



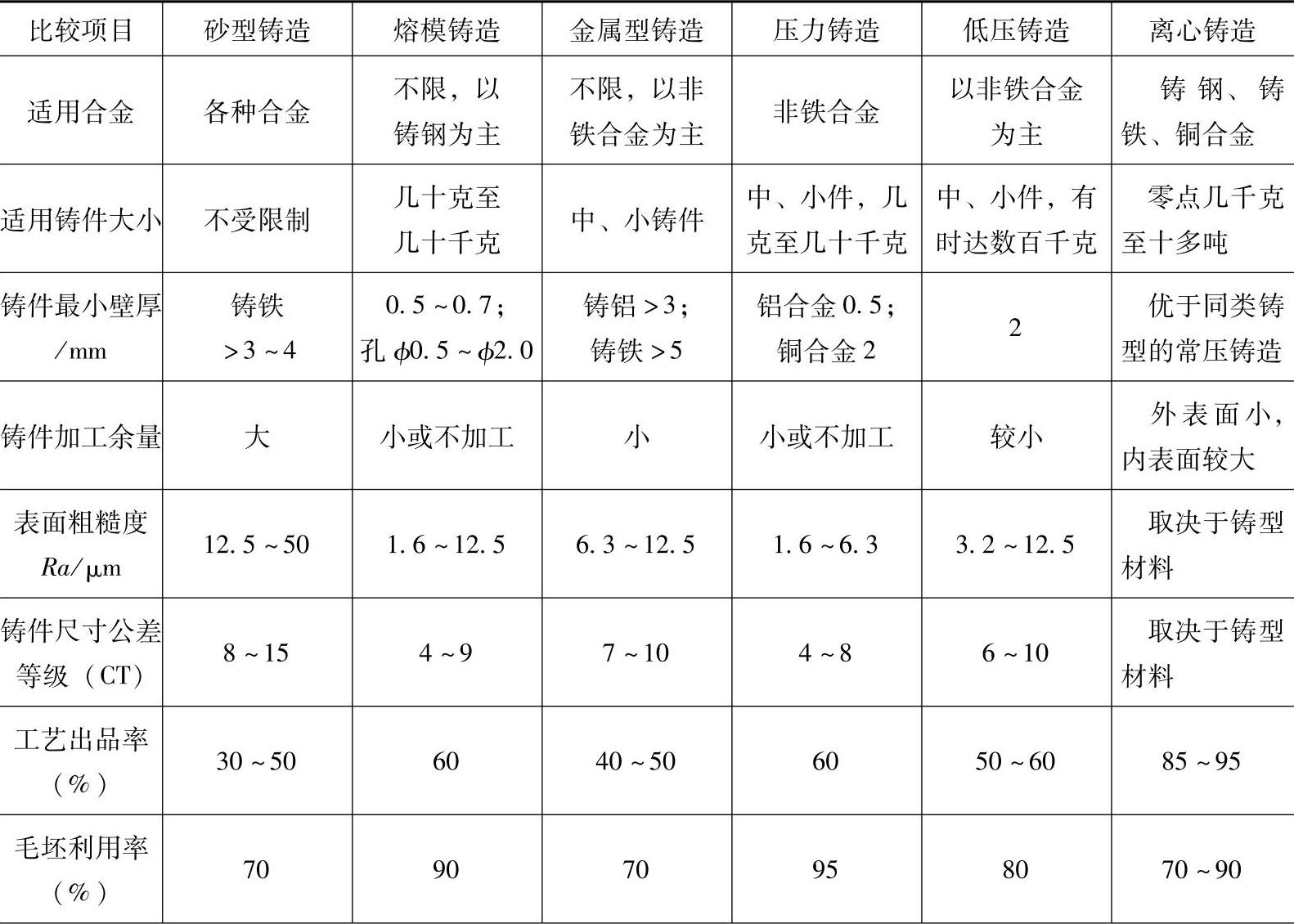
各种铸造方法都有其优缺点,分别适用于一定范围。选择铸造方法时,应从技术、经济、生产条件以及环境保护等方面综合分析比较,以确定哪种成型方法较为合理,即选用较低成本,在现有或可能的生产条件下制造出合乎质量要求的铸件。表2-6所示为几种常用铸造方法基本特点的比较。
表2-6 几种铸造方法的比较
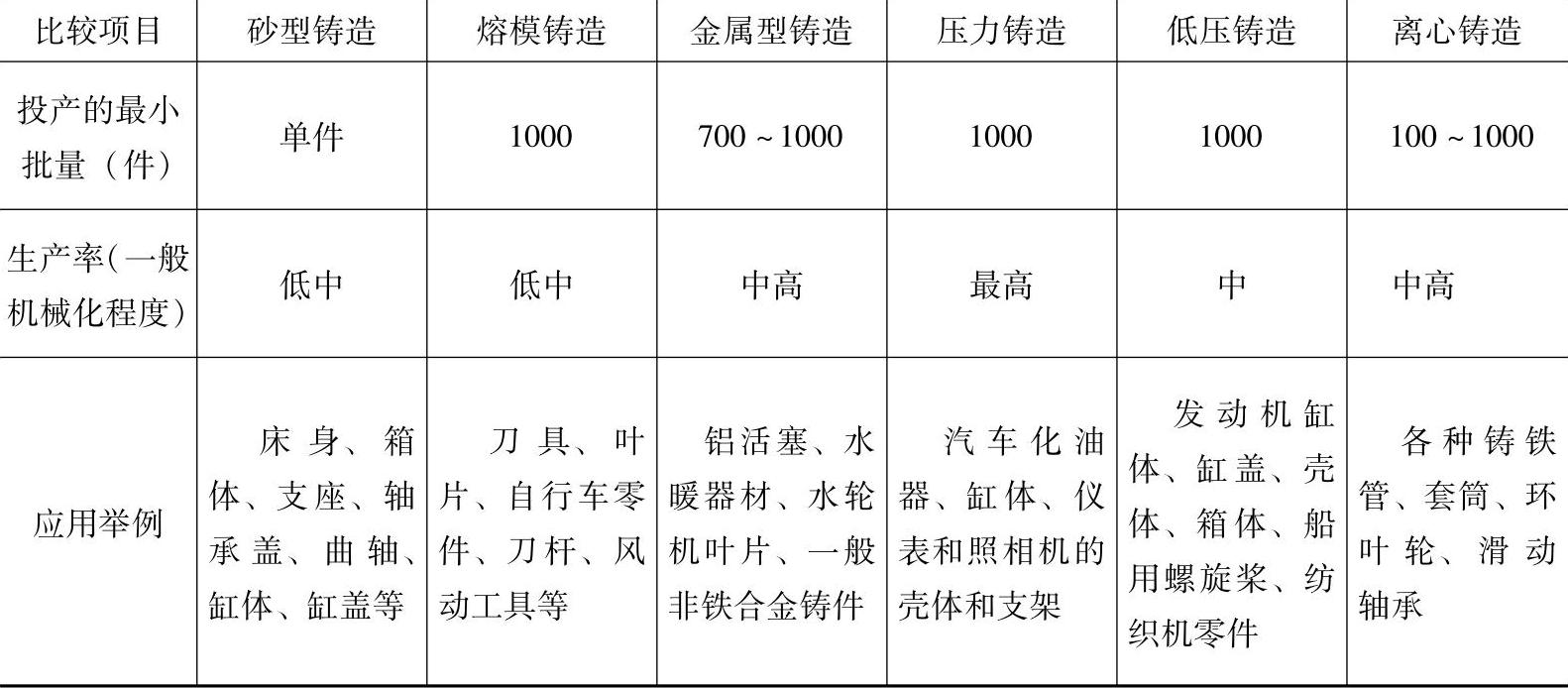
(续)
注: ;毛
;毛 (https://www.xing528.com)
(https://www.xing528.com)
合金种类:取决于铸型的耐热状况。砂型铸造所用硅砂耐火度达1700℃,比碳钢的浇注温度还高100~200℃,因此砂型铸造可用于铸钢、铸铁、非铁合金等各种材料。熔模铸造的型壳是由耐火度更高的纯石英粉和硅砂制成,因此它还可用于生产熔点更高的合金钢铸件。金属型铸造、压力铸造和低压铸造一般都是使用金属铸型和金属型芯,即使表面刷上耐火涂料,铸型寿命也不高,因此一般只用于非铁合金铸件。
