



任务目标
1.能够描述数控系统无显示、无背光的故障现象。
2.能够叙述数控系统的结构及其工作流程。
3.通过查阅相关资料,能够分析系统无显示、无背光的故障原因,能够掌握该故障的处理方法。
4.在教师指导下,能够以小组合作的方式制订系统无显示、无背光的故障维修计划并最终排除故障。
5.能够根据数控机床的验收标准对所维修的机床进行质量检查。
6.能够对工作任务的完成情况进行评价。
建议学时 60学时。
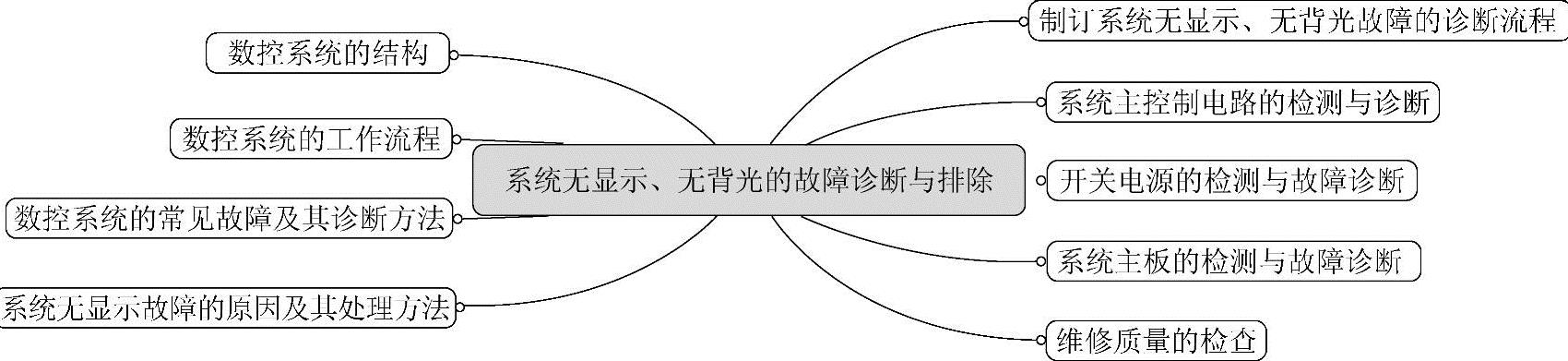
内容结构
任务描述
数控机床加工车间突然停电,送电后重新起动数控机床,出现上电不能开机的现象。维修人员到达现场,根据维修单进行故障确认,并按数控机床的维修要求对该数控机床进行故障诊断与维修。
【任务准备】
一、受理故障报修
引导问题 当接到数控机床故障报修时,需要了解报修单的哪些内容?
数控机床的故障报修单见表1-1。
表1-1 数控机床的故障报修单
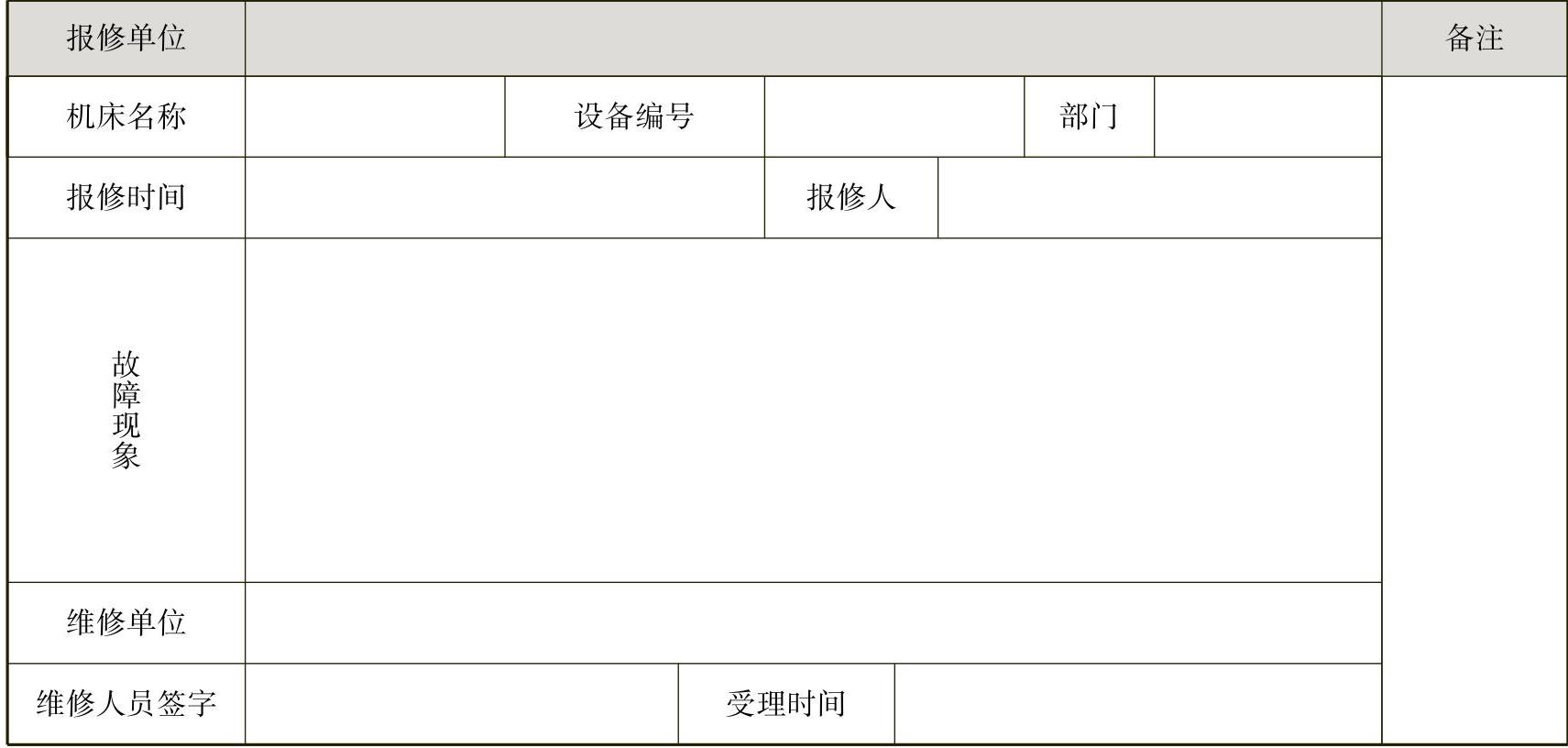
