



大锻件锻后冷却和热处理方式,包括锻后冷却、退火(低温退火、中间退火、完全退火、等温退火等)、正火及回火、调质、等温冷却及起伏等温退火等。
锻件冷却和热处理规范是根据钢的化学成分、传热截面尺寸、锻件技术要求并考虑白点敏感性及回火脆性倾向而制订的。
用钢锭锻制锻件的冷却方式见表2-2-19。
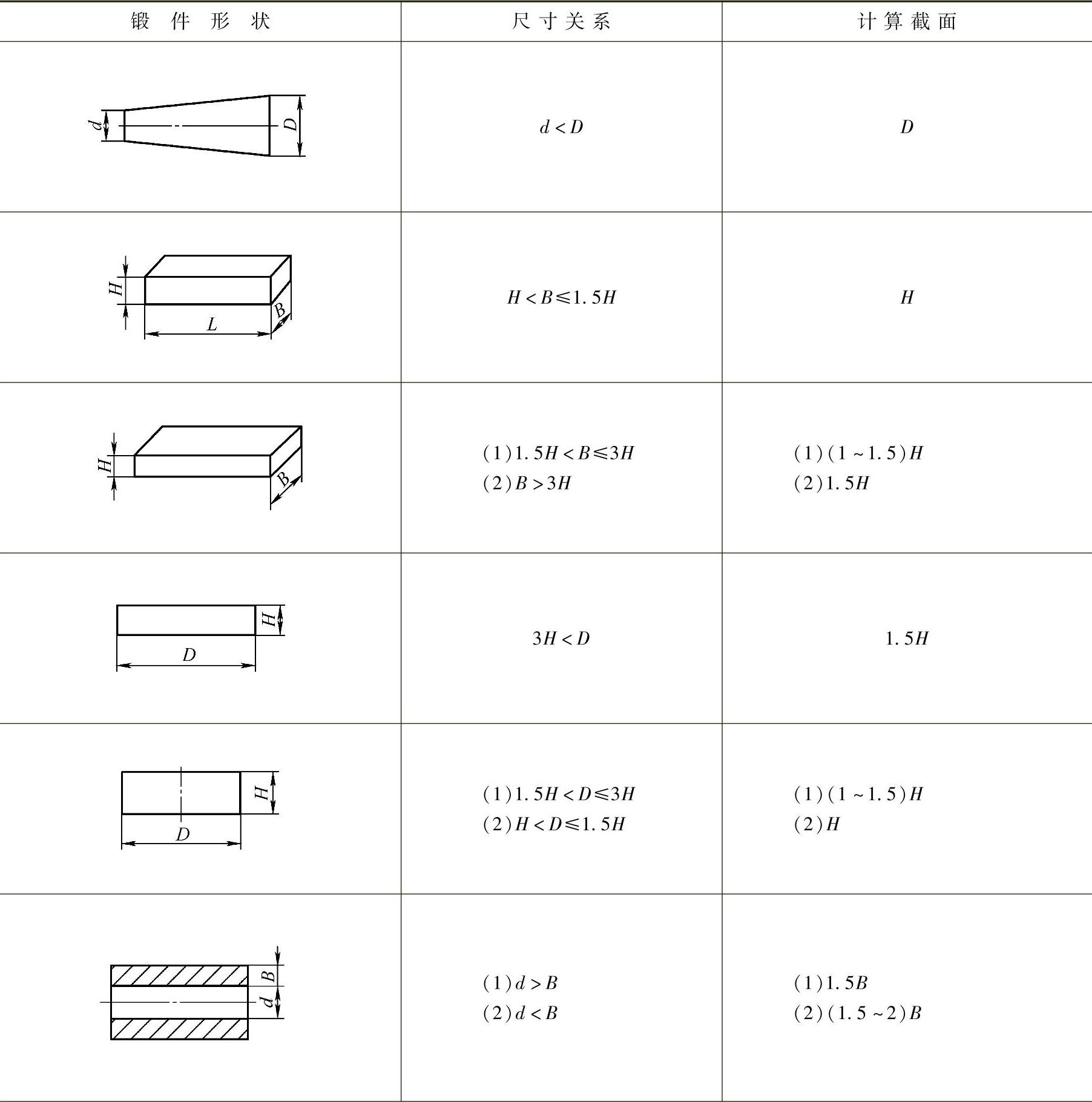
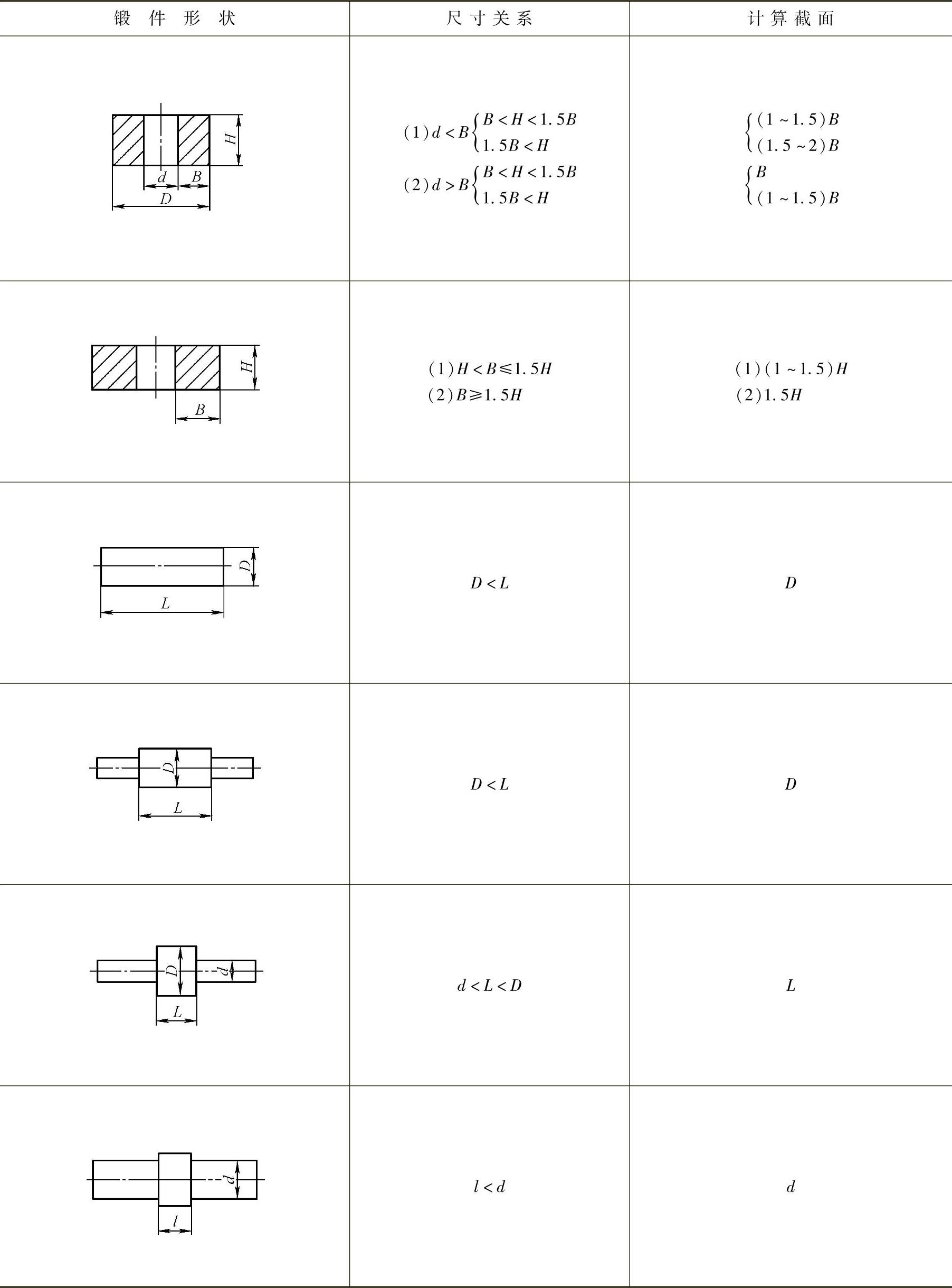
锻件加热与冷却有效截面尺寸的确定方法见表2-2-20。
