



对于高速冲压时卷料的自动送进,需要满足以下要求:送料机必须与压力机同步,压力机冲压一次,送料机送进一次;送料动作必须在压力机实际冲压前完成;送料步距应保持稳定,并可调节。
送料机是至关重要的自动化周边设备。针对不同的材料规格、送料精度和送料速度,有多种形式。按输送方式,分为辊式送料机、夹钳式送料机和摆辊—夹钳送料机,其中前两种应用最多。
1.辊式送料机
辊式送料机在高速压力机生产线中使用最多,是利用辊子与卷料表面的摩擦力向前送料,材料厚度多在3.5mm以内,不能太厚。由于没有往复运动的影响,送料速度和送料精度都高。辊式送料机有三种形式,分别为高速辊轮送料机(见图8-12a)、福克森辊式送料机(见图8-12b)和伺服辊轮送料机(见图8-12c)。前两种送料机的送料动力来自高速压力机曲轴,第三种来自伺服电动机。
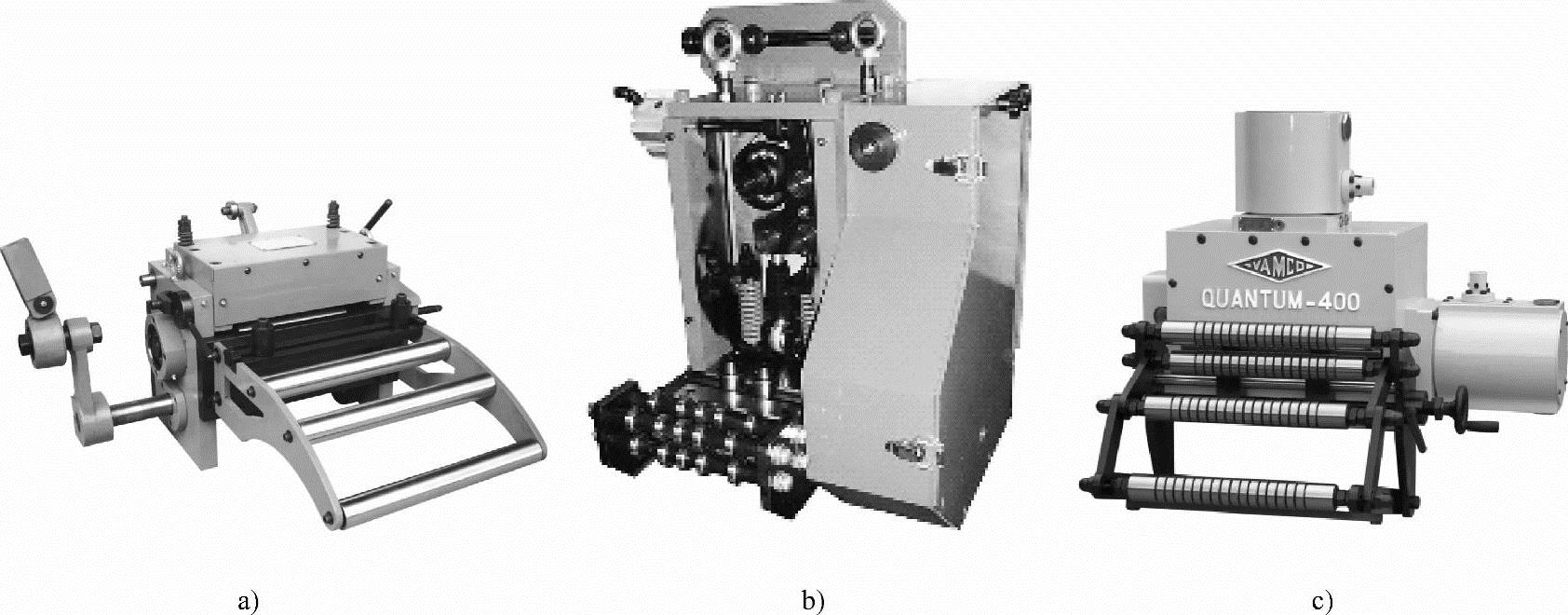
图8-12 辊式送料机
a)高速辊轮送料机 b)福克森辊式送料机 c)伺服辊轮送料机
高速辊轮送料机的原理示意图如图8-13所示,曲轴2旋转带动拉杆1,通过超越离合器7带动下辊6作间歇回转运动,使处于上辊5与下辊6之间的材料进给。安装在滑块体上的打杆3,在滑块下行时作用在提升杆8上,实现材料的放松,多为凸轮机构。