由数控机床的故障报修单可知,报修部门必须填写《数控机床的故障报修单》,并填写机床故障的现象及报修时间,在报修的负责人签字、盖章后方可生效。
二、初步检查
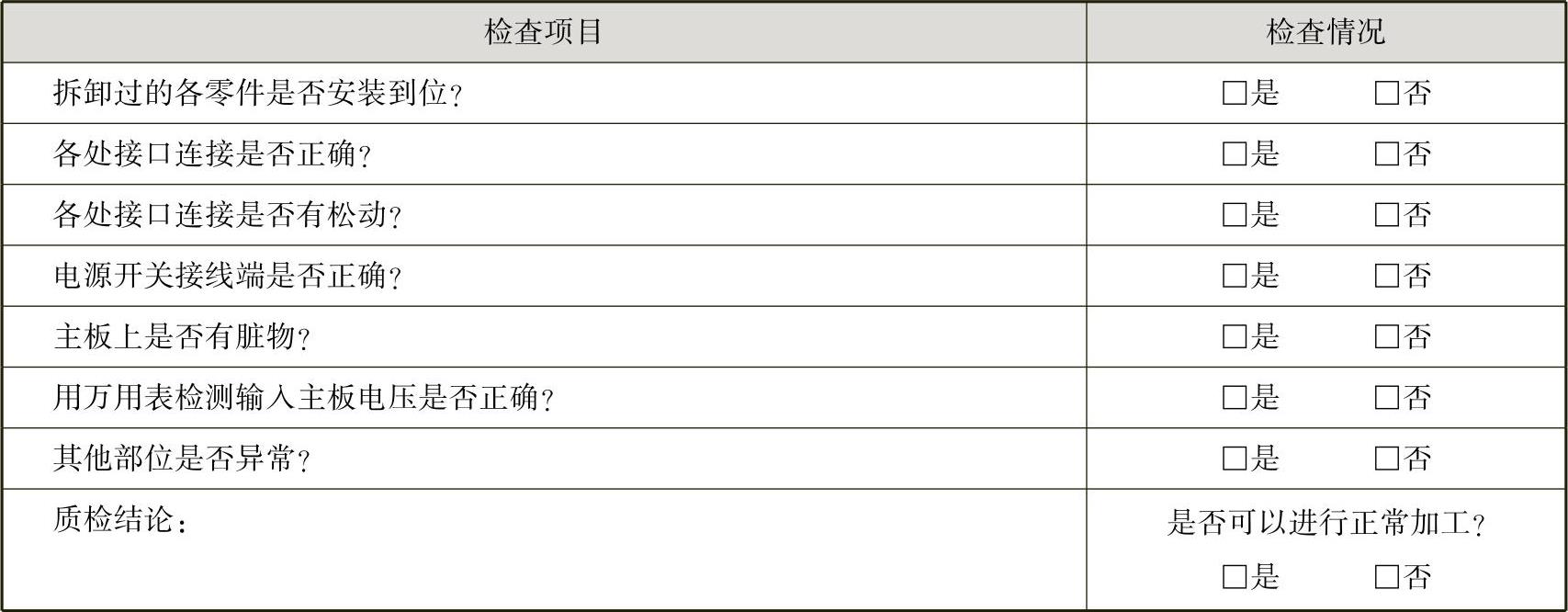
引导问题 维修工到达车间,对设备故障进行初步判断时,需要进行哪些基本检查?
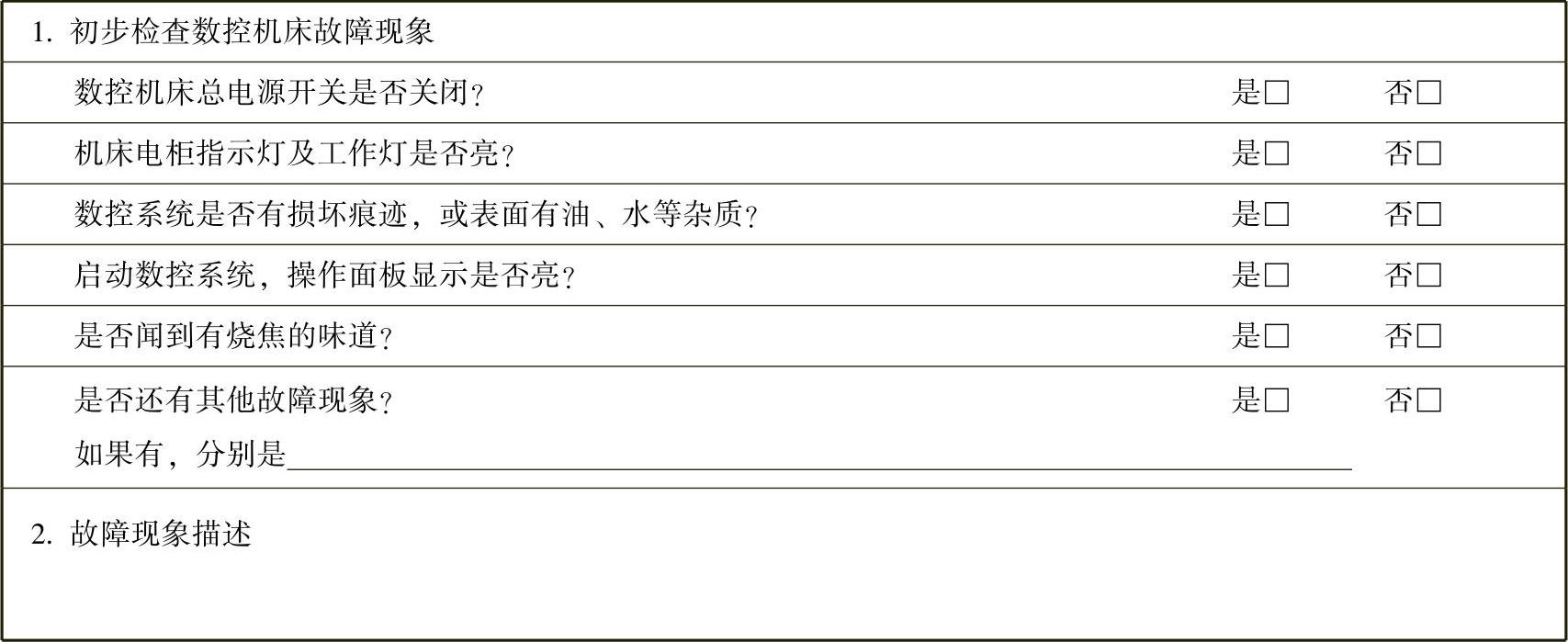
在试起动机床不扩大故障及保证安全的情况下试重启数控系统,出现系统无显示、无背光的故障现象。此时,需要进行基本检查,并将检查情况填写在表1-2中。
表1-2 检查情况
三、收集故障信息
启动数控系统时,出现无显示、无背光的故障现象。此现象的故障点可能发生在主板、I/O板、显示驱动板、键盘板、LCD或系统部件PB2开关电源等零部件。在检测维修前,必须先对无显示、无背光的故障原因进行分析,然后进行有针对性的检查。
引导问题 数控机床GSK980TD系统硬件结构主要由哪些零部件构成?
