



随着电机制造工艺的不断发展,现代冲压技术引用到制造电机领域的冲压零件现在越来越多地被电机制造厂家所接受,制造电机的加工手段也越来越先进。在国外,电机铁心带回转自动叠片技术应用在多工位级进模上非常普遍,一般先进电机制造厂家都采用现代冲压技术来冲压零件。即在一副多工位级进模上完成电机铁心的冲压、自动叠铆、自动带回转、自动带扭斜等一系列自动冲压功能。在国内,用现代冲压技术来冲压零件的加工方法正逐步发展起来,这一制造电机工艺的优势已被许多电机制造厂家所重视。用多工位级进模来冲压电机转子、定子铁心,直接套裁冲出定子冲片和转子冲片,并在其适当部位冲出一定形状的叠铆点,然后自动叠铆成铁心。用现代冲压技术来冲压零件与原来用普通模具及设备冲压零件相比较,前者具有冲压零件自动化程度高、尺寸精度高、模具使用寿命长等特点,省去了冲片整理、用铆钉铆接、扣片或氩弧焊等工艺过程,适合于冲压件的大批量生产,提高了制造电机的生产效率,保证了电机制造的技术要求。
用多工位级进模冲压定、转子铁心与用普通模具冲压定、转子冲片相比,多工位级进模除了转子、定子的轴孔和槽孔冲裁工位外,还增设了转子、定子的计量孔和叠铆点冲压工位,并将原来转子、定子的落料工位改成落料叠铆工位,还可按铁心结构要求设置扭转机构,使转子铁心的斜槽在落料扭转叠铆工位上完成;或者设置回转机构,使铁心冲片经过落料回转后叠铆。
