



1.国外高速压力机的发展历程
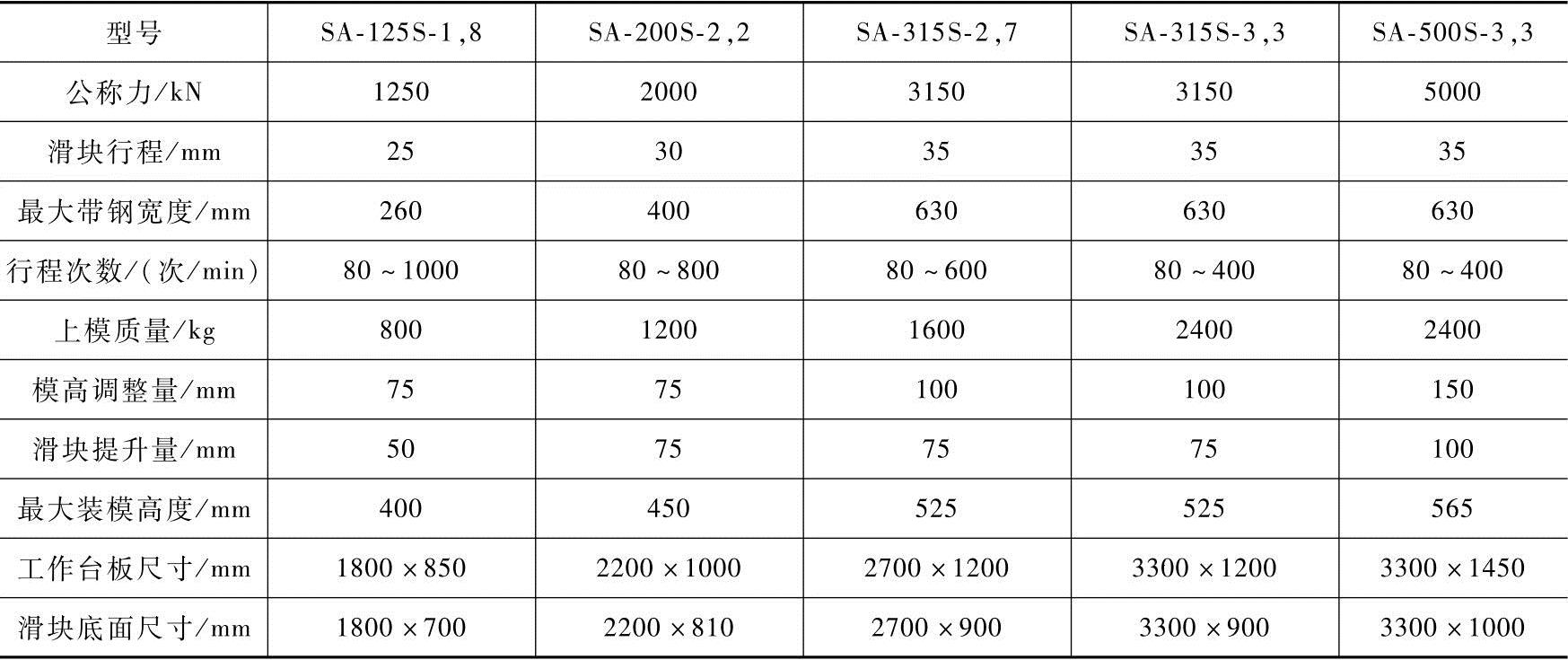
高速压力机从诞生到现在已有100多年的历史。美国亨利拉特公司(HENRY&WRIGHT)于1910年制造了世界上最早的四柱底传动高速压力机,当时称为die-ingmachine,其特点是:曲轴装在工作台下,通过四根导柱驱动滑块运动,具有体积较小、重心低、稳定性好、传动系统水平分力较小及容易操作的优点,冲压速度一般为200~300次/min。日本的能率、新潟和会田(AIDA)也分别在1947年、1949年和1950年研制成功底传动高速压力机。该类机型往复运动部分的重量大,在滑块行程次数较高(一般不超过400次/min)时由惯性力引起的问题也越来越严重。20世纪50年代,联邦德国、美国、瑞士的几家锻压机床制造厂为适应大批量的矽钢片和薄板零件的生产,发展了早期的上传动高速压力机,其特点是:将卷料自动送进,应用简单的级进模按顺序冲压,通过减少滑块行程而提高行程次数。1953年德国舒勒公司(SCHLUER)生产出首台1250kN闭式双点上传动高速压力机,其公称力为1250kN,行程20mm时,行程次数为150次/min。该机型为上传动高速压力机的代表结构形式,其SA系列高速压力机采用预应力八面直角滚针导轨和滑块平衡机构,运行平稳,动态精度高,被广泛用于微电机定转子的高速级进冲压。表7-5为舒勒公司最新的SA-S系列部分技术参数。
表7-5 舒勒SA-S系列高速压力机技术参数(部分)
20世纪60~70年代,瑞士布鲁德尔(BRUDERER)公司研制的BSTA系列柱式导向的上传动开式高速压力机,行程30mm时,最高行程次数达到400次/min,在20世纪60年代末和70年代提高到了600次/min和800次/min,20世纪70年代初开发的BSTA41型400kN高速压力机达到了1200次/min的超高速,表7-6为其最新的布鲁德尔BSTA系列高速压力机的部分技术参数。随后各压力机制造商展开了高速压力机行程次数的竞争。
表7-6 布鲁德尔BSTA系列高速压力机技术参数(部分)

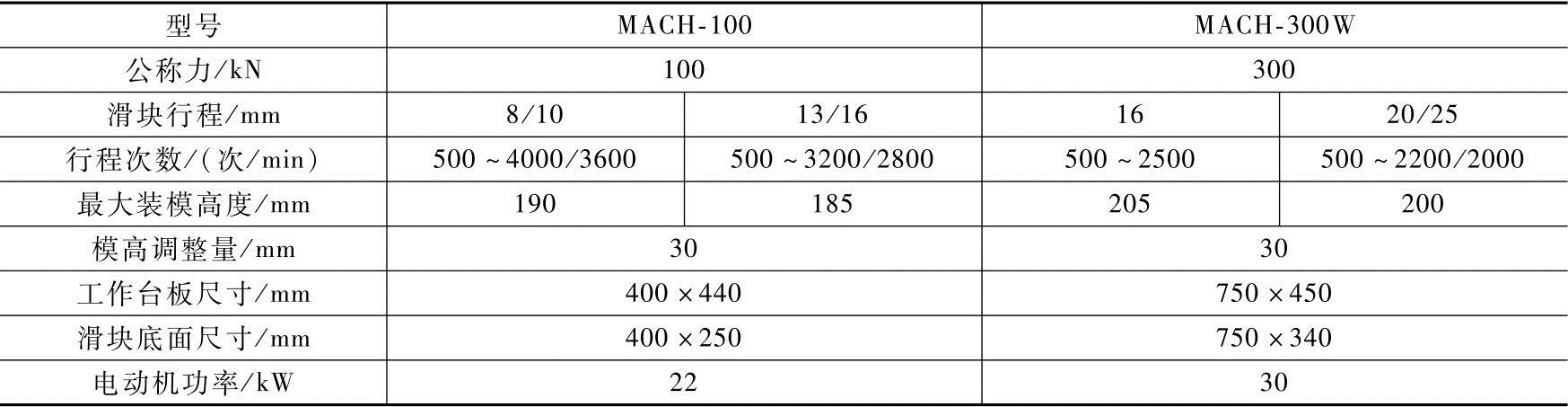