GSK980TD系统硬件结构主要由主板、____、显示驱动板、键盘板、LCD和系统部件PB2____组成,如图1-1所示。
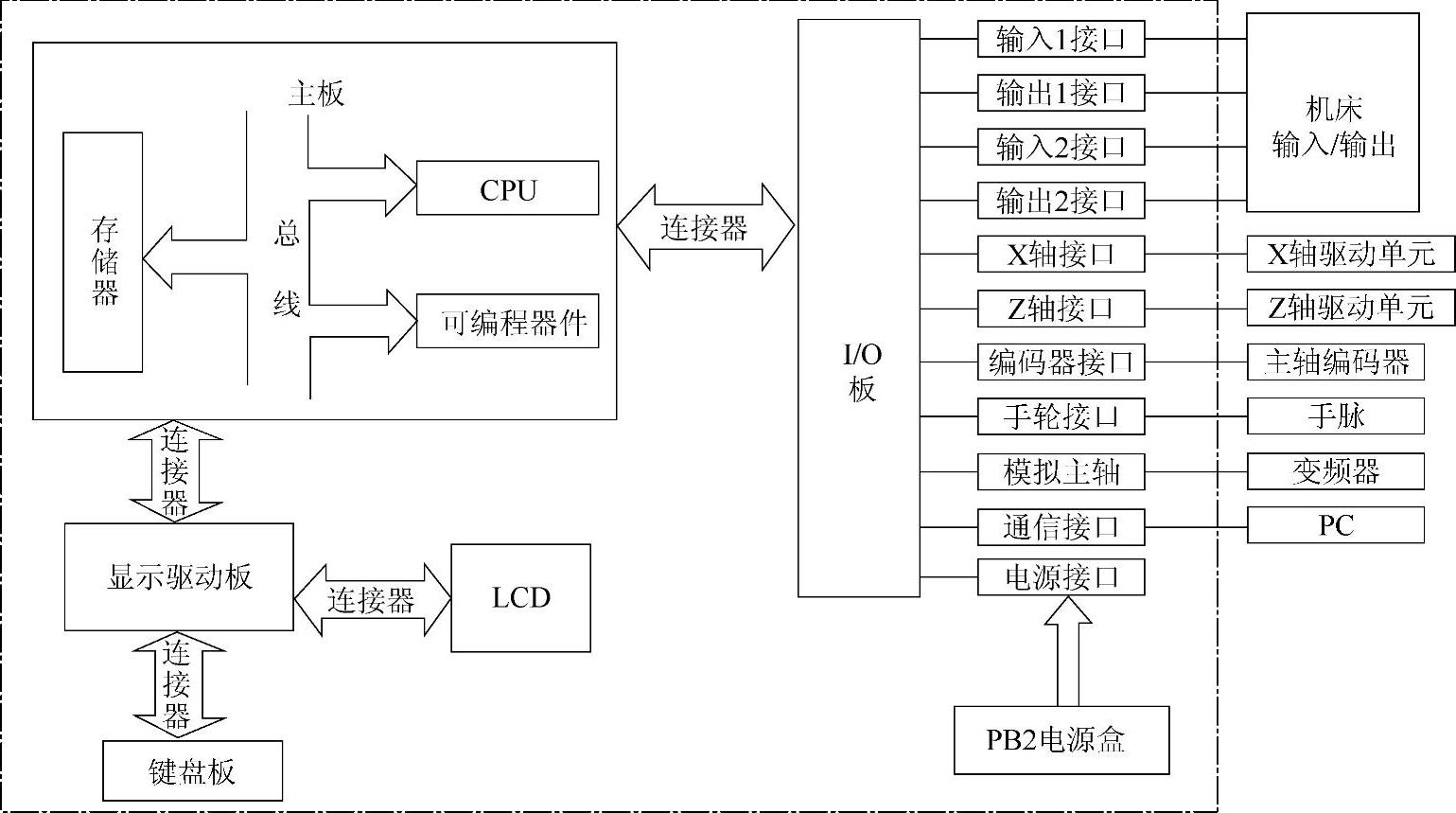
图1-1 GSK980TD硬件结构
引导问题 数控机床GSK980TD系统工作流程是怎样的?
1.系统电源由外部附件PB2____提供____V、____V、+12V、-12V和GND。其中,____V电压经电源接口进入I/O板内部电源转换电路部分,以提供给主板上各IC的工作电压,也输出到手脉冲接口。编码器接口满足手脉、主轴编码器需要的工作电压。____V电压经I/O板直接输出到输入、输出接口,如刀架____电源、中间继电器的工作电源、ESP急停、SP外接起动等。主轴模拟电压由+12V和-12V电源提供。
2.主板上主要有32位高性能CPU、存储器及可编程序逻辑器件等,可编程序逻辑器件采用的是内装型PLC。
3.I/O板是主板与机床外部交互的接口,主要完成____(PB2/CNC/PC/X、Z)与外部所有信号的电气驱动隔离。主要有____单元接口信号、主轴编码器接口信号、手脉接口信号、模拟主轴接口信号、通信接口信号和机床I/O接口信号。掌握这些接口信号,对系统的维修有很大帮助。
4.LCD在CNC软件控制下,在单色或彩色LCD上实现字符(如____、____、刀具位、机床状态、报警)和刀具加工轨迹图形等的显示。
5.控制软件将用户输入的零件程序代码进行解释译码、语法检查、刀补计算,并进行处理和I/O逻辑控制。插补计算的脉冲经轴接口输出至____旋转运动,控制____旋转运动,实现位移。I/O信号通过输入/输出接口与机床电气控制系统进行
交互,完成主轴、刀架、卡盘、冷却及润滑等的控制。
引导问题 数控系统的常见故障及其诊断方法有哪些?