安装在曲轴2上的偏心盘4,可对送料步距进行微量调整,通过调整偏心盘4与曲轴2之间的相位确定送料角度。多采用弹簧压紧材料。高速滚轮送料机的送料精度为0.05mm,采用模具内的导正销定位时,送料精度可达到±0.01mm。送料速度可达到20m/min,送料机内设置逆向装置时可达30m/min。表8-10为台湾雷城部分辊轮送料机的技术参数。
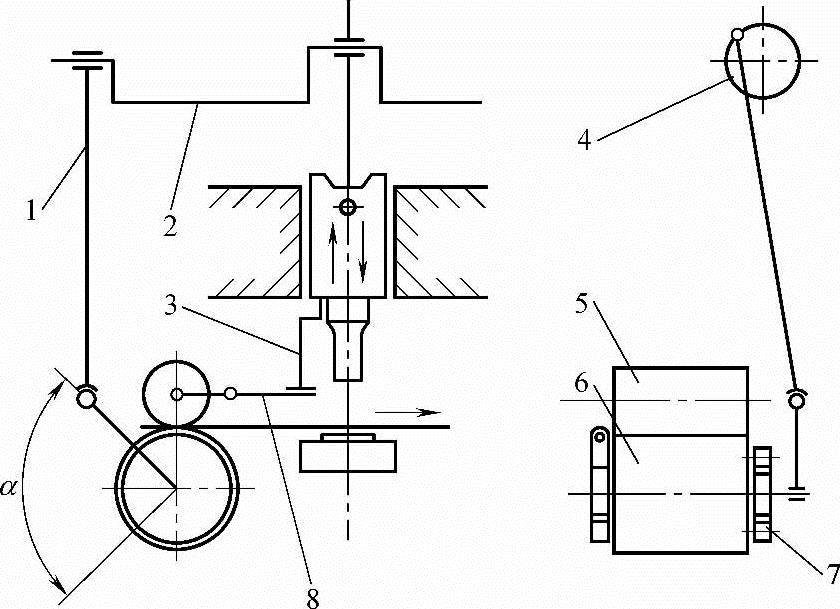
图8-13 高速辊轮送料机原理示意图
1—拉杆 2—曲轴 3—打杆 4—偏心盘 5—上辊 6—下辊 7—超越离合器 8—提升杆
表8-10 高速辊轮送料机技术参数(部分)

福克森辊式送料机源于20世纪60年代,美国成功研制出福格森(Ferguson)凸轮分度机构,并将其应用于辊式送料机上,称之为福克森辊式送料机,传动示意图如图8-14所示。其送料精度可达±0.01mm,速度达到60m/min。目前,福克森辊式送料机处主导地位,多用于微电机铁心冲压领域,与其他形式的送料机相比,其加速度特性最为理想,在送料开始和结束时,加速度为零,因而不会发生加速度突变,送料稳定精度高。