1974年美国明斯特(MINSTER)公司推出“蜂鸟(Hummingbird)”系列HB2-60型550kN闭式双点超高速压力机,行程次数达到1600次/min,1975年开发的HB2-30型270kN闭式双点超高速压力机,行程次数进一步提高到2000次/min。随后日本、德国也相继研制出自己的超高速压力机,步入了超高速压力机时代。20世纪80年代中期,日本票本铁工所引进瑞士ESSA技术制造的600kN高速压力机,最高行程次数为1500次/min,用于加工集成电路引线框架、精密接插件和其他精密零件(这些零件尺寸误差要求控制在10~20μm以内);日本能率制作所开发的小型高速压力机行程次数达到了3000次/min,在满负载条件下达到了JIS标准中的特级精度要求,标志着高速压力机发展到超高速和超精密阶段。如今,日本电产京利(Nidec-kyori)的MACH-100型高速压力机在100kN、8mm行程时,已达到4000次/min,表7-7为该系列产品的部分技术参数。
表7-7 电产京利MACH系列高速压力机技术参数(部分)
进入20世纪80年代后,由于半导体和电子工业的迅速发展,对大规模集成电路和电器元件、微电机、芯片等产品出现了大量需求,从而有力地推动了高速压力机向超精密方向发展,特别是世界超微电子设备市场竞争越发激烈,高速精密压力机在800~1000次/min范围内的超精密加工达到了前所未有的水平。各高速压力机制造厂家把主要目标集中在提高下死点动态精度上,推出了一批新型、高速、高精度压力机。如日本三菱公司生产的HP系列超高精密压力机,采用了可调式动力平衡机构(详见图7-26)和滑块下死点位置力检测及自动控制系统,使滑块在下死点的位置精度控制在5μm以内;在300~1000次/min范围内高速运行时,压力机振幅低于50μm。目前的下死点精度指标可以达到±2μm以内。
自20世纪80年代以来,高速压力机的结构出现了新突破,如多连杆传动机构、静压轴承导向、热平衡系统和下死点位置自动调整机构都已获得应用。日本电产京利公司FDA-F系列高速压力机在离合器/制动器控制回路中具有飞轮速度自动补偿功能,在行程次数为1200次/min时,滑块在第一个行程和第二个行程的下死点偏差仅有10μm。