1.直观法:通过对故障产生的各种光、声、味等异常现象的____,可以将故障范围____到某一部分。
2.自诊断功能法:系统内部诊断程序自动执行的诊断。启动诊断主要对CNC装置中最关键的硬件和系统控制软件进行____,如CPU、存储器、软盘驱动器、手动数据输入(CRT/MDI)单元、总线和输入/输出(I/O)单元等,甚至能对某些重要的芯片是否插装到位,规格型号是否正确等故障进行诊断。如果____故障,CNC装置可通过监视器显示故障的内容。
3.替换法:利用备用模块或电路板____有故障疑点的模块或电路板,观察故障是否依然存在,从而判断故障元器件。这是常用而简便的故障检测方法。
4.测量法:利用万用表、钳形电流表、相序表、示波器、频谱分析仪和振动检测仪等仪器,对故障疑点进行____、电流和____的测量,将测量值与正常值进行____,分析故障所在的位置。
5.敲击法:对一些时有时无、偶尔出现的故障,这是最常用的一种方法。对可疑部分____、抖动,迫使故障出现,从而____故障范围。此方法对于接插件____、焊点虚焊更加见效。
引导问题 系统发生无显示、无背光的故障,如何根据故障原因选用处理方法?
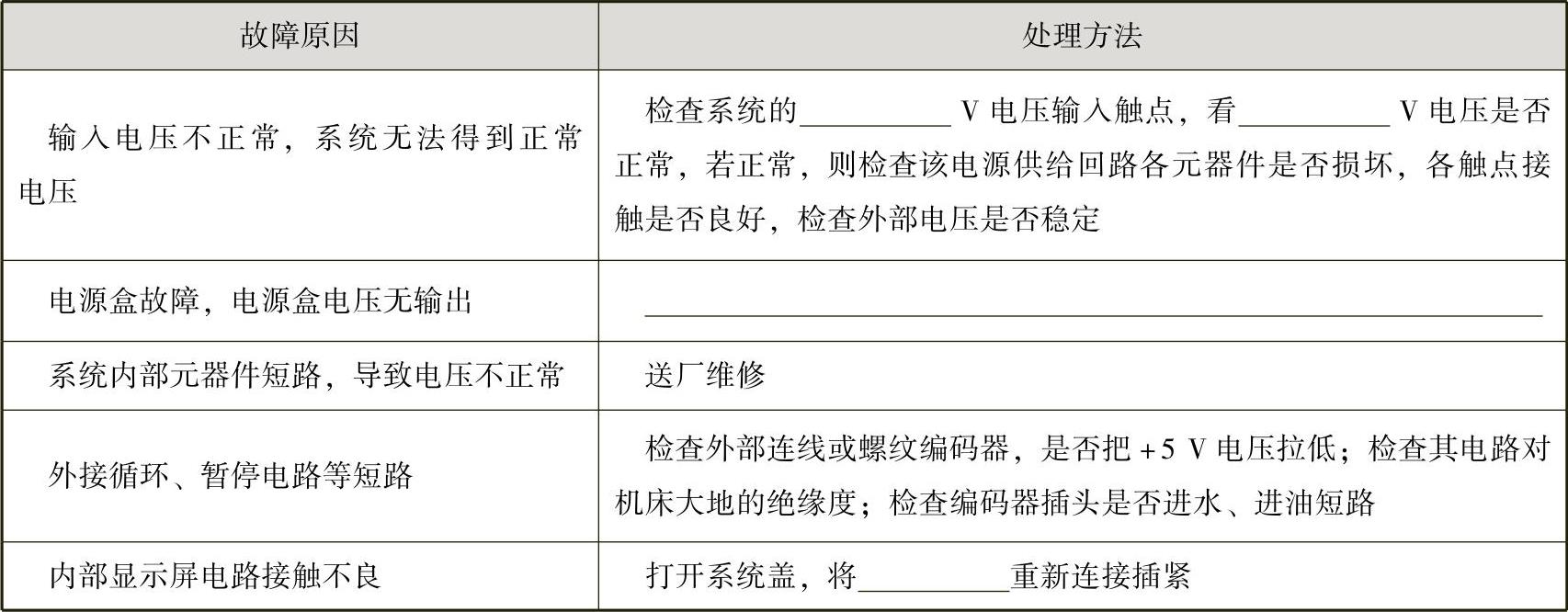
系统发生无显示、无背光的故障原因及其处理方法见表1-3。
表1-3 系统发生无显示、无背光的故障原因及其处理方法
【计划与实施】
一、制订维修计划
根据故障现象,分析数控系统无显示的故障原因,并制订合理的维修计划,同时准备维修时要用的工具和材料。
引导问题 对数控机床的故障进行诊断时,常用的基本原则有哪些?
1.先____后繁。
2.先____后____的维修原则。
3.先思后行,先熟后生的原则。
4.先上后下,先____后里的原则。
5.先备后用,代码优先的原则。
引导问题 根据先易后难,先简后繁的维修原则,系统无显示的故障判断需要什么样的流程?
