



1.焊接变形产生的原因
由于焊接应力的存在,必然要产生焊接变形。焊接变形的基本形式如图4-7所示,变形的形式与焊接件结构、焊缝布置、焊接工艺、应力分布、板材的厚度等因素有关。一般简单结构,焊缝只出现收缩变形、尺寸缩小。单面焊、对接焊易出现角变形;丁字接头焊接次序不合理、工艺不对易产生弯曲变形或扭曲变形;薄板对接、用气焊,热影响区易产生波浪变形。
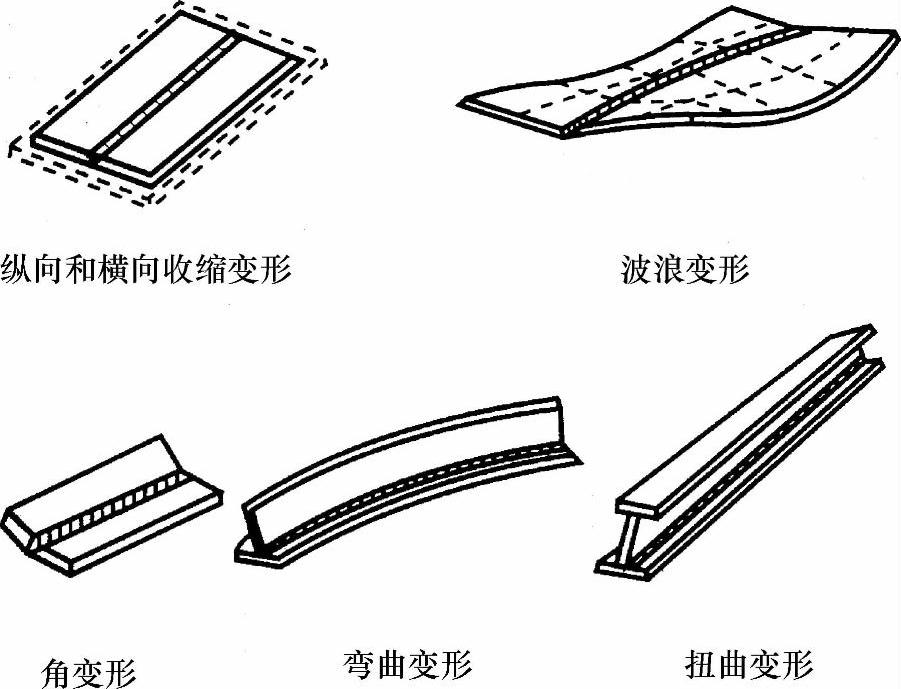
图4-7 焊接变形的形式
2.防止变形的措施
焊件变形影响到工件的装配和使用,甚至造成报废。因此必须加以防止和消除。焊接变形是由焊接内应力造成的,预防应力产生的措施对防止变形都是行之有效的。从设计上着手,在设计时采用刚性较大的、对称焊接结构,正确合理地布置焊缝、减少密集焊缝都可以减少焊接变形。其次,注意选择合理的焊接次序如图4-8所示,采用刚性夹持(焊接夹具可以减少变形);对结构复杂的焊件,先采用小电流点固、矫正,再进行焊接;对钢板的对接拼焊,先点固一边,矫正后再从另一边施焊,都可以减少变形;第三,采用反变形如图4-9所示,焊后变形抵消原来的变形,不过这个方法要具有一定的焊接经验,过大、过小都达不到目的。

图4-8 梁的焊接次序

图4-9 平板焊的反变形
a)焊前反变形 b)焊后(https://www.xing528.com)
3.矫正
矫正的方法有机械矫正和热矫正如图4-10、图4-11所示。
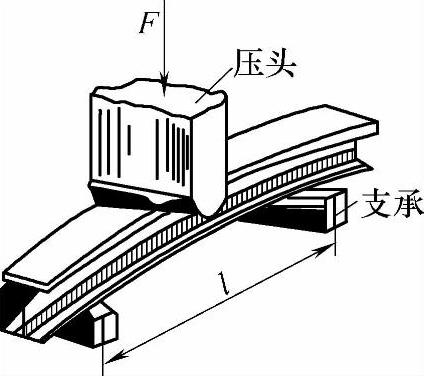
图4-10 机械矫正法
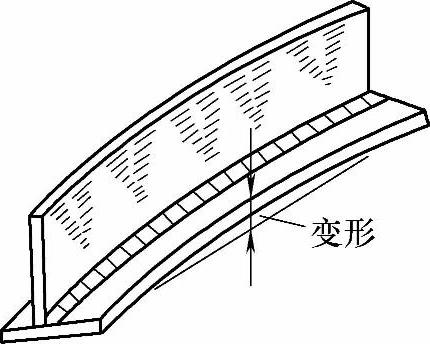
图4-11 热矫正法
4.无损检测
焊接应力过大,会导致焊缝熔合区或过热区产生裂纹。裂纹是最严重的缺陷,裂纹包括热裂纹、再热裂纹、冷裂纹、层状裂纹和延迟裂纹。往往是内部裂纹危害性极大,会造成不可估量的损失。故需对重要焊接件的内部进行无损检测。
内部无损检测方法有X射线检测、γ射线检测、工业射线CT检测、超声波检测。外部裂纹检测有磁粉检测、磁粉荧光检测、渗透检测。磁粉荧光检测技术、超声波检测技术,已熟练地用于火车轮轴的检测。荧光检测时,一定要注意,检测后如发现有缺陷,在进行补焊前,一定要彻底用丙酮进行清洗,再检测之前也一定要清洗,否则因荧光粉受热散发在空气中,待冷却后又掉到焊缝上,造成人力、物力的浪费。曾经有人对环形真空室进行荧光渗透检查(环形真空室外直径1200mm,内环直径800mm,高800mm,板厚为0.3mm的耐热钢),焊后对焊缝检查,只有4个漏点。补焊后再检查时,发现漏点更多,再补焊,漏点越来越多,差一点报废。施焊人员提议用丙酮或酒精进行彻底清洗后再检查,一个漏点都没有了,白白浪费了几天的时间。检测人员最后用氦气质谱仪检查,结果一样,证明焊接方法是可靠的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。