



【摘要】:图7-2 钻床所能完成的工作在钻床上用钻头在零件上加工孔的方法称为钻孔。钻头的种类很多,最常用的是麻花钻。切削部分担负主要的切削工作,导向部分起引导作用,也是切削部分的后备部分。切削部分和导向部分统称为工作部分。对于加工精度要求为IT9,表面粗糙度值Ra为3.2~6.3μm的孔,应当先钻孔后扩孔。精细铰可达到IT6级精度,表面粗糙度值Ra可达到0.2mm。
用钻头或铰刀、锪刀等刀具在工件上加工孔的方法统称为钻削加工。它可在钻床上进行,也可在车床、铣床、镗床上进行。
钻床的种类很多,常用的有台式钻床、立式钻床、摇臂钻床等。钻床所能完成的工作如图7-2所示。
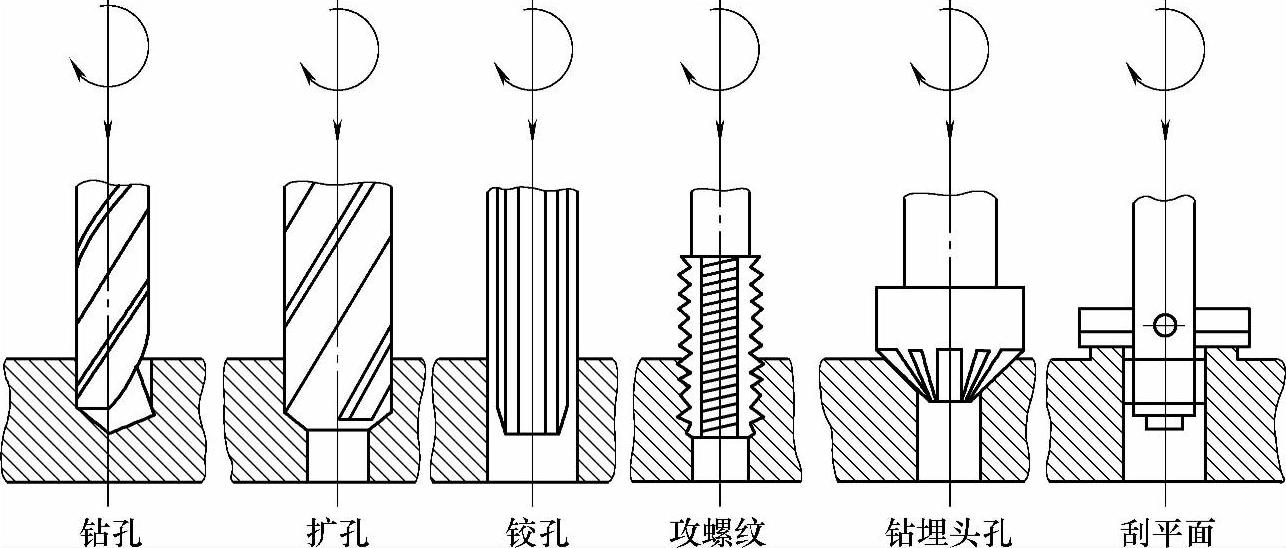
图7-2 钻床所能完成的工作
在钻床上用钻头在零件上加工孔的方法称为钻孔。钻头的种类很多,最常用的是麻花钻。切削部分担负主要的切削工作,导向部分起引导作用,也是切削部分的后备部分。切削部分和导向部分统称为工作部分。(https://www.xing528.com)
用普通麻花钻钻孔存在着钻头易磨损、排屑困难及孔的精度差等问题。但经过长期实践,麻花钻的结构得到改进,已形成系列群钻,提高了钻头寿命、生产率及加工精度,并使操作更加简便,适用性更广。钻削是加工小于φ30mm孔的主要方法,钻孔一般加工精度为0.2mm,表面粗糙度值Ra为12.5~50μm。
对于加工精度要求为IT9,表面粗糙度值Ra为3.2~6.3μm的孔,应当先钻孔后扩孔。对于加工精度要求为IT7,表面粗糙度值Ra为0.4~1.6μm的孔,应当采用先钻孔、后扩孔、再铰孔的加工方法。精细铰可达到IT6级精度,表面粗糙度值Ra可达到0.2mm。
图7-3所示为孔加工方案的框图,可以作为拟定加工方案的依据和参考。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。