故障判断流程如图1-2所示。
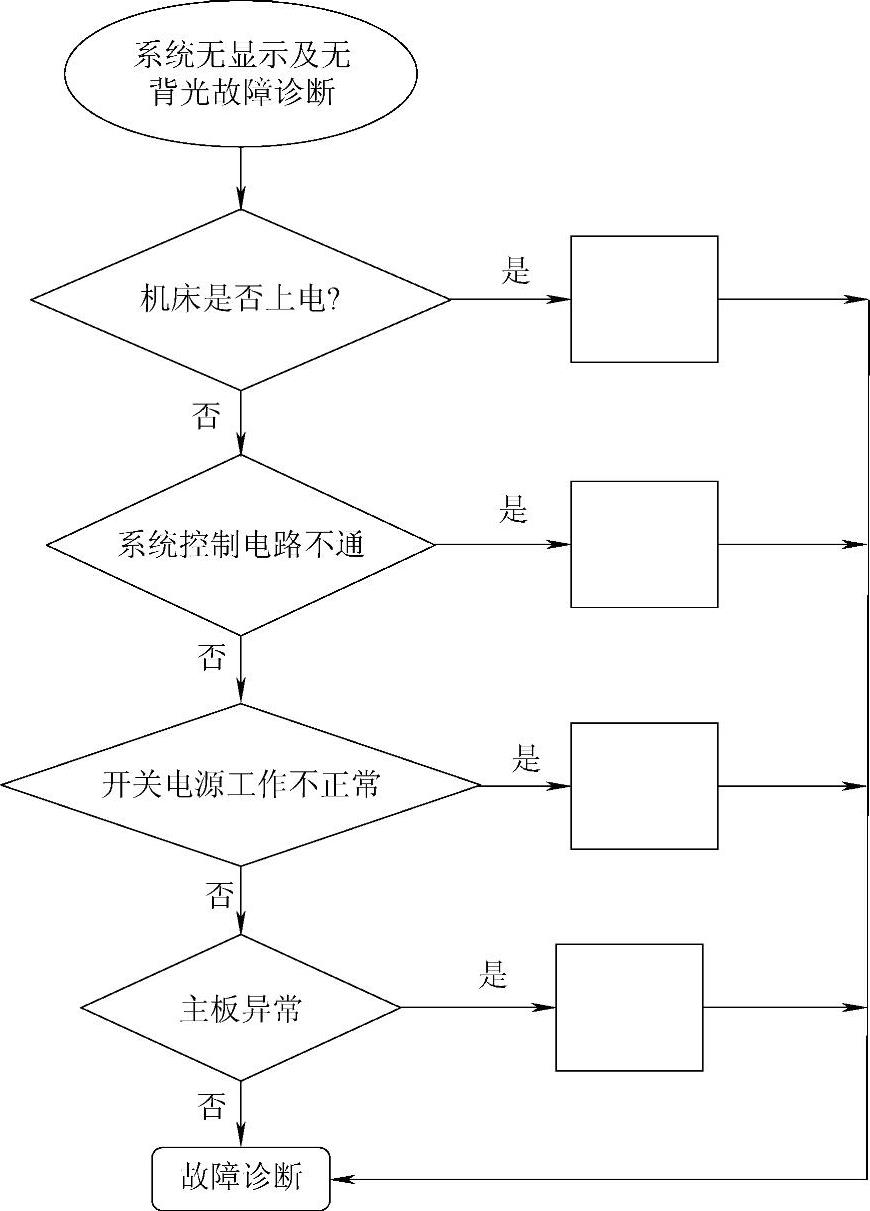
图1-2 故障判断流程
引导问题 需要的维修资料及工量具有哪些(表1-4)?
表1-4 维修资料及工具

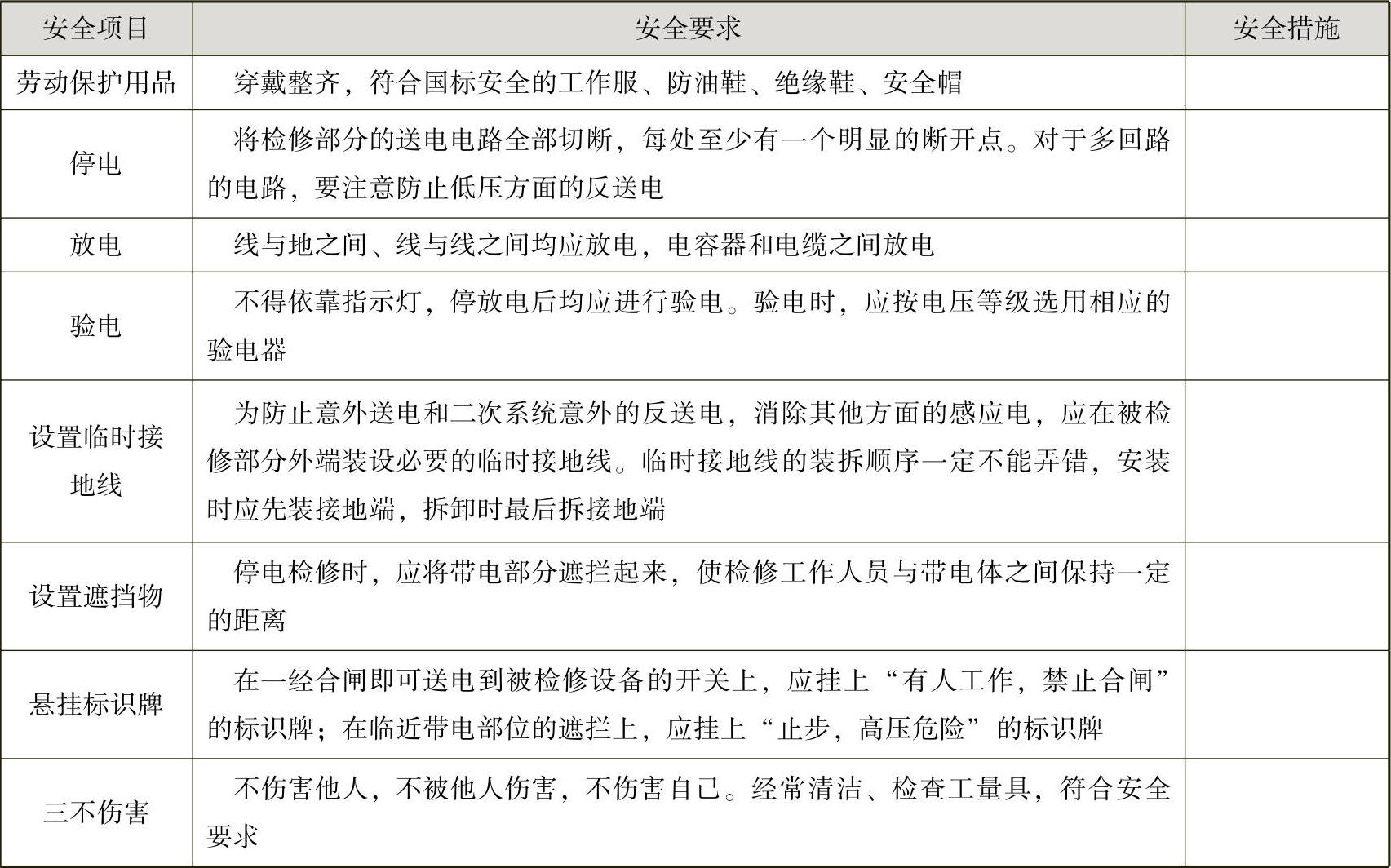
引导问题 在进行无显示故障诊断与维修工作中有哪些安全注意事项(表1-5)?
