



激光加工是利用功率密度极高的激光束照射工件的加工部位,使其材料瞬间熔化或蒸发,并在冲击波作用下,将熔融物质喷射出去,从而对工件进行穿孔、蚀刻、切割;或采用较小能量密度,使加工区域材料熔融粘合,对工件进行加工。
1.激光加工的原理
激光是一种在激光器中受激辐射而产生的相干性光源,它除了有一般光的共性外,还有方向性好(几乎是一束平行光)、单色性好(光的频率单一)、能量高度集中、相干性好等特点。
方向性和单色性好使这种亮度高的激光在理论上可以被聚焦到尺寸与光的波长相近的小斑点上,在焦点处的能量密度达到107~1011 W/cm2,温度达到一万度左右,从而使任何高硬度、高强度的材料在千分之一秒甚至更短的时间内急剧蒸发,只要是能在高温下熔化而不分解的材料,都可以在高温下瞬时熔化和气化,产生很强的冲击波,使熔化物质爆炸式地喷射去除。因此,激光聚焦点可对任何材料进行去除加工。其加工原理如图6-9所示。激光器由激光工作物质2、激励能源3和全反射镜1与部分反射镜4构成的光谐振腔组成。当工作物质被光或放电电流等能源激发后,在一定的条件下可以使光得到放大,并由于光谐振腔的作用产生光的振荡,由部分反射镜输出激光,激光束通过透镜5聚焦到工件6的待加工表面,对工件进行加工。
2.激光加工的特点
1)激光聚焦后的焦点直径,理论上可小至0.001mm以下,实用上可实现φ0.01mm左右的小孔加工和窄缝切割,是理想的微细加工方法之一。
2)激光加工的功率密度很高,它几乎可以加工任何金属与非金属材料,如高熔点材料、耐热合金及陶瓷、宝石、金刚石等硬脆材料等均可加工。
3)是非接触加工,工件无受力变形。
4)激光打孔、切割的速度很高,加工部位周围的材料几乎不受热影响,工件热变形小。
5)可控性好,易于实现自动化。如激光器与三坐标数控机床配合能对各种形状复杂的型孔、型面进行加工。(https://www.xing528.com)
3.激光加工的适用范围
(1)激光打孔 激光打孔是利用激光焦点处的高温,使材料瞬时熔化、气化,气化物以超音速射出来后,它的反冲击力在工件内部形成一个向后的冲击波,将熔化物质喷射出去而成孔。激光打孔生产率高,特别是对高强度、高硬度难加工材料(如金刚石、宝石等)的打孔更具有现实意义。目前多用于金刚石拉丝模、钟表宝石轴承、化纤喷丝头等零件的小孔加工。
(2)激光切割 激光切割与打孔的原理相同,只需连续移动工件打一排小孔即可。
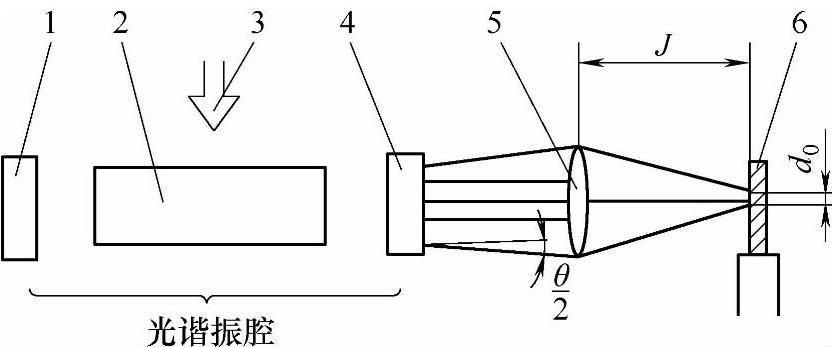
图6-9 激光加工原理示意图
1—全反射镜 2—激光工作物质 3—激励能源 4—部分反射镜 5—透镜 6—工件 θ—激光束发射全角 d0—激光焦点直径
激光可以切割各种软和硬金属、陶瓷、玻璃、有机玻璃、布、纸、橡胶、木材等材料。切割效率高且切缝很窄,若与数控机床配合,可十分方便地切割出各种曲线形状。激光切割目前广泛用于切割各种形状复杂的零件、窄缝、栅网等,在大规模集成电路制作中,可用激光划片。
(3)激光焊接 激光焊接是在极短时间内使焊接部位达到熔点后,使两个部位的金属熔融在一起而焊上。激光焊接无需焊条且操作简单,焊缝窄,熔池深,热影响区小,强度高。由于焊接时间短工件变形量少,特别适于焊接薄壁零件。
(4)热处理 激光热处理是用激光对金属工件表面扫描,使工件表面在极短的时间内被加热到相变温度,由于热迅速向工件内部传导而冷却,且其冷却速度极快,一般可达5000°C/s,使零件表面形成若干超级淬火区(白色层)。这种白色层不易被一般腐蚀剂侵蚀。激光热处理可使铸铁、中碳钢硬度达60HRC以上,可使高速钢硬度达70HRC以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。