福克森辊式送料机有两种不同的结构形式。一种为更换料辊式,当需要改变送料步距时,更换下送料辊,但不能快速适应多种步距要求;另一种为交换齿轮式(见图8-12b),在分度机构输出轴和送料辊之间增加四个齿轮,可改变送料步距,能够在一定范围内对送料步距进行“无级”调整。交换齿轮式比更换料辊式多两级齿轮传动,因而精度下降了35%~40%,且对齿轮加工精度要求较高。福克森辊式送料机的间歇传动机构多为蜗杆凸轮式,也有平面凸轮式。美国明斯特公司,通过更换送料辊和一对交换齿轮,来改变送料步距,最大送料速度达80m/min,并通过液压联锁控制抬辊和压辊动作。表8-11为雷城公司交换齿轮送料机的主要技术参数。

图8-14 福克森送料机示意图(蜗杆凸轮式)
表8-11 高速齿轮更换式送料机主要技术参数

福克森辊式送料机的送料步距与齿轮齿数及分割器有关,分割器的分割数与送料步距的关系见表8-12。
表8-12 分割数与送料步距之间的关系

在提高辊式送料机精度方面,国内外各送料机厂家主要采取如下方法。
1)防止和减少送料辊与材料之间的滑动。
2)在送料行程终点处精确定位。
3)改善送料装置的加速度特性。
4)提高分度精度,减少分度机构到送料辊之间传动的精度损失。
此外,为减小材料在送料开始时的滑动和惯性,采用S形校平机或在校平机与送料机之间设置“U”形引料装置。