表1-5 安全注意事项
二、实施维修操作
引导问题 如何判断数控机床是否通电,以及系统主控制电路(图1-3)是否正常?
1.检查机床总电源开关,应处于____挡位,机床工作台____亮,电柜指示灯____,由此可以确定机床已上电。
2.检查机床强电通路是否正常。用万用表____挡测量隔离变压器次级____V输出,____也有交流____V输入,系统的220V电压输入正常。
 (https://www.xing528.com)
(https://www.xing528.com)
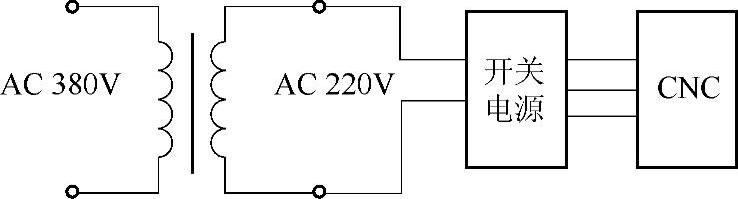
图1-3 系统主控制电路
3.检查外部连线、手脉、主轴编码器等处无水无油,经测量对地绝缘度达到要求。初步确定强电电路正常。
分析提示:系统输入电源是通过外部输入380V经隔离变压器降为220V的,供电电路如图1-3所示。引起系统无显示、无背光的原因,很大可能是开关电源没有电压输出。当开关电源盒输出短路时,机床的自身保护功能将使机床停止工作。
引导问题 如何检测与判断开关电源?
1.机床已上电,强电电路正常,初步判断故障在____,内部开关电路停止工作,或____内部电路有短路。断电测量电源盒,发现无对地,检查熔断器有无熔断。
2.断开开关电源盒负载后上电,用直流____挡测量各直流电压输出,如图1-4所示,输出电压符合技术要求规定,初步判断电源盒正常,故障在____部位。

图1-4 开关电源盒电路
引导问题 如何检测数控系统主板?