国外高速压力机在朝着小型化、高速化和超精密化发展的同时,还推出了一系列中大型高速压力机。如意大利BALCONI公司最新推出的2DMhs系列(部分技术参数见表7-8),在公称力为6300kN、滑块行程35mm时,达到了320次/min的高速度;美国明斯特公司的PM4-600,在公称力为5400kN、滑块行程30mm时也达到了350次/min的高速度。
表7-8 意大利BALCONI公司高速压力机技术参数(部分)

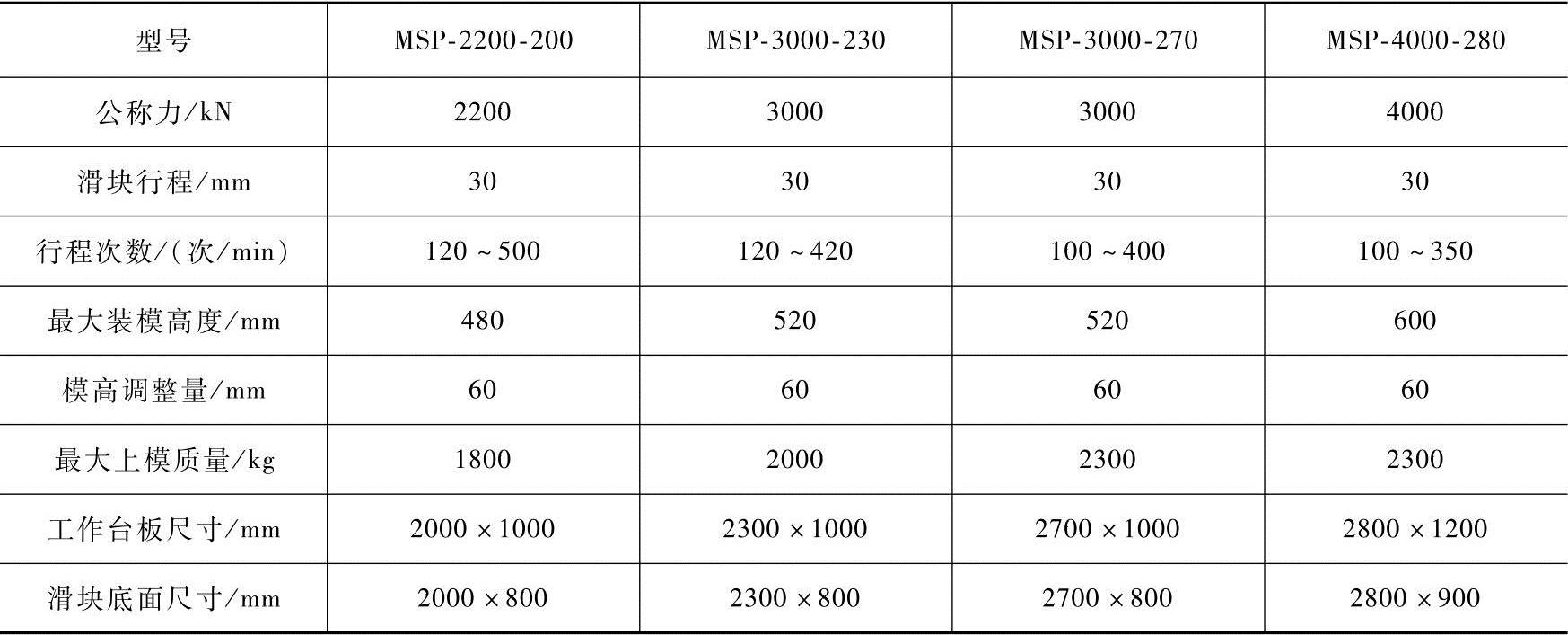
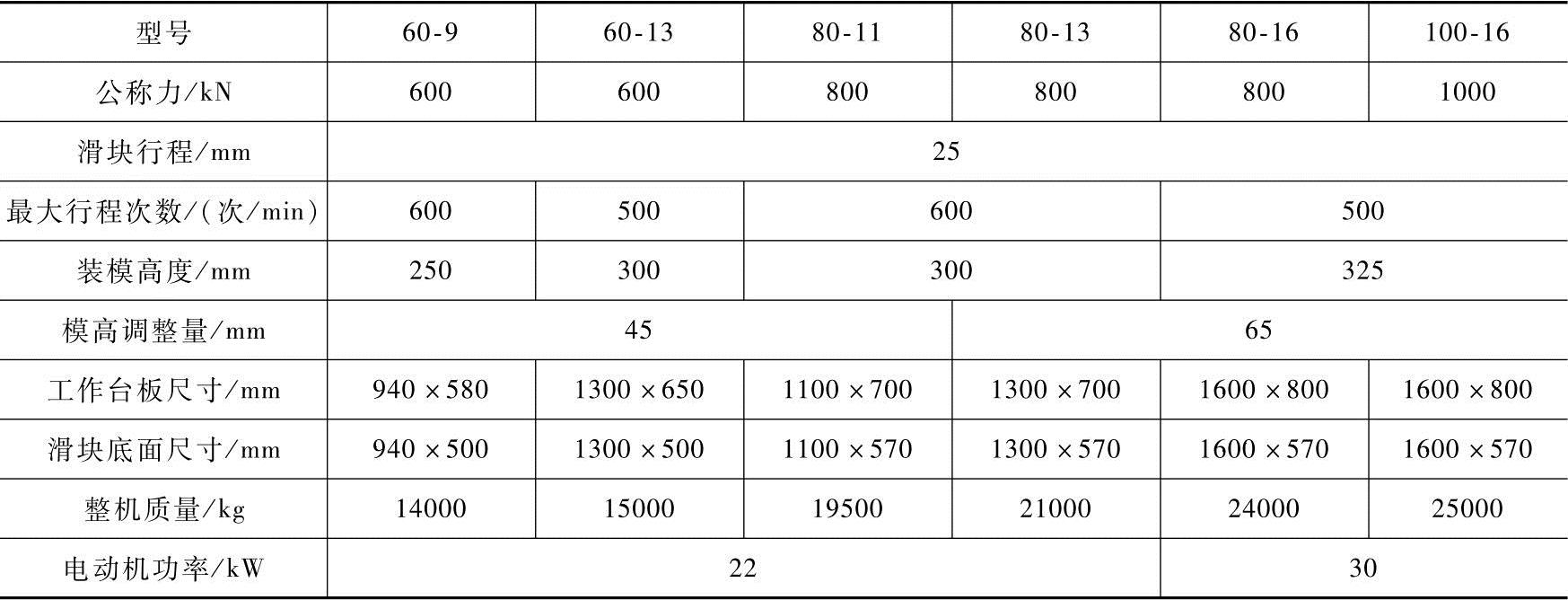
20世纪末,随着全球家电、汽车行业的高速发展,带动了高速压力机的进一步发展。家电行业出于环保要求,大量需求高效变频电动机和低噪声电动机。普通汽车一般搭载50个左右的电动机,高级汽车则要搭载100个以上,汽车电动机包括辅机用小型电动机和驱动用主机电动机,其中前者要求电动机的控制性能高、电磁噪声极低以及优良的耐久性能。这些新的需求,迫使高速压力机进一步提高冲压精度与效率。日本会田(AIDA)公司推出了双边驱动的MSP系列,采用单排四点结构,双边驱动,精度更高,其部分机型参数见表7-9。日本山田多比(YAMADA DOBBY)在其EPISODE系列高速压力机部分机型中采用单排三点结构,其EPS-200型高速压力机在公称力2000kN、滑块行程30mm时,最高行程次数为450次/min,工作台尺寸达到2000×1000mm;其EPS-220为单排四点结构,在公称力2200kN、滑块行程30mm时,最高行程次数为420次/min,工作台尺寸达到2700×1000mm。这些产品满足了高精度电机定转子的冲压需求。此外,日本株式会社ISIS于2004年开发出了单排三点结构高速压力机PLENOX80-16,最高行程次数为500次/min,工作台面达到1600×800mm,主要用于精密电子类零件的高速冲压。
表7-9 日本会田(AIDA)公司MSP系列高速压力机技术参数(部分)
2.国内高速压力机的发展历程
我国(不含台湾地区)高速压力机起步较晚,始于济南铸锻所“六五”期间承担的原机械部“60t闭式高速精密压力机研制”,1982年由济南铸锻所和北京低压电器厂共同研制我国第一台高速压力机J75G-60(公称力600kN,冲次为400次/min),随后研制出了公称力300kN,冲次为600次/min的高速压力机,采用整体框架式预应力床身,机械无级变速装置,柱式滚动导轨和强制油冷式热平衡系统,采用平衡块式平衡装置和轻合金滑块。