表2-2-19 钢锭锻制锻件的冷却方式
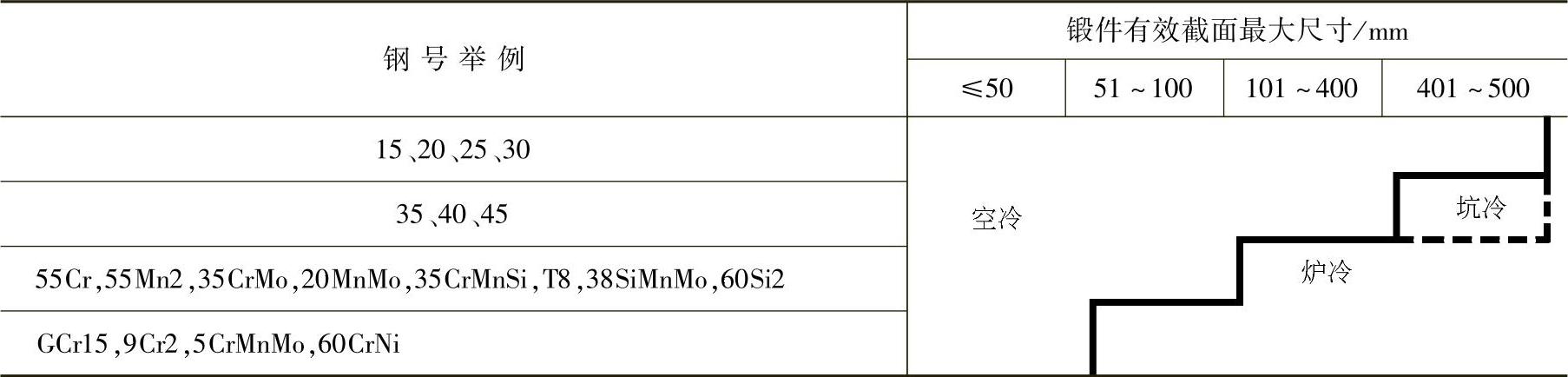
注:1.有的厂规定15、20、25、30钢空冷最大截面尺寸为400mm,也有规定为350mm及300mm的。
2.45钢空冷最大截面也有规定为200mm及300mm的。