1.打开系统的机箱,采用敲击法,对可疑部分、抖动,检查有无接插件接触,有无焊点,再将系统接头重新连接插紧。
2.采用直观法检查功率输出器件,虽然没有闻到气味,但发现2803有明显等现象。最后发现(粉尘/击穿/生锈)的痕迹。
3.为了进一步确认故障,用简单测量法测量其对地的电阻为零,因此,可初步确定驱动芯片2803损坏。联系厂家,送厂检测验证故障。此机床的主板由厂家维修。
4.更换主板,重新开机并导入备份数据,系统显示背光恢复,工作正常。
三、质量检查
引导问题 排除数控系统无显示、无背光的故障后,需要进行维修质量检查,其质量检查的要求有哪些?
完成维修操作后,应通过自检来保证维修质量,避免试车造成损坏数控系统的安全事故。此外,还应规范施工的过程,提高检修质量的意识。维修质量的检查见表1-6。
表1-6 维修质量的检查
【评价与反馈】
完成本任务后,请对工作进行评价。自我评价由学习者本人填写,小组评价由组长填写,教师评价由任课教师填写。
一、验收交接
引导问题 数控机床试运行是交付使用的重要环节。交接过程中要注意哪些问题?
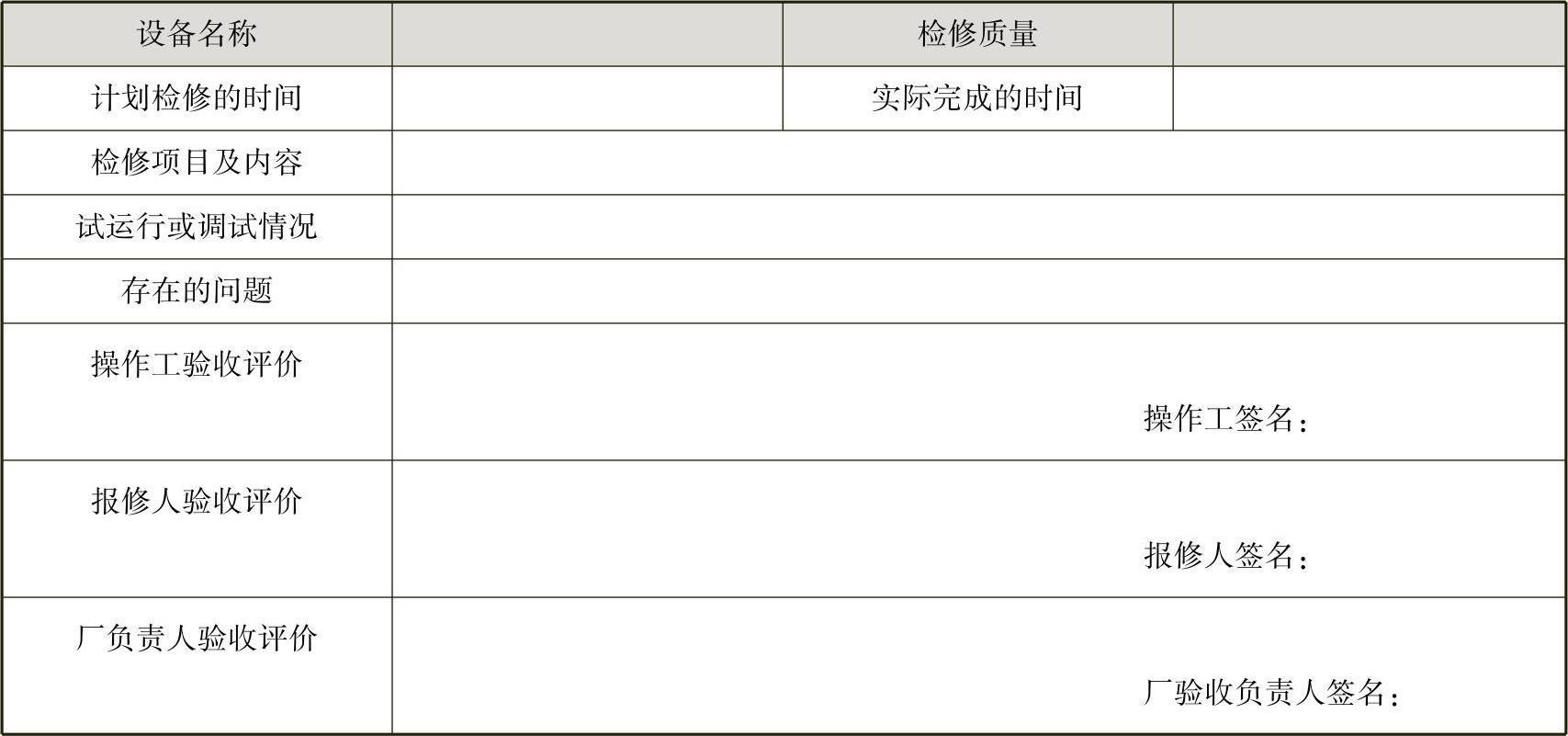
数控系统修复后验收交接是一项复杂的工作,要针对维修的故障内容部分进行检测试验、试运行待系统恢复正常后,与报修人员确认故障排除,提出造成本次故障的原因,提出机床维护保养的要求。请填写验收交接表(表1-7)。
表1-7 验收交接表
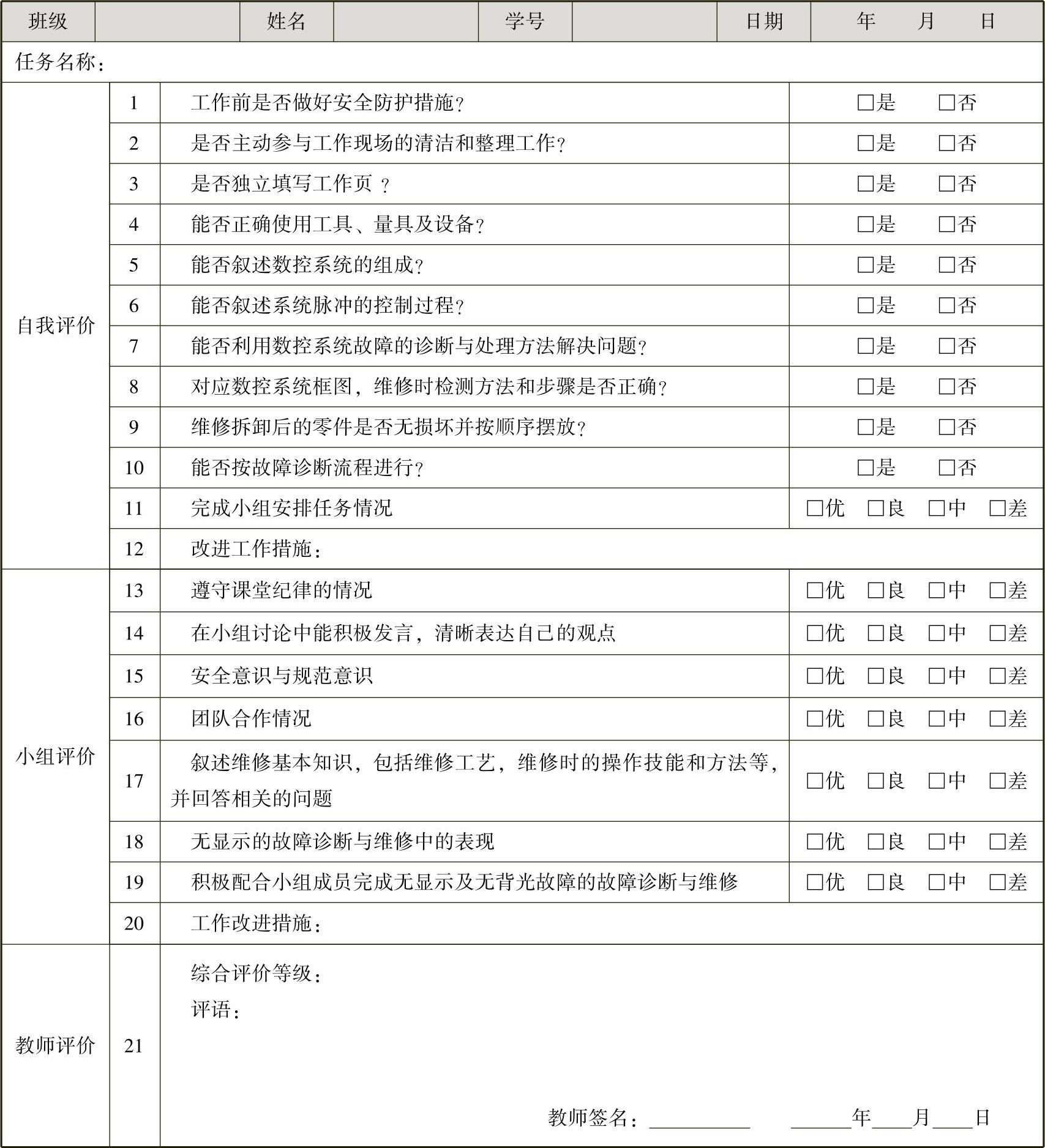
引导问题 如何对本任务进行评价(表1-8)?