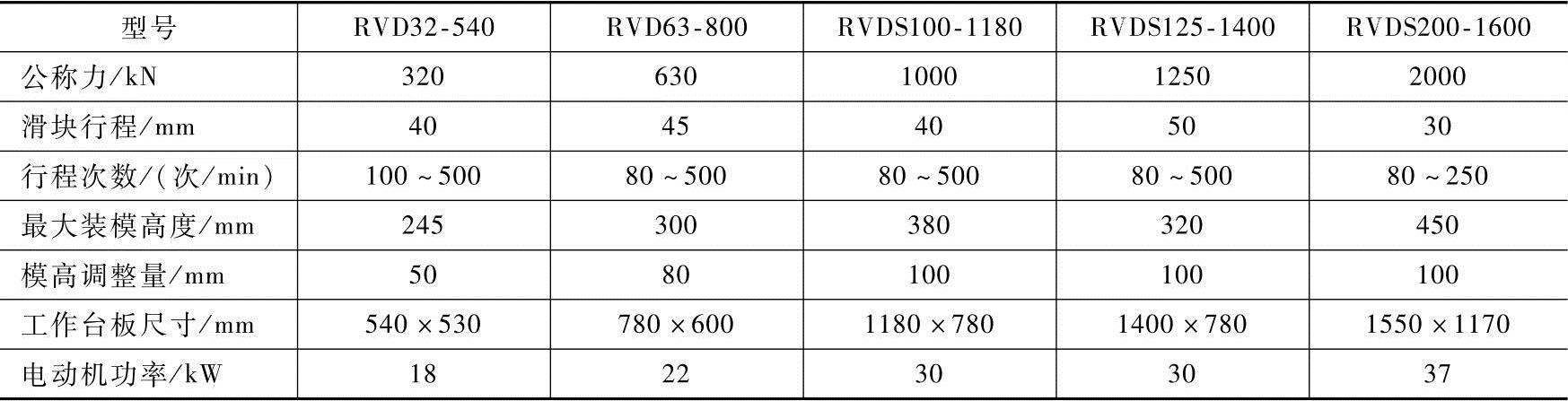
20世纪80年代中期,齐齐哈尔第二机床厂从德国舒勒公司引进SA系列中800kN、1250kN及2000kN三个规格的高速压力机的设计及制造技术,成功制造了SA系列高速压力机,采用组合式预应力床身,八面直角预应力滚动导轨和副滑动平衡装置,适合中、小型电机定转子的级进冲压加工;上海第二锻压力机床厂从德国豪立克-罗斯(Haulick+Roos)公司引进RVD32-540和RVD63-800两个规格的高速压力机,并在此基础上开发了1000kN、1250kN和2000kN三个产品,具体技术参数见表7-10。近期推出了全新的J75G-800型高速压力机,公称力800kN,最高滑块行程次数900次/min。
表7-10 RVD系列高速压力机技术参数(部分)
同期,徐锻集团自主研发了JF75G-100闭式双点高速压力机,采用组合式框架机身、高刚性八面滑动导轨、全滑动轴承主轴结构,配备反向平衡机构及气缸式静平衡装置,在滑块行程30mm时,最高行程次数达到300次/min。在此基础上,开发了JF75G-200闭式双点高速压力机,最高行程次数为200次/min;同时推出了J21G系列开式高速压力机(公称力250~600kN,滑块行程30mm,最高行程次数300次/min),采用铸造机身、V形滑块导向,气缸式平衡装置。上述两个系列产品小批量投放市场,满足了一定的市场需求。
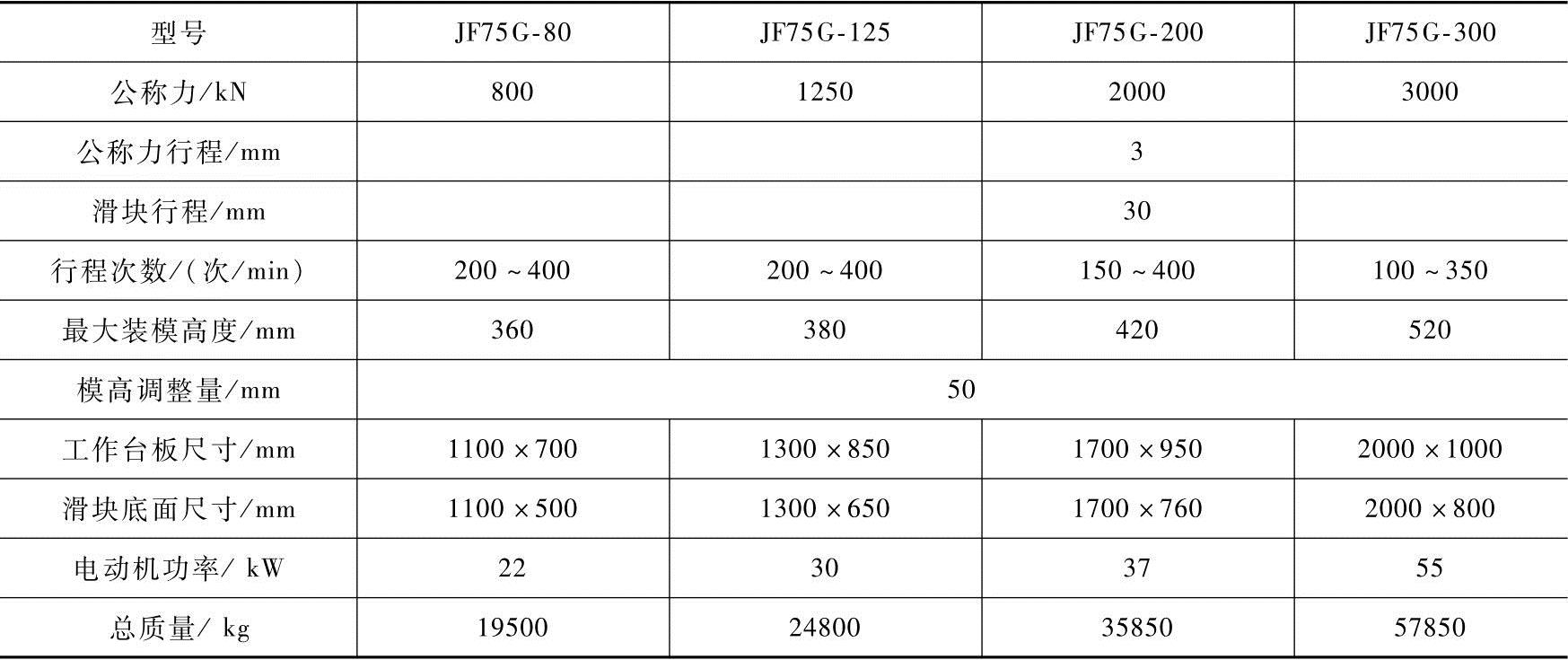
徐锻集团的上述产品当时均没有大批量投放市场,究其原因,主要是受到当时的模具制造水平、小型精密冲压件的市场需求量和高速压力机周边设备的配套能力的制约。2000年后,得益于家电行业的迅猛发展和模具制造水平的提高,高速精密压力机的市场需求量迅速增加。2002年徐锻集团推出了VH系列开式高速压力机并批量投放市场,该系列产品采用全滚动主轴结构、空气弹簧静平衡装置以及超长V形导轨,主要服务于变压器E/I铁心及部分微型电机铁心行业,表7-11为其部分技术参数。