控制程序
M19定向完成应答信号R305.0在主轴定位生效(F039.0=1)、定向位置到达(F094.0=1)、主轴夹紧(X16.6=1)、夹紧应答完成(F038.0=0)后为“1”;M20定向撤销应答信号R305.1在主轴位置控制撤销(F039.0=0)、主轴松开(X16.7=1)、松开应答完成(F038.1=0)后为“1”。M19或M20执行完成后,PMC可向CNC输出辅助功能执行完成信号FIN(G004.3),结束M19执行过程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。