



焊条电弧焊又称手工电弧焊,它是工人用手工操纵焊条进行焊接的电弧焊接方法,也是最常见的一种焊接方法(见图4-12)。焊条电弧焊应用很广,室内、室外、高空和全方位进行焊接。设备简单,操作方便灵活,维护容易。可用于高强度钢、铸钢、铸铁及非铁金属的焊接。焊接接头的强度与母材相近似。但是焊缝质量与工人的焊接水平和焊接技术密切相关,同时劳动量也很大。
1.引弧
引弧的方式有:擦式、点式、接触式等多种方式;常用擦式,如图4-13所示。擦式是焊条夹在焊钳上,在工件上的焊缝不远的地方,轻轻擦一下,离开2~4mm,电弧即引燃,再引至焊道;当第一根焊条焊完后,立即换上焊条,靠近未冷却的接头部位,因为热发射性强,电弧立即引燃。不管用何种方式引弧,不允许在已加表面上进行,防止表面烧损、划伤。接触式引弧、高频高压和高压脉冲引弧,适用于自动焊接。
2.运条
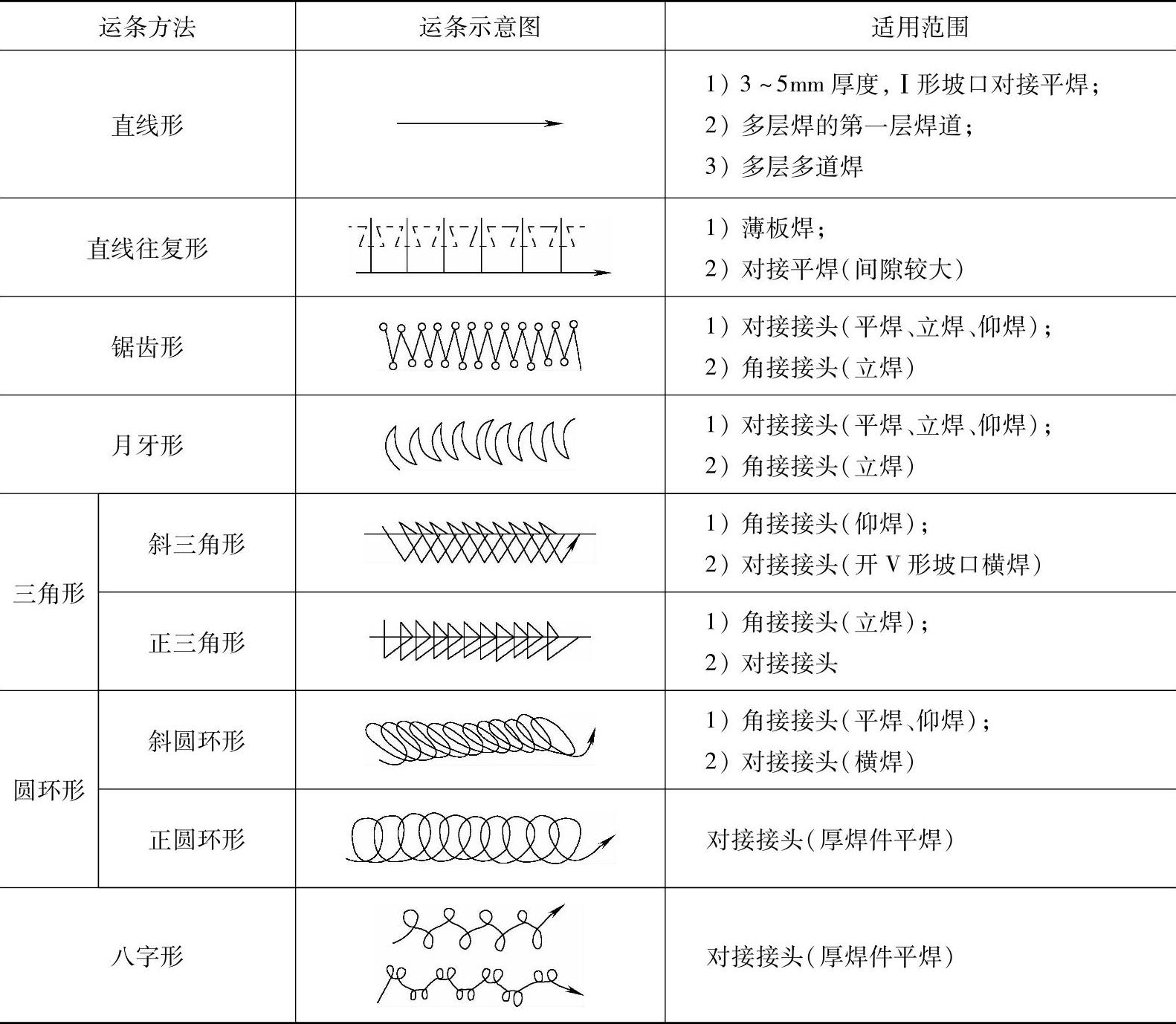
运条也有多种形式,有直线形、直线往复形、锯齿形、月牙形、三角形、圆环形和八字形等多种,见表4-2。直线形多用于多道焊的第一道,锯齿形多用于多道焊缝的中间,圆环形、弧形多用在多道焊的最后一道盖面焊。运条有三个基本方向,送进、摆动、沿焊缝移动,如图4-14所示。
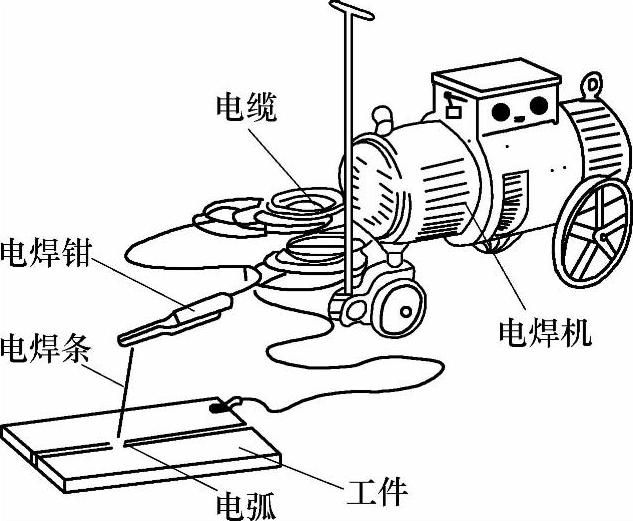
图4-12 焊条电弧焊
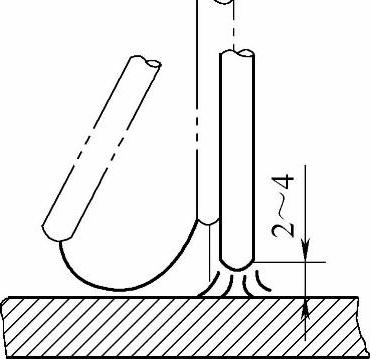
图4-13 擦式引弧