徐锻集团于2003年对原JF75G闭式双点高速压力机进行技术改造,主轴部分改为全滚动结构、八面滑动导轨改为无间隙滚动结构并采用空气弹簧静平衡装置等,于2006年完成了国内首台3000kN闭式双点高速压力机的研发,形成了公称力从800~3000kN、行程次数150~450次/min的闭式双点高速压力机的制造能力,主要服务于微电机铁心行业,在很大程度上满足了市场需求,其主要技术参数见表7-12。徐锻集团于2004年成功研制出SH-25型250kN超高速压力机,采用精密三圆导柱结构,其中辅助导柱采用静压结构,主轴部分采用滚动+滑动复合结构,配备动态平衡装置及润滑油温控制系统,行程20mm时最高行程次数为1200次/min。随后进行系列化开发,形成了公称力160~500kN超高速压力机的制造能力,用于满足微电子类零件的精密冲压。
表7-11 徐锻集团VH系列高速压力机技术参数(部分)
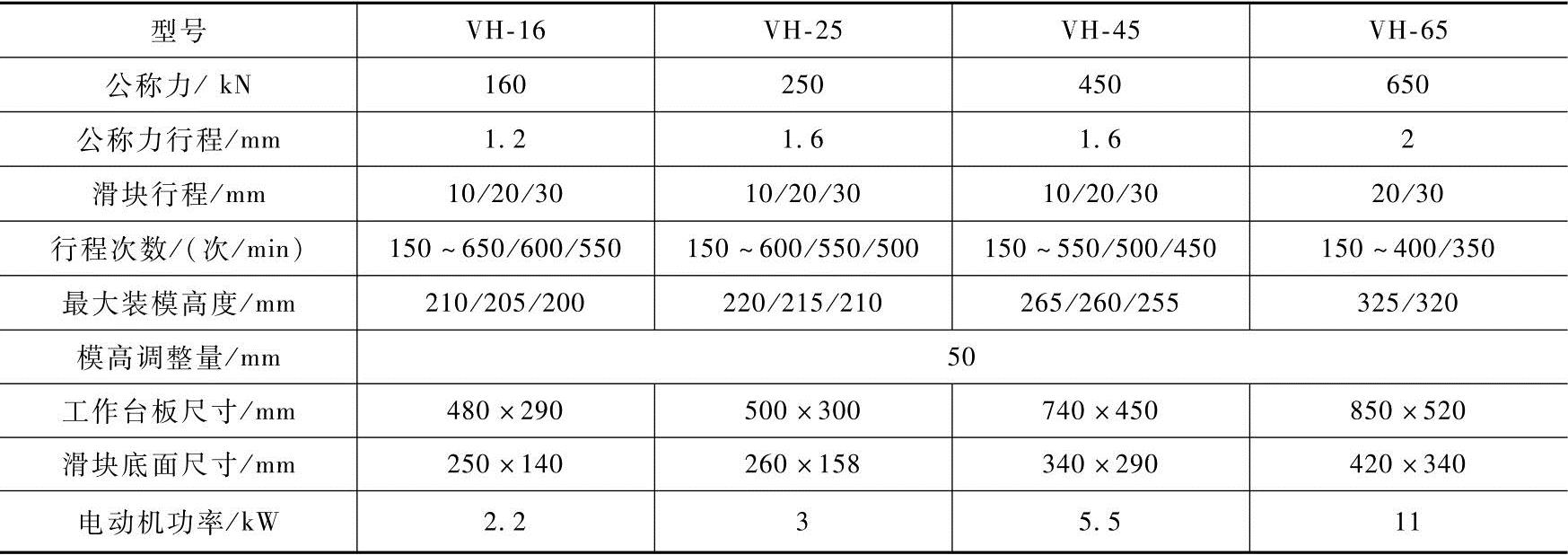
表7-12 徐锻集团JF75G系列高速压力机技术参数(部分)
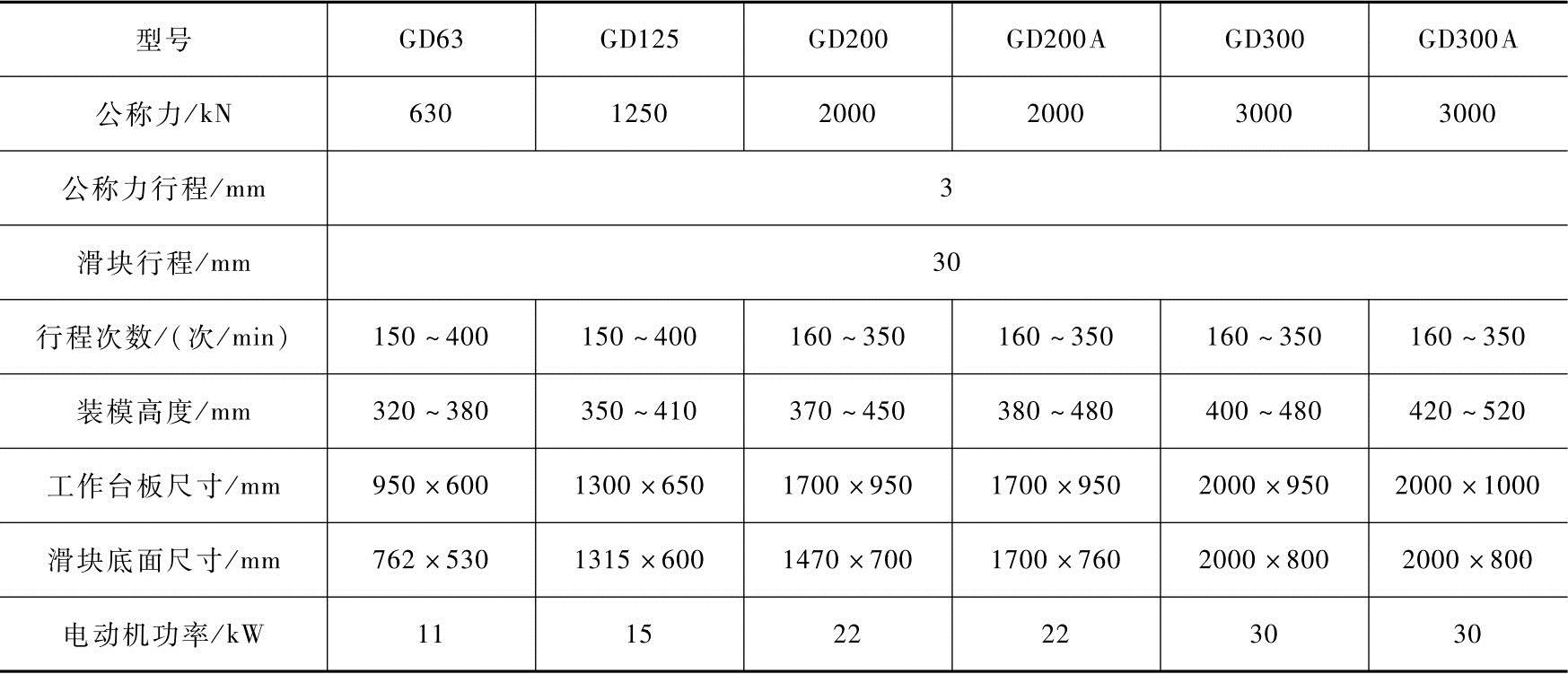
随后扬锻股份、宁波精达成形装备股份有限公司(以下简称“宁波精达”)、扬力集团、宁波米斯克精密机械工程技术有限公司(以下简称“宁波米斯克”)、山东金箭精密机器有限公司(以下简称“山东金箭”)和中山市胜龙锻压力机械有限公司(以下简称“中山胜龙”)等陆续开展研制闭式高速压力机。其中扬锻股份开发了800~3000kN的J76闭式双点高速系列(主要技术参数见表7-13)、单排三点闭式高速压力机,其YSH300型3000kN闭式三点高速压力机,在滑块行程30mm时,最高行程次数为600次/min;尔后开发了国内首台5500kN(公称力行程1.6mm)闭式双点高速压力机,在滑块行程40mm时,最高行程次数为230次/min。宁波精达采用不同于曲柄滑块机构的正弦机构(也称无连杆机构),开发了用于冲压空调翅片的GC系列闭式双点高速精密压力机,在此基础上,开发了用于冲压微电机定转子的GD系列闭式双点高速压力机,其部分技术参数见表7-14。在小型闭式高速压力机领域,宁波米斯克开发了Super系列多连杆高速压力机(300~600kN),用于微电子精密零件的高速冲压,其Super-30型300kN高速压力机,在滑块行程25mm时,最高行程次数为1050次/min。