伺服辊轮送料机,采用伺服电动机独立驱动,不依赖于压力机的曲轴,仅需要获取高速压力机的曲柄转角,因而机械部分比较简单,送料步距调整范围大,且调整简单。采用伺服驱动技术,送料的加速度特性十分优异,送料速度高达180m/min,可根据高速压力机的下死点确定送料时机,从而提高冲压品的合格率。随着伺服电动机价格不断降低,伺服辊轮送料机将逐步成为辊式送料机的主流机型。
伺服辊轮送料机有单伺服和双伺服之分,双伺服是在原有伺服电动机驱动上下料辊的基础上,放松部分也采用伺服电动机驱动。伺服电动机驱动料辊方式,有伺服电动机直接驱动和通过同步带(或齿轮)驱动之分。材料压紧有气缸压紧和空气弹簧压紧两种方式,多采用凸轮机构进行放松。伺服滚轮送料机的关键在于尽量降低从动系统的惯量,从而提高整个系统的快速响应能力。美国VAMCO公司Quantum和SR系列部分伺服送料机的技术参数见表8-13和表8-14。
表8-13 Quantum系列伺服送料机技术参数(部分)

表8-14 SR系列伺服送料机技术参数

2.夹钳式送料机
夹钳式送料机有三种形式,即机械式(见图8-15)、气动式(见图8-16)和液压式。液压式应用于送进大尺寸的板料,不用于中小型压力机,在此不再介绍。其中机械式应用最多,主要用于送进较薄和较软的材料。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-15 机械夹钳式送料机
机械夹钳式送料机的夹钳与被送进的材料之间没有相对滑动,在送料行程终点处设有限位挡块,在低速冲压时其送料精度高于辊式送料机,但在高速冲压时,由于夹钳往复运动部件惯量大,造成送料精度有所下降,因此其送料频率和送料速度低于辊式送料机。机械夹钳式送料机除能够进行单条带料送进外,经过特殊设计,也可实现送进多条带料(见图8-15b)。为降低运动部件的惯量,采用铝合金或工程塑料制造相应零件已成为发展趋势。机械夹钳式送料机能够实现送料步距的无级调整,且加工制造较福格森辊式送料机简单、成本低,因而广泛用于中小型高速精密压力机上。随着技术的发展,机械夹钳式送料机的送料速度和精度将不断提高。表8-15为雷城夹式送料机的主要技术参数。

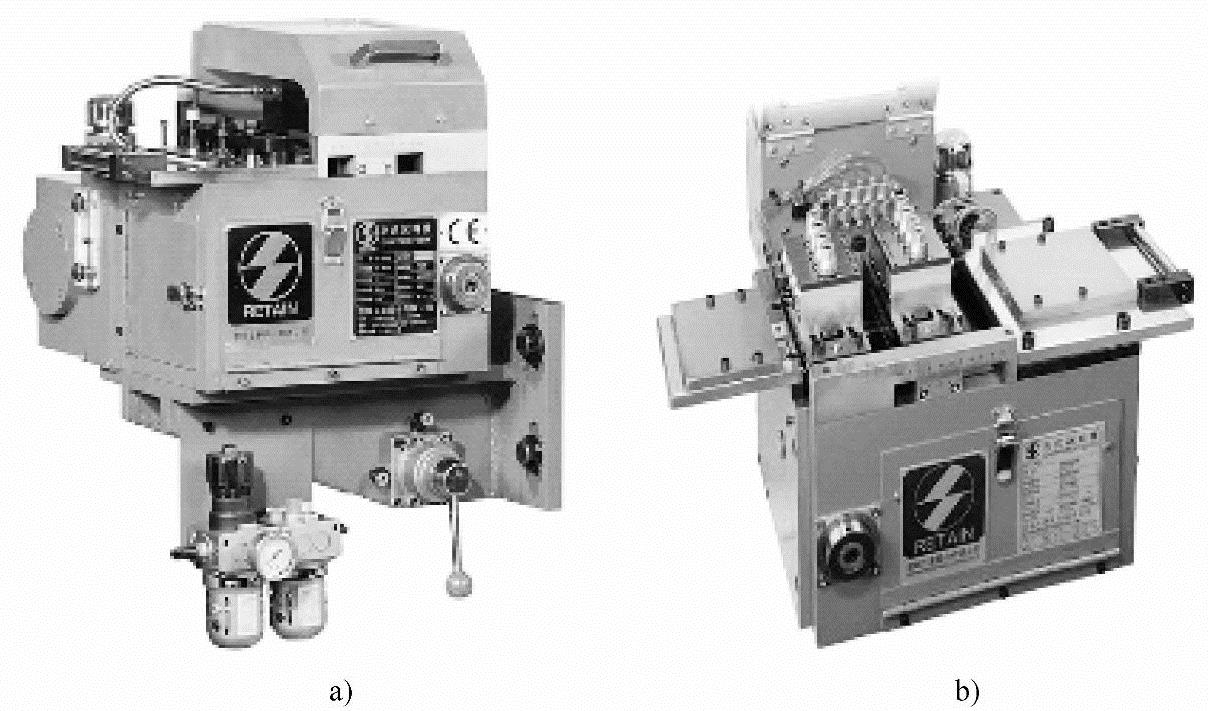
图8-16 气动夹钳式送料机
表8-15 夹式送料机主要技术参数