1.自动叠铆级进模的类型
根据电机铁心冲压工艺的类型,自动叠铆级进模主要有直接叠铆级进模、带扭斜叠铆级进模、带回转叠铆级进模、带回转加扭斜叠铆级进模四种类型。
(1)直接叠铆级进模 在模具内套裁冲出定子冲片和转子冲片,并在落料时直接将定子冲片和转子冲片叠铆成定子铁心和转子铁心。
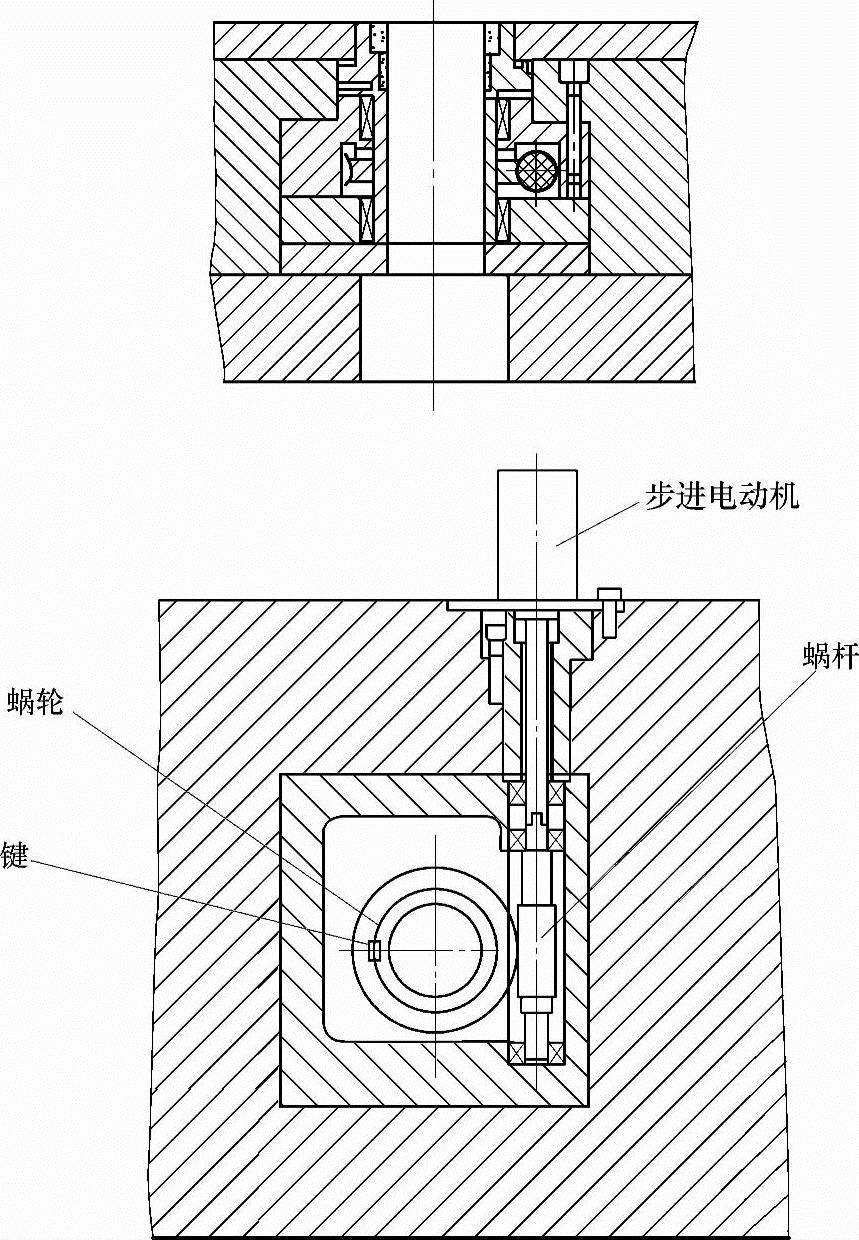
图2-24 步进电动机带动扭转机构
(2)带扭转叠铆级进模 在模具内套裁冲出定子冲片和转子冲片,并在落料时将定子冲片直接叠铆成定子铁心,将转子冲片叠铆成带扭斜的转子铁心。扭斜呈小角度转动。在多工位级进模转子落料部分带有扭转机构,有两种方式:一种是由步进电动机带动,其转动结构如图2-24所示;二是由上模具的上、下运动所带动,即机械式带动扭转机构,如图2-25所示。
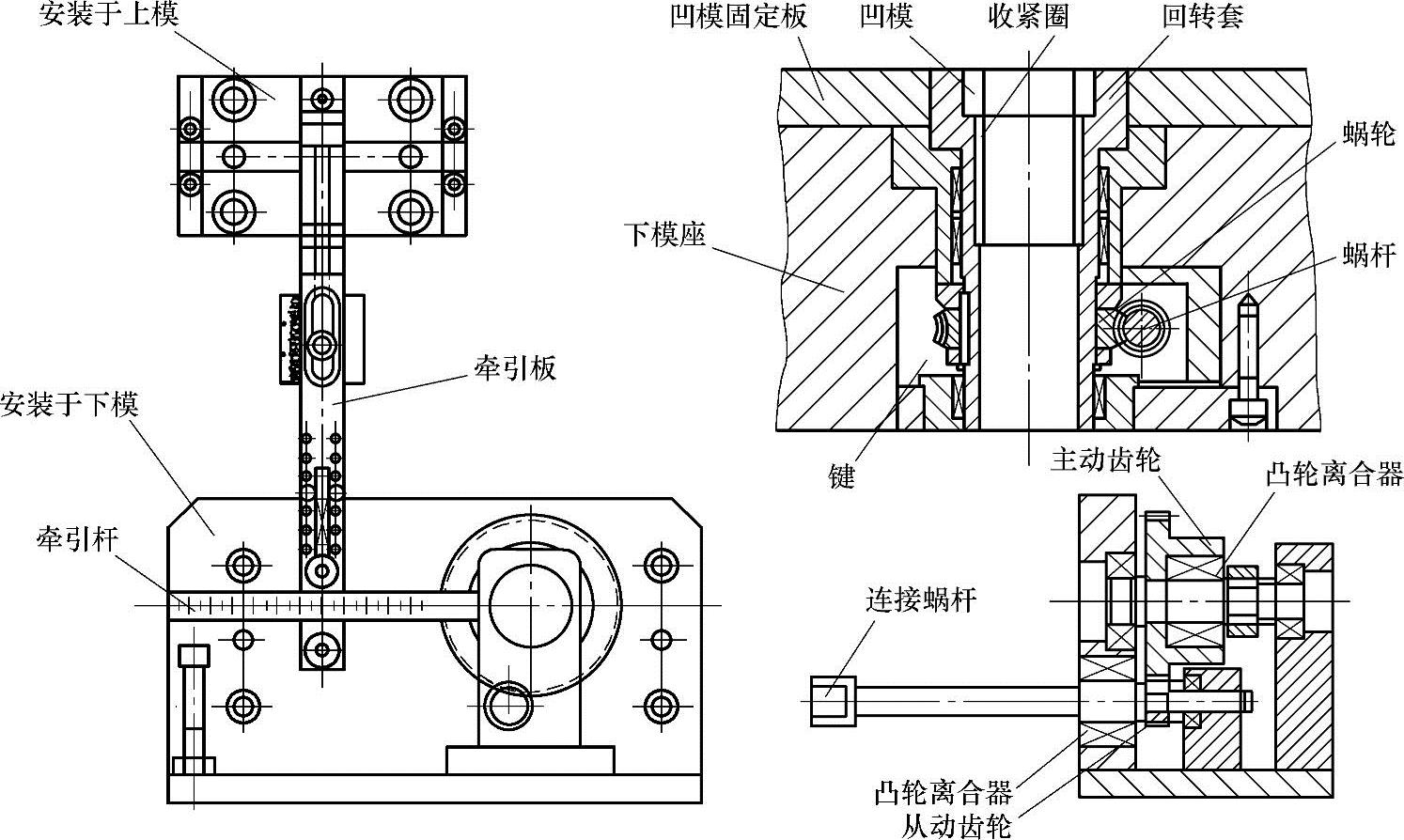
图2-25 机械式带动扭转机构
