



【摘要】:图5-6 外壳示例图图5-7 端子示例图图5-8 辅助功能件卡簧示例图电连接器冲压件随着功能、结构、材料、工艺等因素的改变而改变。电连接器冲压件现在已普遍采用单机连续冲压的生产方式,即卷料通过送料机输送到模具内,冲压生产完成后大多自动卷盘包装,部分落成散件。
电连接器冲压件是连接器的核心功能零件,图5-6、图5-7和图5-8所示是电连接器中具有代表性的冲压件。
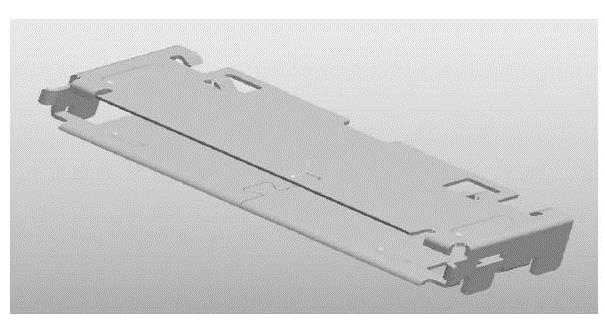
图5-6 外壳示例图
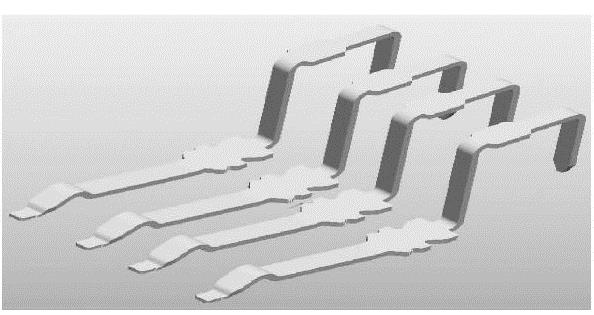
图5-7 端子示例图(https://www.xing528.com)
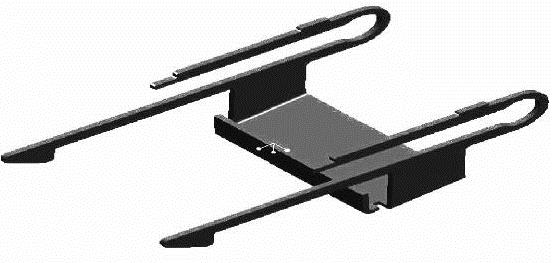
图5-8 辅助功能件卡簧示例图
电连接器冲压件随着功能、结构、材料、工艺等因素的改变而改变。由于产业更新换代,产品性能不断提高,冲压件的结构趋于复杂,密集而细小,精度要求越来越高。例如,在电子信息行业,近年来端子类零件的间距,由以往多在1.0mm以上发展到如今多在0.5mm以下;材料厚度由早前的0.25mm以上演变为当前0.15mm以下;对机械、电气性能的要求,由于产品升级,呈几何级数提高。在外壳类零件的稳定性、复杂度方面也有很多变化,如早前多用0.3mm以上的黄铜板和冷轧板,近年由于要求体积缩小,结构刚性增强,多采用0.3mm以下的不锈钢板。这些变化对冲压工艺带来更多挑战,使许多冲压工艺在一定程度上突破了传统局限。例如,制件悬臂的宽度和厚度接近1:1,孔径和料厚接近1:1,折弯高度接近材料厚度等。
电连接器冲压件现在已普遍采用单机连续冲压的生产方式,即卷料通过送料机输送到模具内,冲压生产完成后大多自动卷盘包装,部分落成散件。冲压完成包装前,根据产品需要,也会设置后处理如清洗、检测等工序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。