气动夹钳式送料机利用压缩空气为动力,结构简单、调节方便、易损件少,主要用于特定行业的中小型压力机上。用气缸夹紧送进材料时,可通过增加缓冲器及采用铝合金材料来吸收和减小惯性力冲击,降低噪声,送料精度能够达到±0.025mm以内。图8-17所示为气动夹钳式送料机的示意图,当滑块下行时,通过安装在滑块或上模上的弹簧式引导杆,压下送料机中的导杆,移动夹板压紧材料准备下次送料。当滑块上行时,移动夹板向前送料,在送料行程终点处设有限位块。气动送料机的主要技术参数见表8-16。
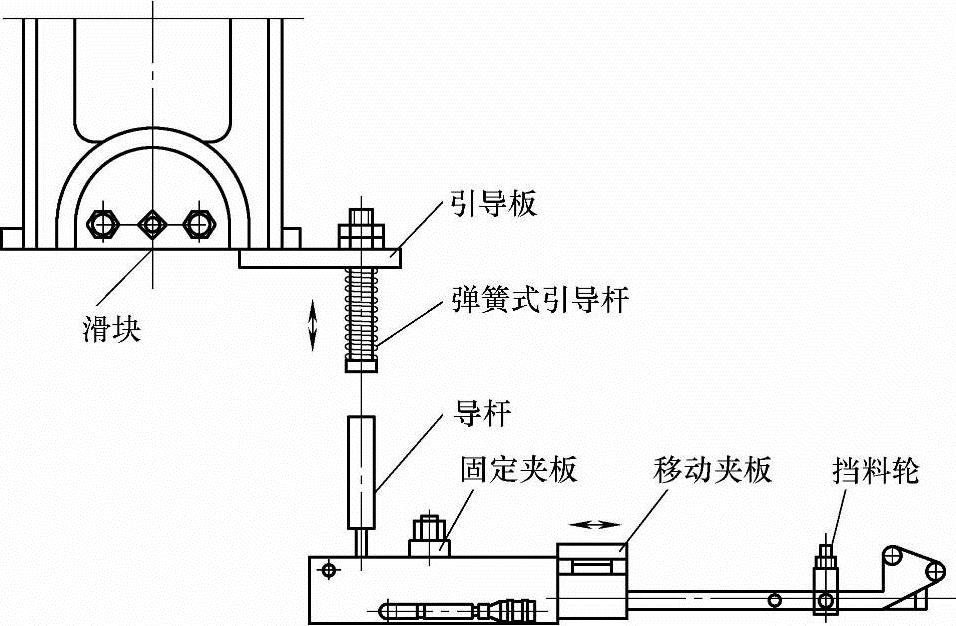
图8-17 气动夹钳式送料机示意图
3.摆辊-夹钳式送料机
图8-18所示为瑞士Bruderer公司在高速压力机上安装的摆辊—夹钳式送料机,由压力机曲轴通过万向轴驱动送料机,送料步距无级可调。其工作原理如图8-19所示,上下送料辊不是单方向回转,而是通过一套行星齿轮机构产生的往复运动,将上下料辊转化为摆动来送进材料。料辊只有在送料时才压紧材料,并将材料连续精确地送到冲压模具的定位销处。在滑块冲裁过程中,用压料板压住材料,滑块回程时上料辊抬升,材料被夹钳夹住。
表8-16 气动送料机主要技术参数(广州东泰)
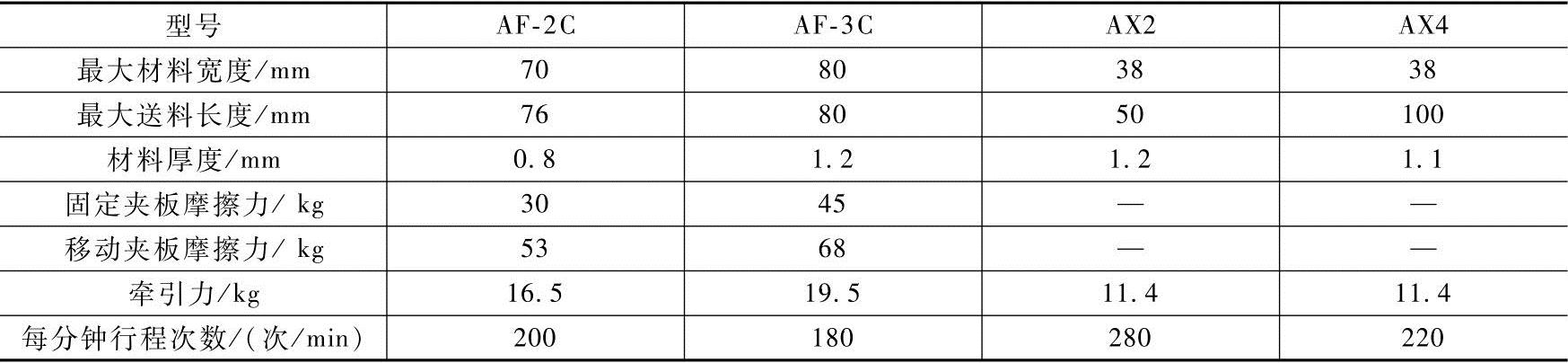
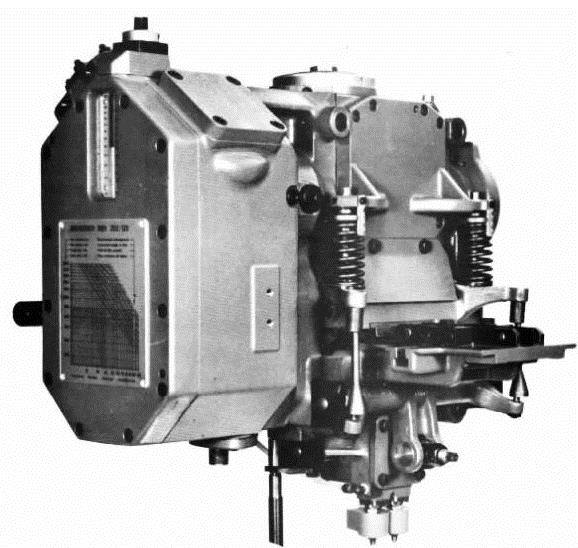