表7-13 扬锻股份J76系列高速压力机技术参数(部分)(https://www.xing528.com)
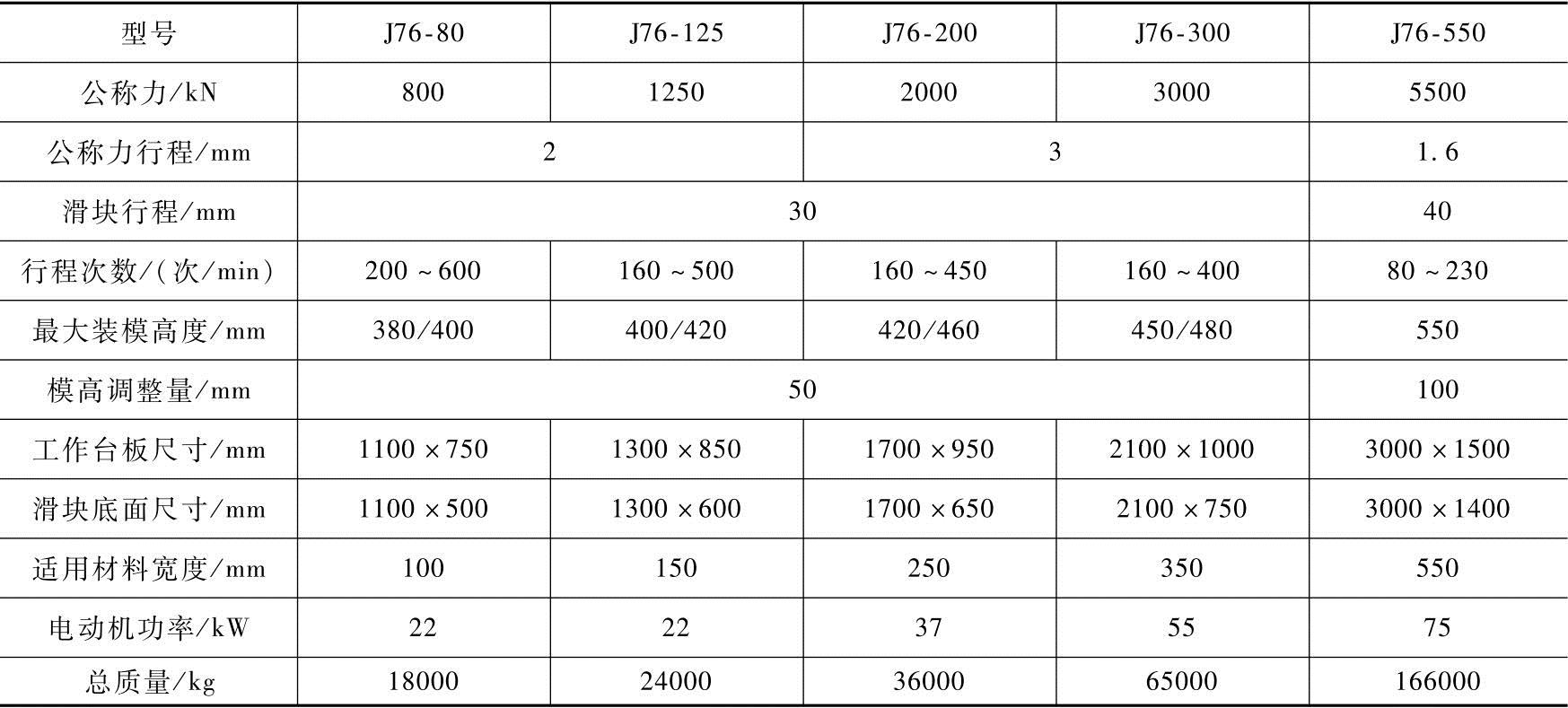
表7-14 宁波精达GD系列高速压力机技术参数(部分)
在开式高速压力机领域,除徐锻集团外,扬锻股份、扬力集团和宁波米斯克等陆续推出了开式高速压力机系列产品。在导向结构上呈现两种形式,第一种为三圆导柱结构,主要用于精密微电子类零件的高速冲压,该种压力机普遍采用整体铸造机身以及平衡装置,其中开式超高速压力机采用反向动态平衡机构。由于受到高精度制造要求的限制,除徐锻集团外,其他公司普遍采用辅助导柱固定的三圆导柱结构。扬锻股份的YHA系列开式高速压力机(公称力为250~600kN,滑块行程30mm),采用肘杆弹簧平衡装置,其250kN开式高速压力机,在滑块行程30mm时达到了800次/min的高速度;扬力集团的SHC-25型250kN开式超高速压力机,在滑块行程20mm时也达到了1000次/min的高速度。第二种为传统V形导向或矩形导向,该种压力机承载刚度大,但速度稍低,多用于小型微电机定转子、E/I铁心等零件的高速冲压,也可用于部分空调翅片的冲压,滑块行程稍长,速度更低。如扬锻股份JL21系列空调翅片用开式高速压力机,其450kN压力机在滑块行程40mm时,最高行程次数为250次/min,800kN压力机则为120次/min。
为促进我国高速压力机的发展,工信部“高档数控机床与基础制造装备”科技重大专项实施管理办公室先后在2009年3月、2010年2月及2011年4月出台了“高档数控机床与基础制造装备”科技重大专项,该重大专项是根据《国家中长期科学和技术发展规划纲要(2006—2020年)》的要求设立的,其依据是国务院常务会议审议通过的《高档数控机床与基础制造装备科技重大专项实施方案》。