铸件大小:主要与铸型尺寸、金属熔炉、起重设备的能力等条件有关。砂型铸造限制较小,可铸造小、中、大件。熔模铸造由于难以用蜡料做出较大模样以及型壳强度和刚度所限,一般只宜于生产小件。对于金属型铸造、压力铸造和低压铸造,由于制造大型金属铸型和金属型芯较困难及设备吨位的限制,一般用来生产中、小型铸件。
尺寸精度和表面粗糙度:铸型的精度与表面粗糙度有关。砂型铸件的尺寸精度最差,表面粗糙度值Ra最大。熔模铸造因压型加工得很精确、光洁,故蜡模也很精确,而且型壳是个无分型面的铸型,所以熔模铸件的尺寸精度很高,表面粗糙度值Ra很小。压力铸造由于压铸型加工得较准确,且在高压、高速下成型,故压铸件的尺寸精度也很高,表面粗糙度值Ra很小。金属型铸造和低压铸造的金属铸型(型芯)不如压铸型的精确、光洁,且是重力或低压下成型,铸件的尺寸精度和表面粗糙度都不如压铸件,但优于砂型铸件。
凡是采用砂型和砂芯生产铸件,可以做出形状很复杂的铸件。但是压力铸造采用结构复杂的压铸型也能生产出复杂形状的铸件,这只有在大量生产时才是经济的。因为压铸件节省大量切削加工工时,综合计算零件成本还是经济的。离心铸造较适用于管、套等这一类特定形状的铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。