(3)带回转叠铆级进模 在模具内套裁冲出定子冲片和转子冲片,根据铁心冲压要求,定子冲片之间和转子冲片之间要有大角度转动(整数倍回转),可以对定子冲片和转子冲片的二者之一进行单回转,也可同时对两者进行双回转,并在冲片落料时叠铆成带回转的铁心。
冲片之间的转动角度一般有45°、60°、72°、90°、180°,转子冲片、定子冲片的转动角度可以相同,也可以不同。级进模上带回转结构如图2-26所示。
(4)带回转加扭斜叠铆级进模 在模具内套裁冲出定子冲片和转子冲片,并在落料时将定子冲片直接叠铆成定子铁心,将转子冲片叠铆成带回转加扭斜的转子铁心。回转是大角度的转动,扭斜呈小角度转动。在多工位级进模转子落料部分带有转动机构,这种回转方式一般是由伺服电动机带动转动的。
带回转叠铆级进模集冲裁、回转、扭转、自动叠铆等功能于一副模具,模具设计结构比较先进,制造精度要求高,适合于高速压力机的自动化冲压。该级进模中的主要零件凸模、凹模采用硬质合金材料制造,模具刃磨一次可冲压100万次以上,总寿命在1亿次以上。
2.自动叠铆级进模的基本组成
(1)带扭转叠铆级进模 由模具主体、转子扭转机构、定子和转子铁心排出机构(输送带)等组成。