图8-18 摆辊—夹钳送料机(瑞士BRUDERER)
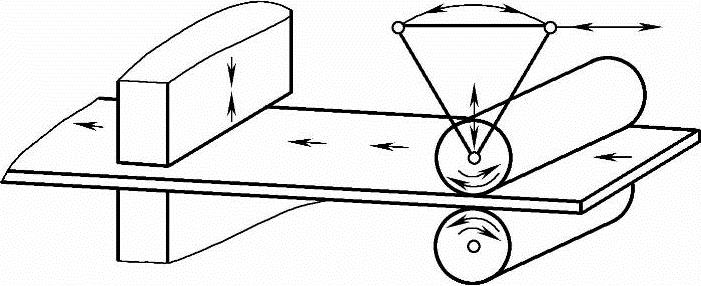
图8-19 摆辊—夹钳送料机工作原理
4.其他送料方式
送料机大多单独安装在高速压力机的左侧或前侧,材料从左至右或从前到后送进,也有下列送料方式。
(1)推拉送料 推拉送料是指由两组高速辊轮送料机(见图8-20a)或伺服送料机(见图8-20b),对铜、铅和塑料等较软的材料实现推拉送进。由图8-20a可见,通过调整手动杆可使两个高速辊轮送料协调一致,为避免压伤材料表面,上辊轮可采用PU材质。对于两组伺服送料机,可通过一个控制单元,调控两个送料辊子协调一致。
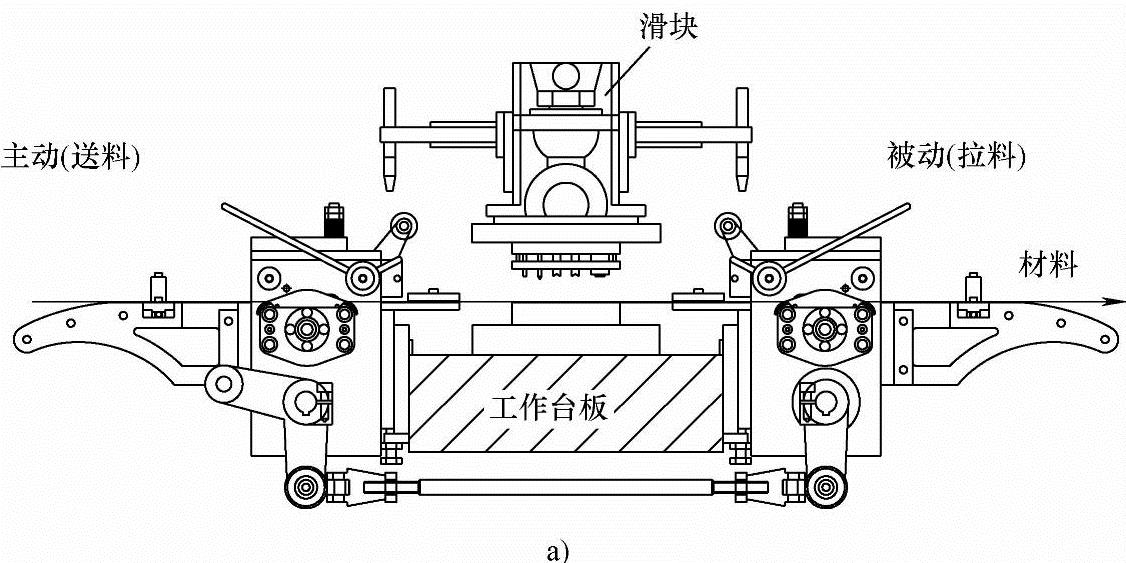
图8-20 推拉送料
a)高速滚轮送料机
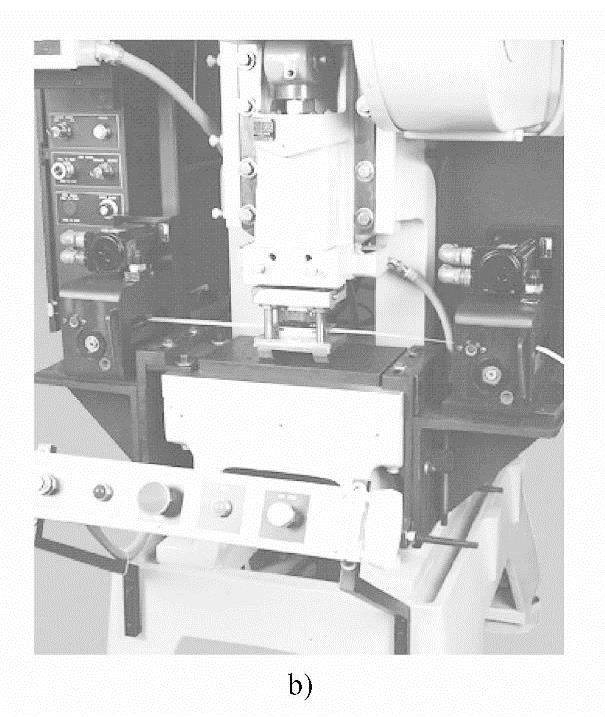
图8-20 推拉送料(续)
b)伺服送料机
(2)双列送料 双列送料如图8-21所示。可以在同一伺服送料机上同时送进两种不同材料,也可以采用双伺服送料机,将两条材料同时送进模具。由一个控制单元控制两台伺服送料机。每台送料机均可在垂直与水平方向上进行调整。两组平行料带的间距可调,可更换料辊以适应材料变化。可在同一伺服送料机上同时送进两种不同材料,如图8-21b所示。
