



铸件在凝固之后的冷却过程中,由于各部冷却速度不一致,导致各部分体积变化不一致,彼此制约引起的应力称为铸造内应力。
按应力产生的原因,铸造内应力分为热应力和机械应力两种。
(1)热应力 热应力是指因铸件壁厚不均匀或各部分冷却速度不同,致使铸件各部分的收缩不同步而引起的应力。铸件厚大部分或心部受拉应力(+),薄壁或表层受压应力(-)。
热应力产生过程如图2-9所示。
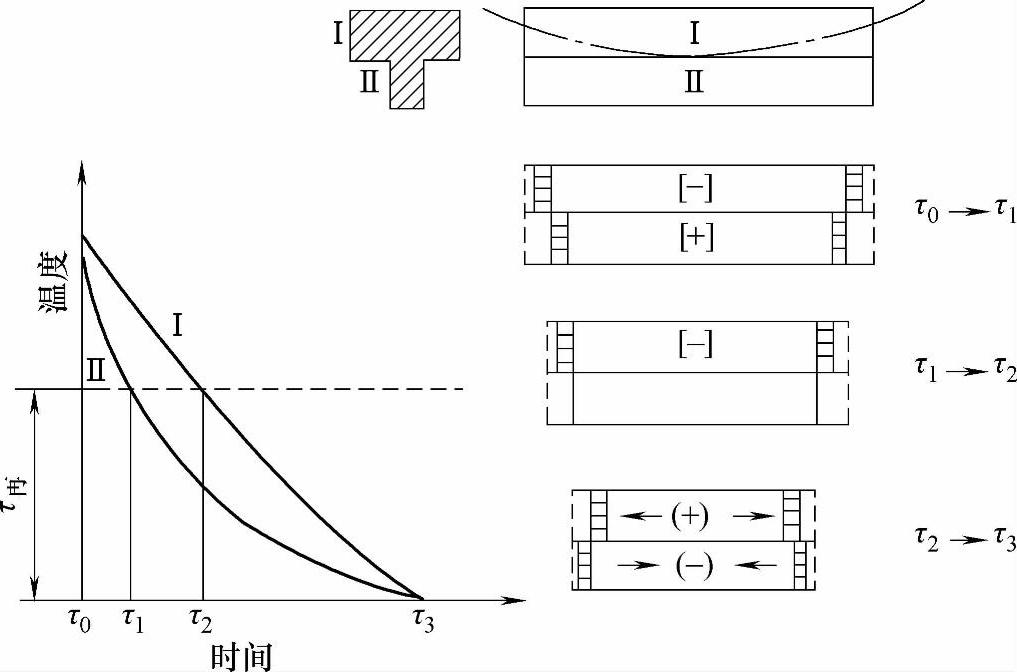
图2-9 铸件中热应力的产生过程示意图
当铸件处于高温阶段(τ0-τ1)时,铸件厚的部分Ⅰ和薄的部分Ⅱ都处于塑性状态,尽管此时铸件厚薄部分的冷却速度不同、收缩也不同步,但瞬时的应力可通过塑性变形来自行消失,在铸件内无应力产生;继续冷却,冷却速度较快的Ⅱ进入弹性状态,Ⅰ仍然处于塑性状态(τ1-τ2),此时由于Ⅱ的冷却速度较快、收缩较大,所以Ⅱ会受到拉伸,Ⅰ会受到压缩,形成暂时内应力,但此内应力很快因Ⅰ发生了微量的受压塑性变形而自行消失;当进一步冷却至更低温度时(τ2-τ3),两部分均进入了弹性状态,此时由于两部分Ⅰ和Ⅱ的温度不同、冷却速度也不同,所以二者的收缩也不同步,Ⅰ的温度较高,还要进行较大的收缩,Ⅱ的温度较低,收缩已趋于停止,因此Ⅰ的收缩必定受到细杆Ⅱ的阻碍,于是Ⅱ受压缩(-),杆I受拉伸(+)直到室温。铸件厚的部分或心部受拉应力,薄的部分或外表受压应力。
铸件残余热应力预防原则是减小铸件各部分间的温度差,使其均匀冷却。具体措施要求:首先设计时,尽量使铸件壁厚均匀;其次是生产上,使用“同时凝固”原则,如图2-10所示,防止铸件的热应力,所谓同时凝固是指为了防止铸件产生内应力,在厚大截面部分安放冷铁的工艺方法。残余热应力的消除方法则采用去应力退火。同时凝固的具体工艺是将内浇口开在铸件的薄壁处,再在铸件厚壁处放置冷铁。同时凝固的原则可降低铸件产生应力、变形和裂纹的倾向;只是铸件的心部会产生缩孔或缩松缺陷。同时凝固原则只用于普通灰铸铁和锡青铜铸件的生产。(https://www.xing528.com)
(2)机械应力 铸件的固态收缩受铸型或型芯的机械阻碍而形成的内应力称为机械应力。铸件的机械应力产生示意图如图2-11所示,它是暂时的铸件落砂后会自然消除。但是,它会在铸件冷却过程中与热应力共同作用,增大铸件某些部分的应力,促进铸件产生热裂纹的倾向。改善铸型和型芯的退让性是减小铸件收缩应力的方法之一。为此,在砂型铸造中,要使铸型具有合适的紧实度,并在型砂中加入适量的木屑及焦炭粉等。因此,为了尽早去除铸件的收缩应力,开型的时间又不宜过迟。
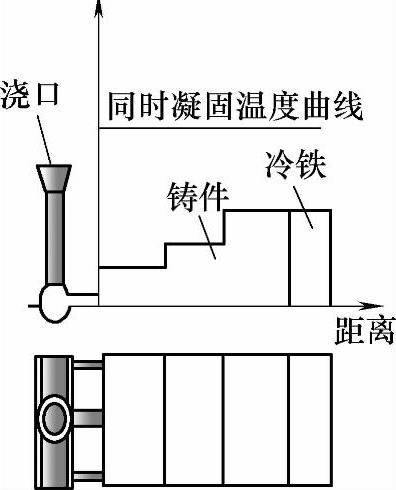
图2-10 同时凝固原则示意图
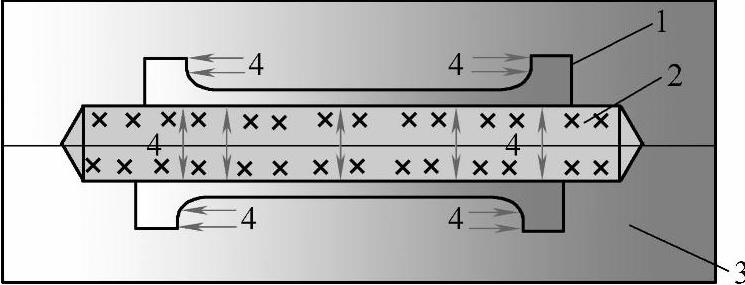
图2-11 铸件的机械应力产生示意图
1—铸件 2—型芯 3—铸型 4—阻力
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。