(2)带回转叠铆级进模 由模具主体、定子和转子回转机构、定子和转子回转驱动装置和定子、转子铁心排出机构等组成。
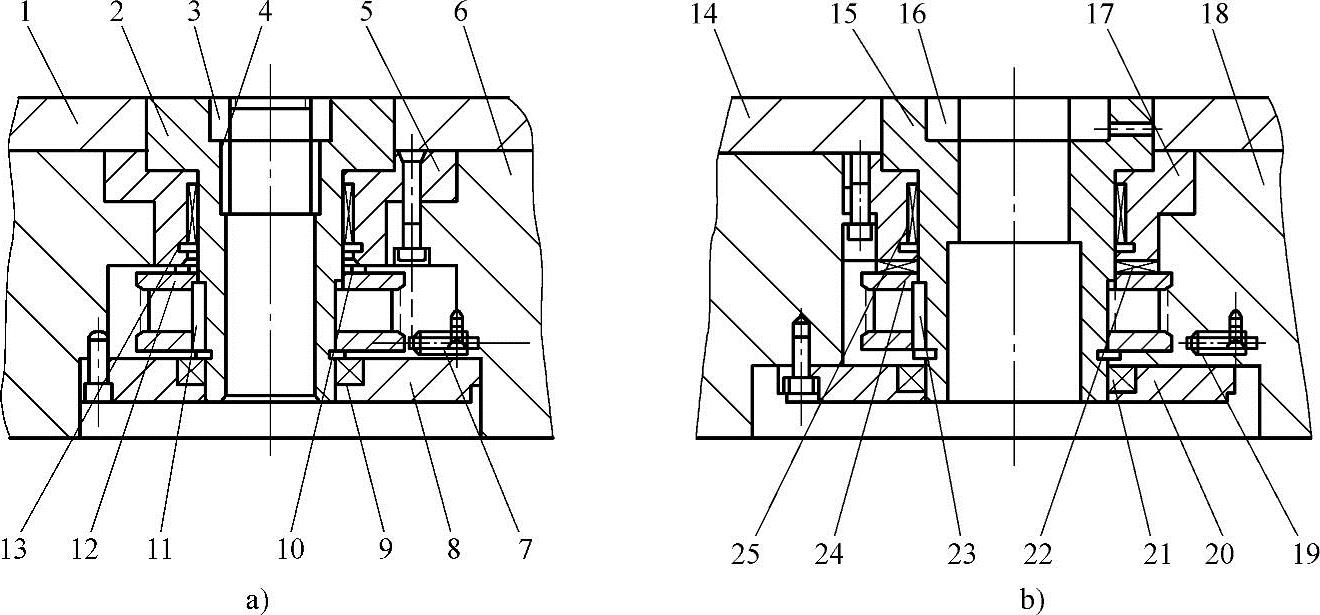
图2-26 模具双回转机构
a)转子回转结构 b)定子回转结构(https://www.xing528.com)
1、14—凹模固定板 2、15—转子回转套 3、16—转子落料凹模 4—转子收紧圈 5、17—回转套固定座 6、18—下模座 7、19—接近开关 8、20—底板 9、21—轴承 10、22—推力滚针轴承 11、23—键 12、24—法兰盘 13、25—滚针轴承
3.模具主体结构设计
为确保级进模的高精度和制造中的工艺要求,一是采用双导向结构,即在上、下模座间依靠6根大的滚珠导柱进行导向,另外在各卸料板与上、下模座间有4根小导柱导向,如图2-27所示;二是采用较多的镶拼式和组合式结构,以保证制造、检测和维修方便。
4.凸模、凹模设计
凸模固定采用压板方式,以便更换和维修;凹模采用镶拼结构,用圆柱销定位,确保精度,如图2-28所示。
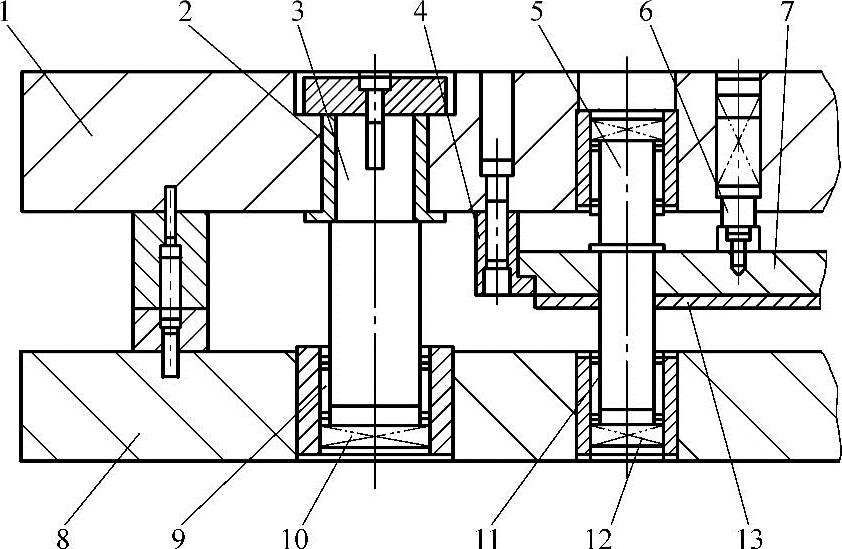
图2-27 级进模双导向结构