3.20MnMo有的厂规定>300mm坑冷。
表2-2-20 锻件加热与冷却有效截面尺寸的确定方法
(续)
各种钢号的热处理工艺参数,见表2-2-21。
表2-2-21 各种钢号正火(退火)高温回火温度
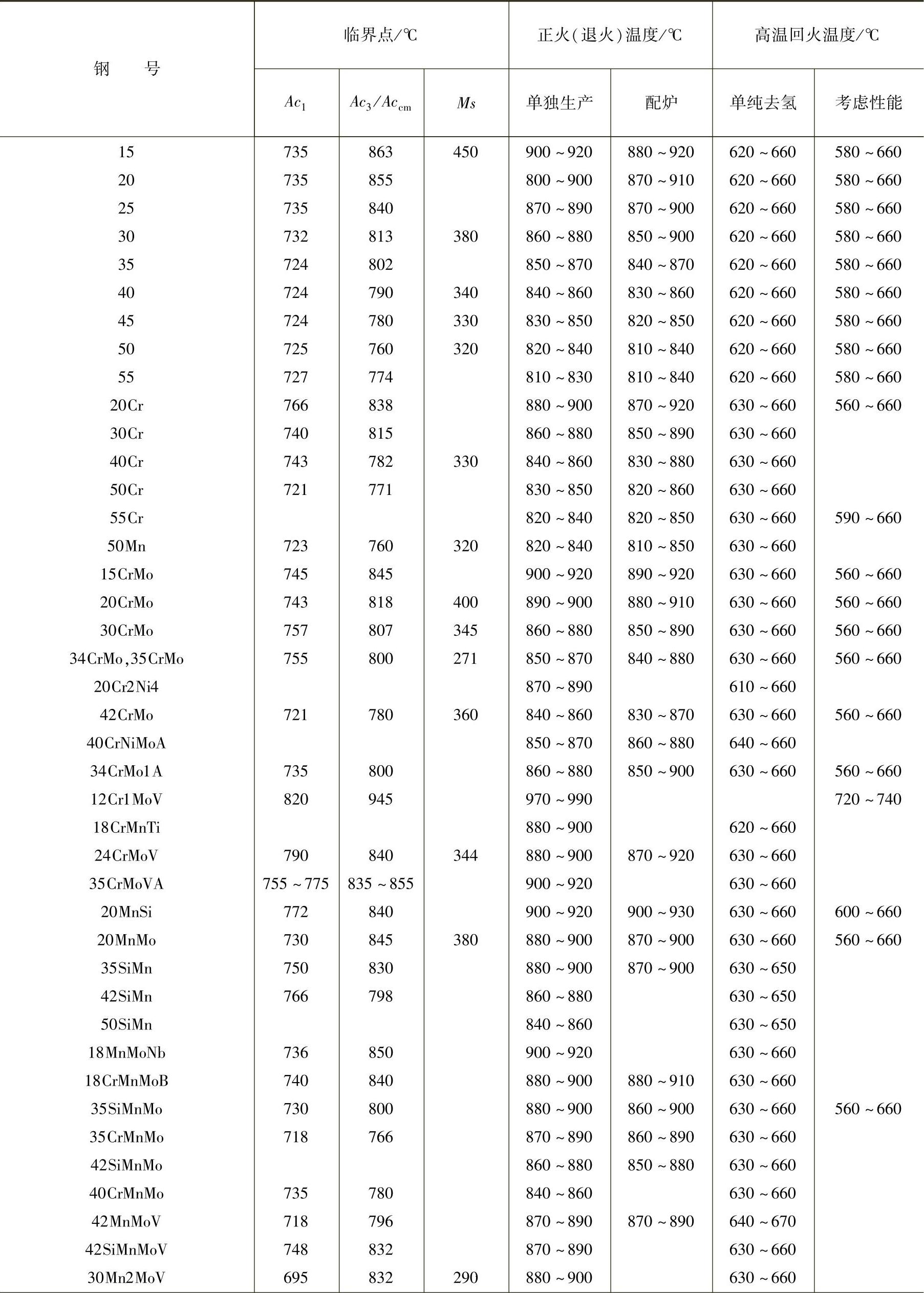
(续)
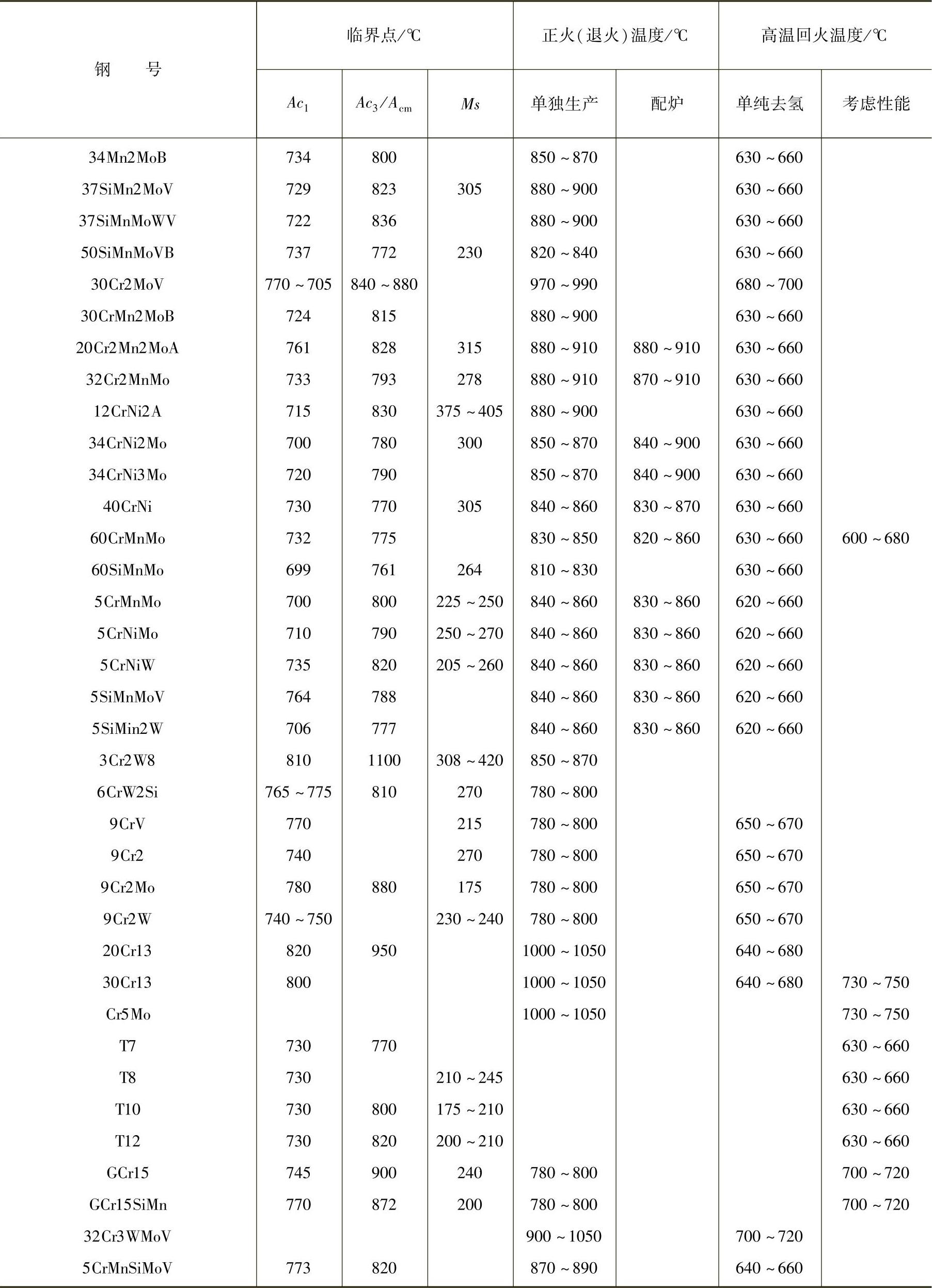
表2-2-22为等温炉冷规范,适用于碳钢及合金钢小截面锻件和粗加工后需要再热处理的锻件。(https://www.xing528.com)