(3)超宽送料 如图8-22所示,用于大型定/转子冲片、饮料罐等行业需要的超宽材料场合,采用的是S形校平机。其动力源可取自高速压力机曲轴,也可由伺服电动机单独驱动。VAMCO公司的伺服送料机最大送料宽度达1550mm,送料速度高达90m/min。
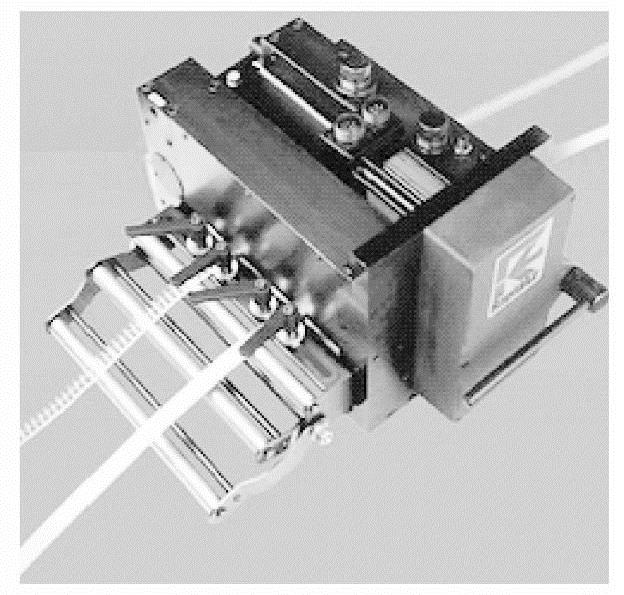
图8-21 伺服双列送料
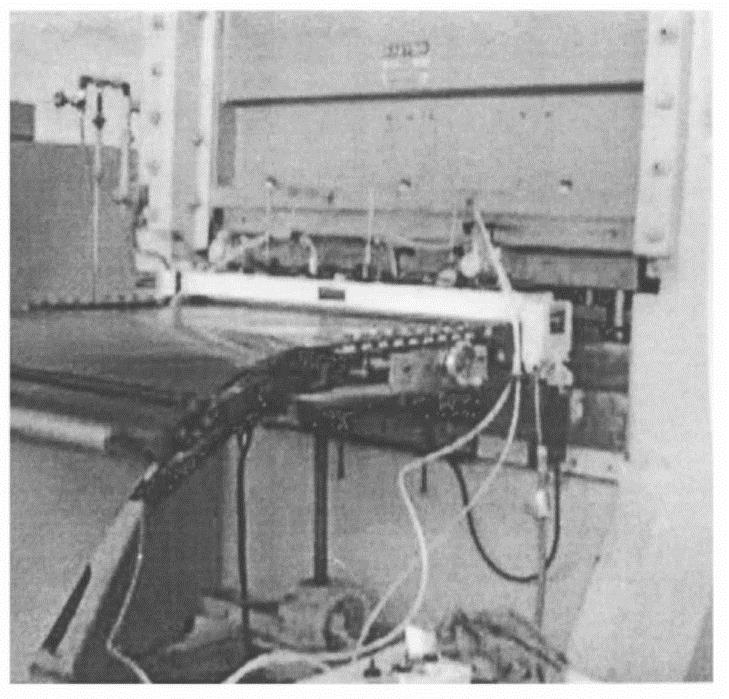
图8-22 超宽送料
(4)双联送料 如图8-23所示,主要用于电机定/转子冲片,当高速压力机台面尺寸不能满足一副模具同时冲压定子和转子时,常采用此方式。由两台高速压力机分别冲压转子和定子,采用两台伺服送料机,共用一个控制系统。
总之,送料机的选择,主要考虑材料的特性(软硬程度、材料厚度、材料宽度)、送料步距、送料速度、送料角度和送料形式等因素。
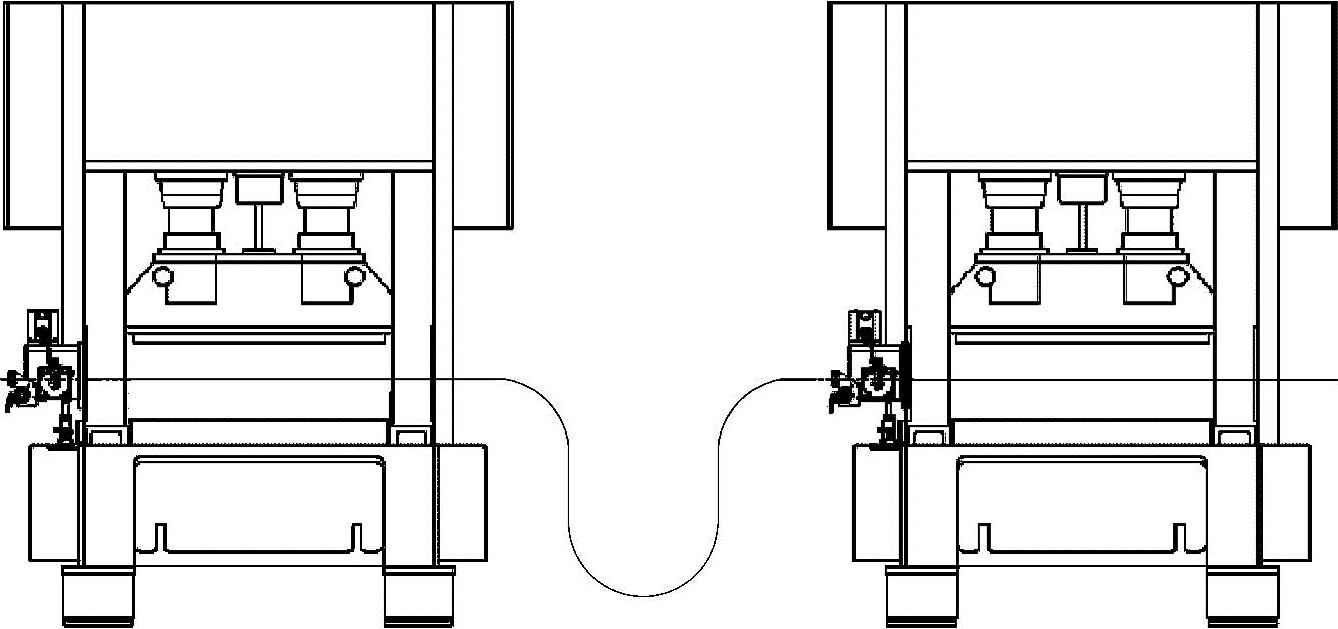
图8-23 双联送料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。