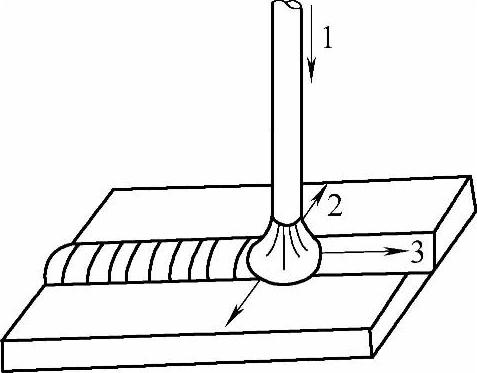
图4-14 焊条电弧焊运条(https://www.xing528.com)
表4-2 运条方法及应用范围
3.接头清理
为了易于引弧,稳定电弧燃烧,保证焊缝质量,焊前清理是必不可少的工序。清理接头处的铁锈、油垢和污物,特别是中碳钢的焊接尤为重要,清理方法可用钢丝刷、火焰和砂轮。
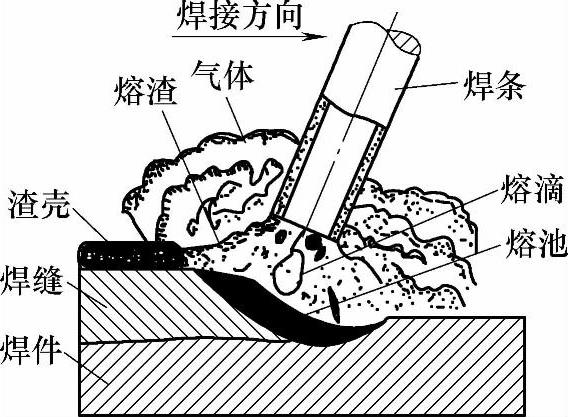
图4-15 焊条电弧焊焊接过程
4.焊接过程
焊条电弧焊的焊接过程如图4-15所示。电弧引燃后,在电弧热的作用下,焊芯和工件熔化形成熔池,同时焊条药皮熔化与分解,药皮熔化后与液态金属发生物理化学反应所形成的熔渣不断从熔池中浮起,药皮产生大量的CO2、CO和H2等保护气体,熔渣和围绕在电弧周围的气体防止空气中氧气和氢气的侵入,起到保护熔化金属不受氧化和氢化的作用。同时药皮中的有用合金元素不断融入熔池,起到渗合金作用,保证焊缝中的合金元素不低于母材的合金元素。
焊条焊芯溶化后,在重力和电弧吸力的作用下过渡到熔池,起到填充作用,同时也起到渗合金作用,保证焊缝合金成分不低于母材,甚至更高,保证焊缝质量。
当电弧向前移动,工件和焊条不断熔化,形成新的熔池,而先形成的溶液不断冷却结晶,形成连续的焊缝,覆盖在焊缝表面的熔渣冷却逐渐形成渣壳,保护还处在高温下的焊缝不被氧化,并对减缓冷却速度防止裂纹产生有着重要作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。