1—上模座 2—导套 3—大导柱 4—卸料板定位块 5—小导柱 6—顶柱 7—卸料固定板 8—下模座 9、11—滚珠保持圈 10、12—弹簧 13—卸料板

图2-28 定子冲槽凹模镶拼结构
5.安全保护装置
为保证铁心的叠铆深度,及上模中的凸模进入凹模的深度,必须使用限位柱进行控制,如图2-29所示。为防止发生误送料故障,设计有微动开关进行误送监测,如图2-30所示。
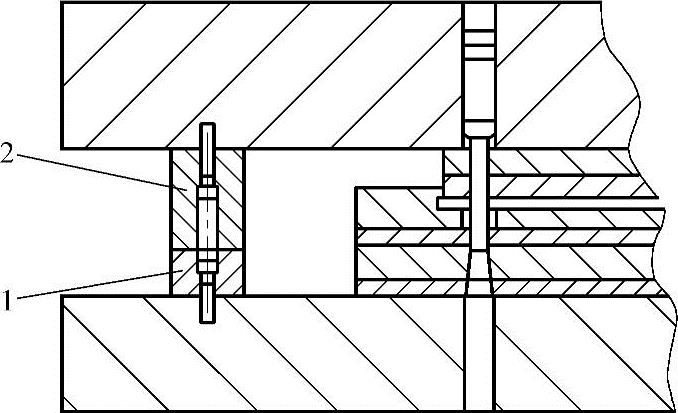
图2-29 级进模限位柱结构
1—下限位柱 2—上限位柱
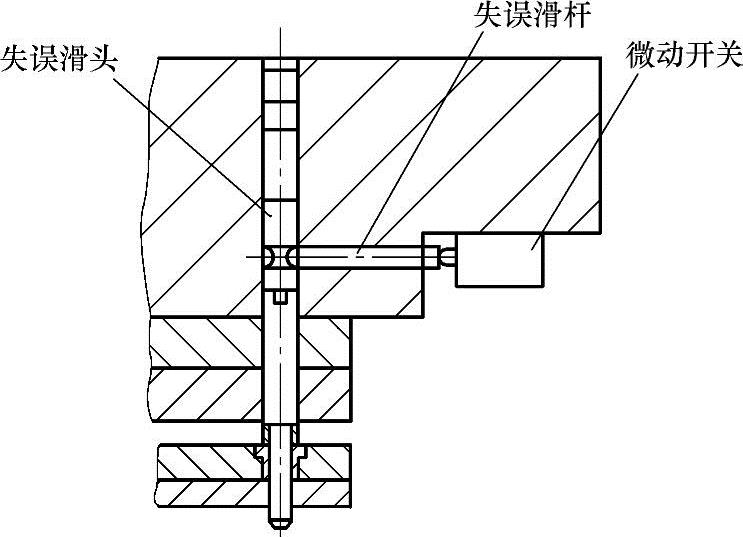
图2-30 级进模误送监测结构
目前,在级进模上直接冲压出微电机的定子铁心和转子铁心是一项比较先进的制造技术,不仅提高了微电机制造精度和生产效率,而且使精密多工位级进模向着高精度、长寿命、多功能方向获得了进一步的发展。随着电机制造技术的不断发展,带自动叠铆、带回转叠铆技术的精密多工位级进模,已成为电机领域精密模具制造业的主要发展方向之一。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。