在2009年公布的第二批11个项目中,项目三中的课题14为研制高档高速精密闭式双点压力机,以满足相关行业高效精密级进模加工的需要,产品技术水平达到或接近国际同类产品先进水平,同时带动模具等相关产业的发展;在2010年公布的项目六(共性技术)中的课题26为高速冲压设备可靠性设计与性能试验技术,其目标为“解决我国高速、精密冲压设备可靠性存在的关键共性技术问题,为我国锻压力机床制造行业提供一套成熟、可操作性强的可靠性增长技术方案,使我国高速精密压力机和数控回转头压力机两类产品的可靠性达到国际先进水平”;在2011年公布的项目六(大型数控成形冲压设备)中的课题28为3000kN宽台面超精密高速压力机(实施期限为2012年—2014年),其目标为“满足我国新能源汽车、一体式压缩机电机等高端电机制造业超精密高速冲压要求,技术指标达到国际先进水平,推动我国高速压力机整体技术进步”。
目前,国内市场微电机铁心定转子、变压器铁心冲片和空调翅片等零件的制造装备完全能够满足需要。但是引线框架及高精度接插件行业所需的高档高速精密压力机仍需进口,目前国内仅有宁波米斯克、徐锻集团、扬锻股份和宁波精达等公司从事研发引线框架冲压所需的高速压力机的研发。
3.高速压力机的分类
(1)按机身形式分类 分为开式高速压力机(见图7-1)、闭式(见图7-2)和四柱式(见图7-3),其中四柱式主要用于底传动结构。
(2)按传动系统布置分类 分为底传动高速压力机和上传动高速压力机,以上传动居多,但底传动在某些特定行业具有优势。
(3)按施力点数目分类 分为单点、双点、三点(见图7-4)和四点。随着施力点数的增加,滑块的刚性逐步增大,同时可以适应宽台面要求。图7-4所示为日本株式会社ISIS的PLENOX系列单排三点超精密压力机,其技术参数见表7-15。
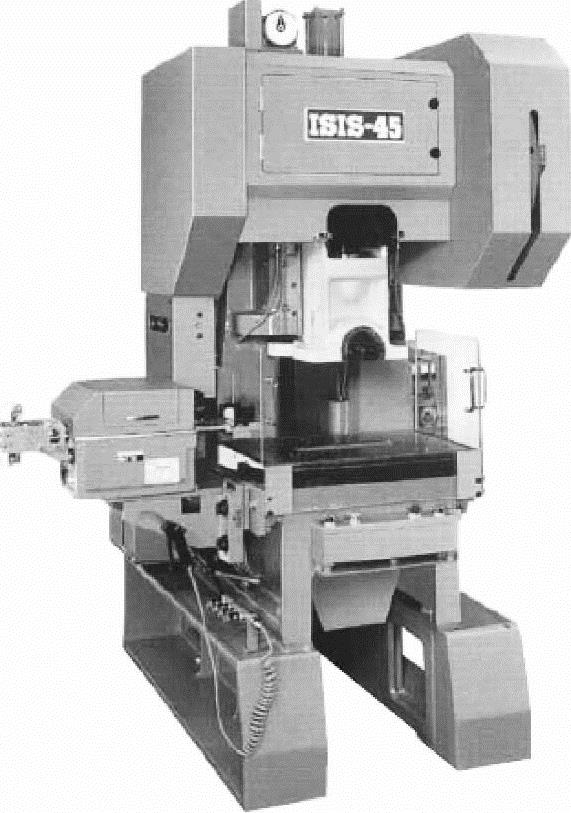
图7-1 开式高速压力机
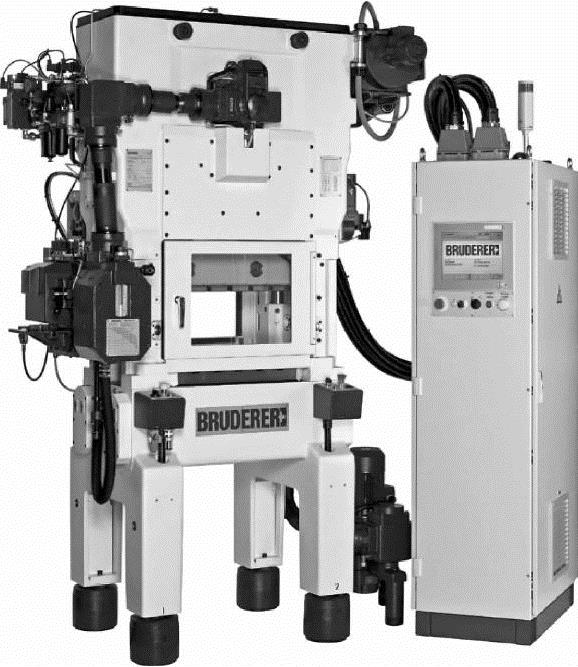
图7-2 闭式高速压力机
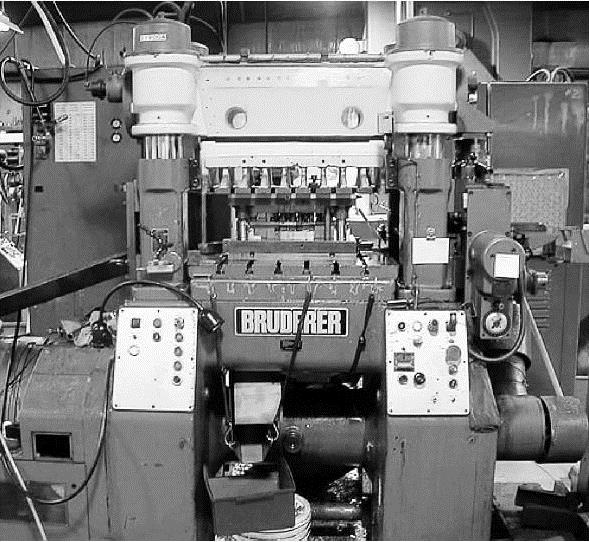
图7-3 四柱式下传动高速压力机

图7-4 ISIS高速压力机(三点结构)
表7-15 PLENOX系列高速压力机技术参数
四点结构分为两种形式,第一种形式为传统四点,四点呈矩形布置方式。西安交通大学研发的J75-80型800kN四点高速压力机即为此形式,采用无离合器-制动器结构、偏心块式平衡装置、连杆长度固定以及空气弹簧减震装置,在滑块行程为5mm时,最高行程次数为1500次/min。通过精密齿轮传动保证四点同步。另一种为单排四点结构,该种结构应用最多。图6-5所示为日本会田(AIDA)采用单排四点结构的MSP系列高速压力机(参数见表7-9)。