表1-8 任务评价
二、拓展任务———针对FAUNC-MATE-0iTD的数控系统出现无显示的故障,进行故障诊断与排除
FAUNC-MATE-0i TD数控系统的CNC单元的电源上有两个灯,一个是电源指示灯,是绿色的;另一个是电源报警灯,是红色的。这里说的电源单元,包括电源输入单元和电源控制部分。
1.当电源不能接通时,电源指示灯(绿色)不亮的故障诊断方法。
1)电源单元的熔断器F1、F2已熔断。其原因可能是因为输入高电压引起的,也可能是电源单元本身的元器件已损坏。
2)输入电压低。检查进入电源单元的电压,电压的容许值为AC200V±20V,50Hz±1Hz。
3)电源单元不良,有元件损坏。
2.电源指示灯亮,报警灯也消失,但电源不能接通的故障诊断方法。
这是因为电源接通(ON)的条件不满足。开关电路及电源接通的条件如图1-5所示。
电源的接通条件有:
1)电源ON按钮闭合。
2)电源OFF按钮闭合。
3)外部报警接点打开。
4)电源单元报警灯亮。
3.24V输出电压的熔断器熔断的故障诊断方法。
1)9in显示器屏幕使用+24V电压,如图1-6所示,检查+24V对地是否短路。
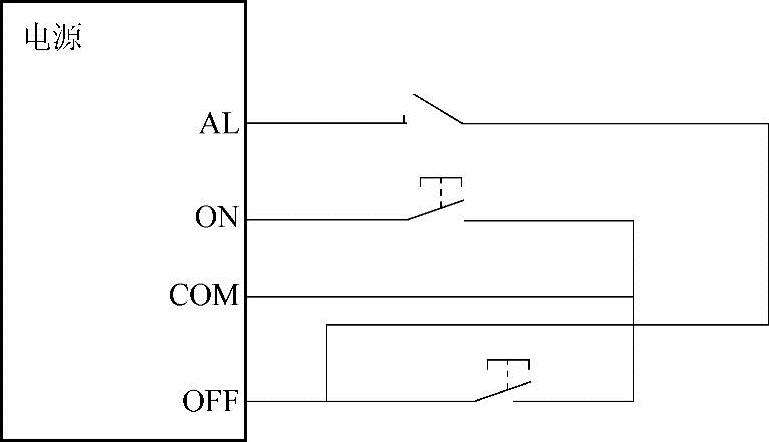
图1-5 开关电路
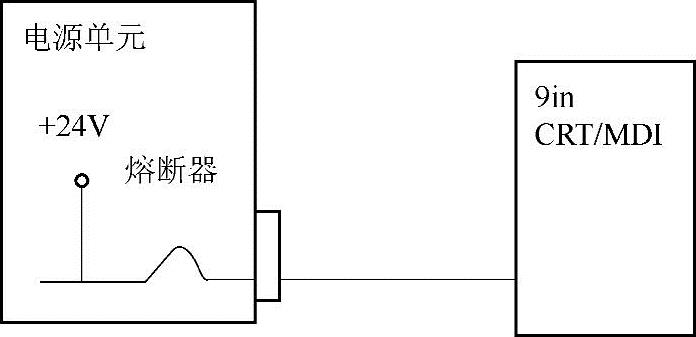
图1-6 显示器供电电路
2)显示器/手动数据输入板不良。
4.电源单元不良故障诊断方法及步骤。
1)把电源单元所有输出插头拔掉,只留下电源输入线和开关控制线。
2)把机床所有电源关掉,把电源控制部分整体拔掉。
3)再开电源,此时如果电源报警灯熄灭,那么可以认为电源单元正常,而如果电源报警灯仍然亮,那么电源单元损坏。
注意:16/18系统电源拔下的时间不要超过半个小时,因为SRAM的后备电源连接在电源单元上。
5.24E的熔断器熔断的故障诊断方法。
1)+24E是供外部输入/输出信号用的,参照图1-7,检查外部输入/输出回路是否短路。
2)外部输入/输出开关引起+24E短路或系统I/O板不良。
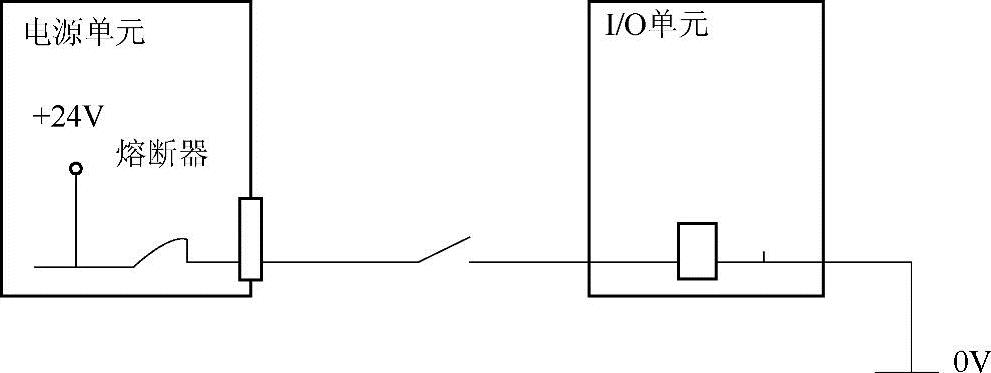
图1-7 外部输入/输出信号
6.+5V电源的负荷短路故障诊断方法。
1)把+5V电源所带的负荷一个一个地拔掉,每拔一个,必须先关电源再开电源,如图1-8所示。
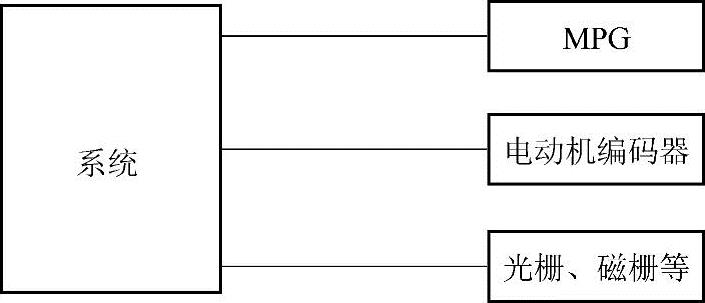
图1-8 +5V电源的负荷电路
2)当拔掉某一个+5V电源的负荷,电源报警灯熄灭,那么,可以证明该负荷及其连接电缆出现故障。请注意:当拔掉电动机编码器的插头时,如果是绝对位置编码器,则需要重新回零,机床才能恢复正常。
7.印制电路板上有短路的故障诊断方法。
用万用表测量+5V、±15V、+24D与0V之间的电阻。注意:必须在电源关的状态下测量。
1)把系统各印制电路板一个一个地拔掉,再开电源,确认报警灯是否亮。
2)当拔掉某一个印制电路板时,电源报警灯不亮,那就可以证明该印制电路板有故障。更换该印制电路板即可。
3)对于0系统,如果+24D与0V短路,更换时一定要将输入/输出板与主板同时更换。
4)当计算机与CNC系统进行通信作业时,CNC通信接口烧坏,也可能导致系统电源不能接通。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。