



粉末锻造是把金属粉末经压实后烧结,再用烧结体作为锻造坯料的锻造方法,其典型工艺过程如图3-81所示。此外,尚有粉末等温锻造、粉末超塑性模锻、粉末连续挤压等方法。目前,以烧结锻造法应用最多。
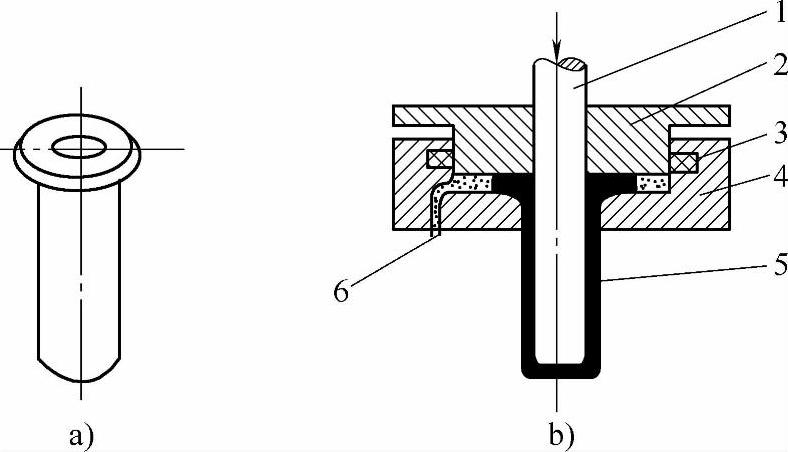
图3-80 超塑性板料拉深
a)工件 b)拉深示意图 1—冲头 2—压板 3—加热器 4—凹模 5—工件 6—液压管
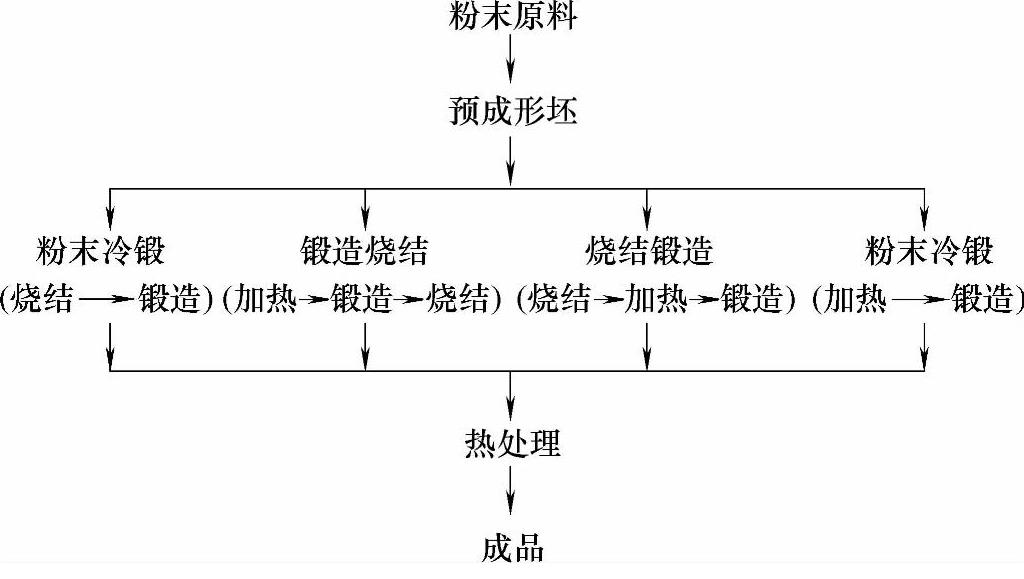
图3-81 粉末锻造典型工艺过程(https://www.xing528.com)
粉末锻造中选用的粉末是预合金粉,通常含有Ni和Mo合金元素,为使锻件具有较好的淬透性,可适量加入Cu。目前,除主要应用的铁基合金外,镍基、铜基、弥散强化铝合金等金属粉末,其应用量在逐步扩大。新型、高质量、成本低的金属粉末被制作出来,也是促使粉末锻造发展的因素之一。
粉末锻造工艺的基础是制作粉末预成形坯,也称为压坯或生坯。一种预成形坯是冷压成形后,经加热至锻造温度进行锻造。这种预成形坯多用预合金粉末制成,其相对密度为80%左右,塑性稍低,空隙较多。另一种是经过烧结的预成形坯,需重新加热后再进行锻造。这种预成形坯多采用混合元素粉末原料,或不含碳的预合金粉末制成。烧结的目的是为了合金化或使成分均匀,增加预成形坯的密度(其相对密度可达90%以上),同时应使锻造中易于充满模膛。预成形坯在模膛中有较大的横向流动和处于三向压应力状态下的变形。
对预成形坯进行锻造不仅是为了成形,更重要的是提高锻件密度,使锻件性能达到要求。锻前加热应在保护气氛下进行,时间不宜过长。采用闭式锻模进行锻造,以提高锻件精度。对锻模进行预热有利于坯料充满模膛。总之,严格控制工艺参数才能保证粉末锻造的质量。
粉末锻造是把粉末冶金与精密模锻结合在一起的工艺方法,既保持了粉末冶金的少、无屑加工的特点,又具有成形精确、材料利用率高、锻造能量消耗低、模具寿命长和成本低的优点。所得产品形状复杂,尺寸精确,组织结构均匀,无成分偏析及各向异性,并可破碎粉末颗粒表面的氧化膜,提高锻件的力学性能,能满足特殊环境对零件的使用要求。因此,粉末锻造工艺受到各工业国家的普遍重视,在机械制造业、航空航天工业中得到广泛采用,发展极为迅速。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。