



【摘要】:环缝埋弧焊如图4-19所示,不论是外环缝还是内环缝,焊丝均应偏中心线一定的距离a。图4-19 环缝埋弧焊示意图
1.清理
为了保证焊接质量,焊前除掉焊缝两侧50~60mm之内的一切油污和铁锈,以免产生气孔。
2.焊接厚度
板厚在20mm以下时,可采用单面焊双面成形,工件板厚超过20mm,可采用双面焊,也可以开坡口单面焊。
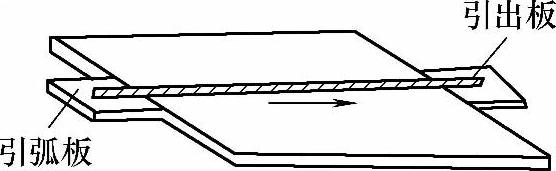
3.引弧板和引出板
埋弧焊焊接电流很大,平板对接,引弧处和收弧处散热差,容易烧穿或成形不好,应当采用引弧板和引出板如图4-18所示,焊后去掉。
环缝埋弧焊如图4-19所示,不论是外环缝还是内环缝,焊丝均应偏中心线一定的距离a。其大小视筒直径与焊速而定,一般a值在35~40mm范围内。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-18 埋弧焊的引弧板和引出板
4.焊接材料的选择
(1)焊剂的选择 焊接低碳钢和强度等级低的合金钢,一般选用高锰高硅焊剂(如HJ431、HJ433和HJ430)与低碳焊丝(H08A)或含锰焊丝(H08MnA)相配,焊接低合金高强度钢时,除使焊缝与母材等强度外,还应特别注意保证焊缝的塑性、韧性,可选用中锰中硅型焊剂,或低锰中硅型焊剂(如HJ250焊剂)。施焊前,对焊剂要进行烘烤,因熔炼焊剂易吸潮。
(2)焊丝选择 焊丝选择除要求其化学成分符合要求外,还要求其外观满足要求,无锈蚀、氧化皮等。送丝要好还要求挺直度。

图4-19 环缝埋弧焊示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。