(4)按驱动机构形式分类 分为正弦机构(见图7-6)、曲柄滑块机构和多连杆机构。国外公司(瑞士BRUDERER、日本YAMADA DOBBY、日本KYORI、日本AIDA等)对多连杆机构进行了深入研究和实际应用,各具特色。
图7-5 AIDA高速压力机(单排四点结构)

图7-6 OAK高速压力机(正弦机构)
(5)按驱动系统数目分类 除多连杆压力机外,普通高速压力机传动系统中一般有一套由电动机、离合器-制动器和飞轮组成的驱动系统。随着高速压力机向超大吨位(公称力)和宽台面方向的发展,采用一套驱动系统,对于双点、三点和四点高速压力机而言,各点之间的同步性将受到影响,从而影响整机运行精度。日本会田(AIDA)在其MSP系列(见图7-5)中,采用了两套驱动系统布置在曲轴的两端,消除了起动瞬间由曲轴偏转角造成的同步误差。
(6)按驱动电动机形式分类 分为常规电动机驱动和伺服电动机驱动。高速压力机多采用电磁调速电动机作为动力源,但随着用户提出节能的要求,变频调速电动机逐步应用到高速压力机中。目前,仅有部分小型开式高速压力机(所用电动机功率较小,多在10kW以内)使用电磁调速电动机。伺服电动机应用在高速压力机上,首先从数控转塔压力机开始,其驱动形式为单/双伺服电动机直接驱动曲柄滑块机构、伺服电动机直接驱动多连杆传动机构,日本天田(ANADA)服转塔在行程为1.4mm时,能够达到1800次/min的冲次。随后,部分厂家开始在高速压力机中引入伺服电动机作为动力源,提升了压力机的工作柔性。
(7)按工艺用途分类分 为以连续模或简单模冲裁卷料的高速压力机和以级进模对卷料进行冲裁、成形和浅拉深的多用途高速压力机。
(8)按专业用途分类 分为冲压变压器铁心类、微电机铁心类、工业电机铁心类、引线框架类(集成电路引线框架、分立器件引线框架)、电接插件类、空调翅片类、易拉盖类、链条类高速压力机及其他冲压金属或非金属小型零件压力机等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。