表2-2-23为起伏等温炉冷规范,适用于高合金钢锻件。
表2-2-24为热装炉正火高温回火规范,适用于不再热处理的合金钢锻件。
表2-2-25为热装炉等温退火规范,适用于高合金钢重要锻件。
表2-2-26为冷装炉正火,回火规范。
表2-2-22 等温炉冷规范
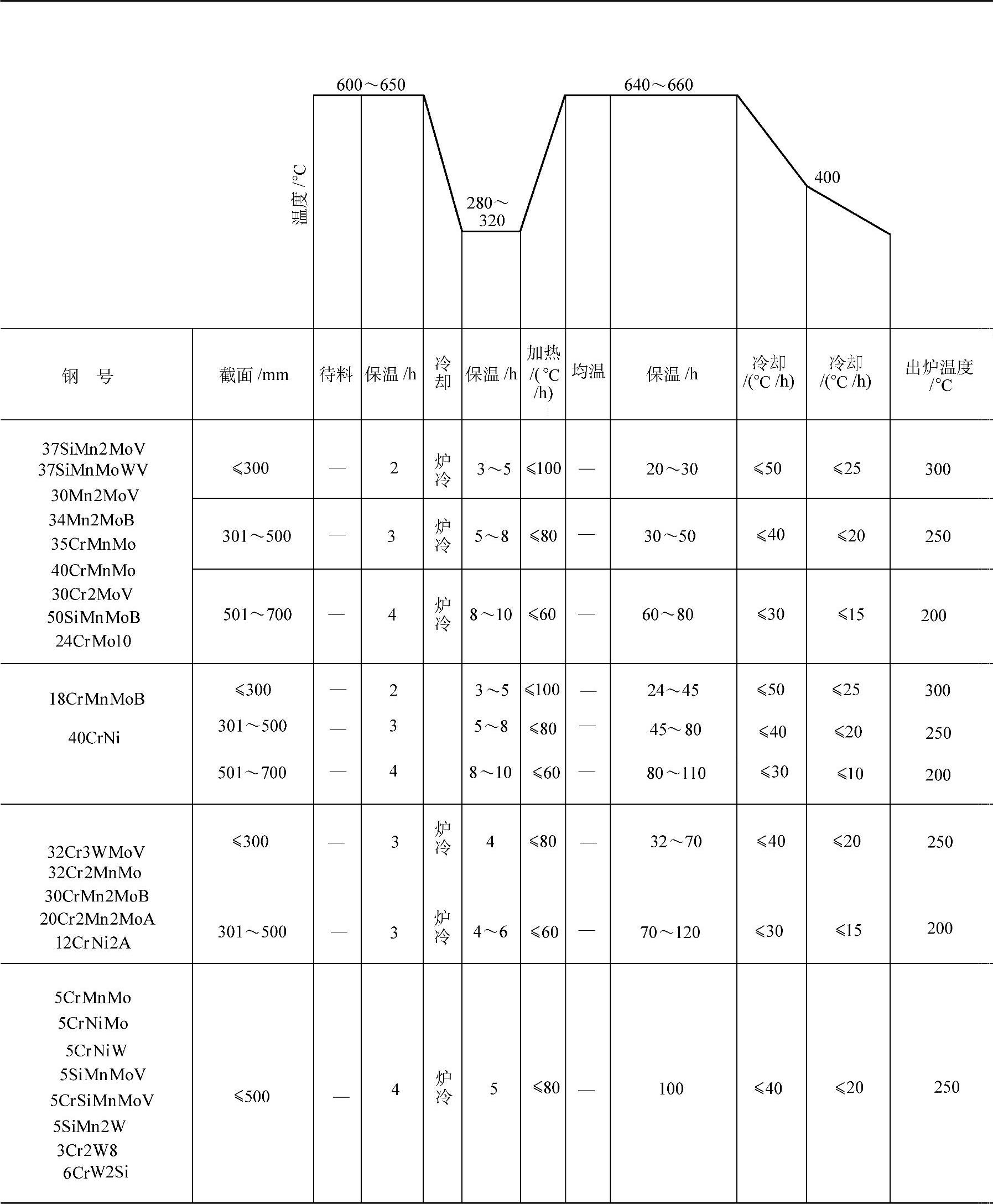
表2-2-23 起伏等温炉冷规范
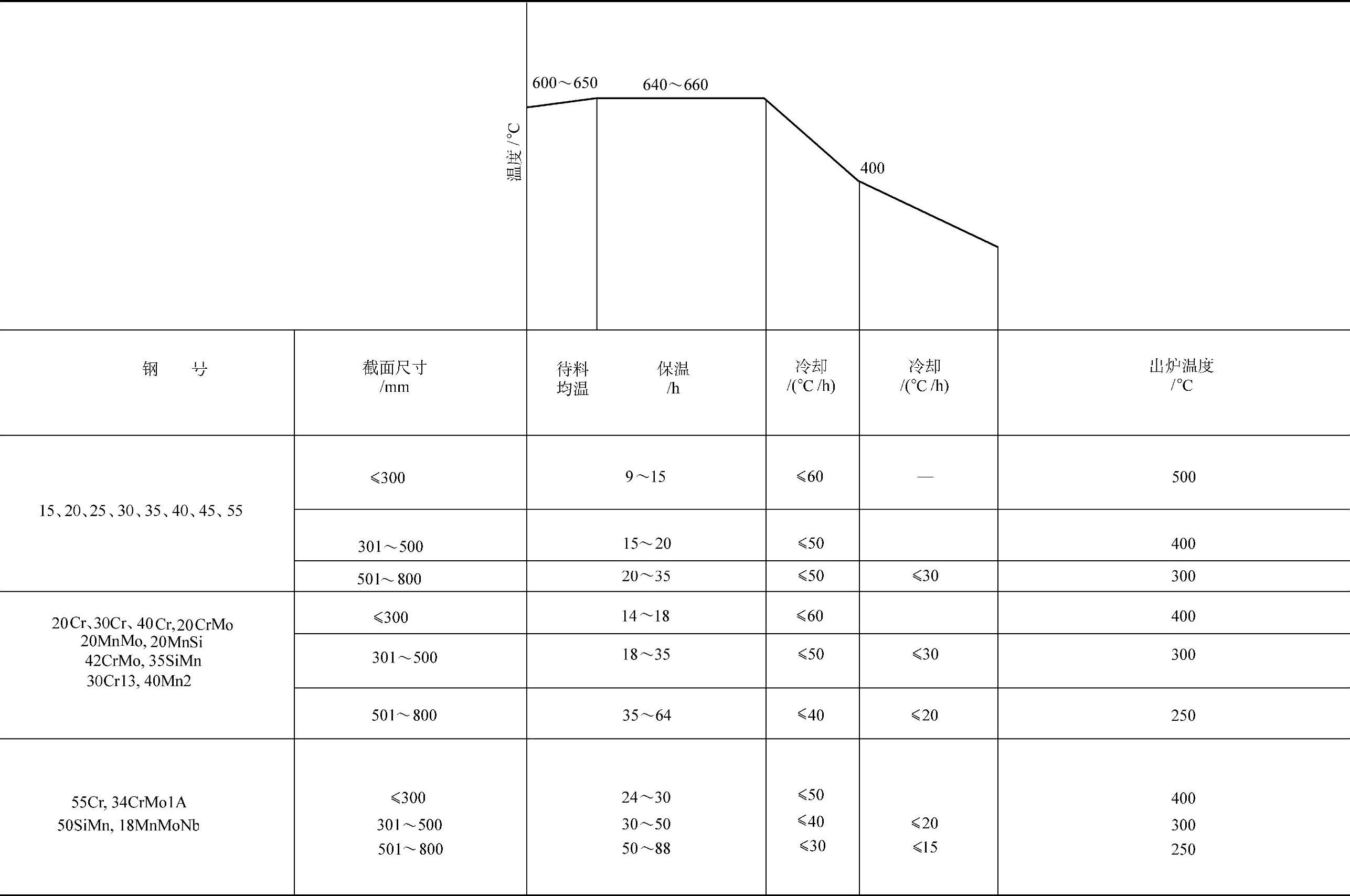
表2-2-24 热装炉正火高温回火规范
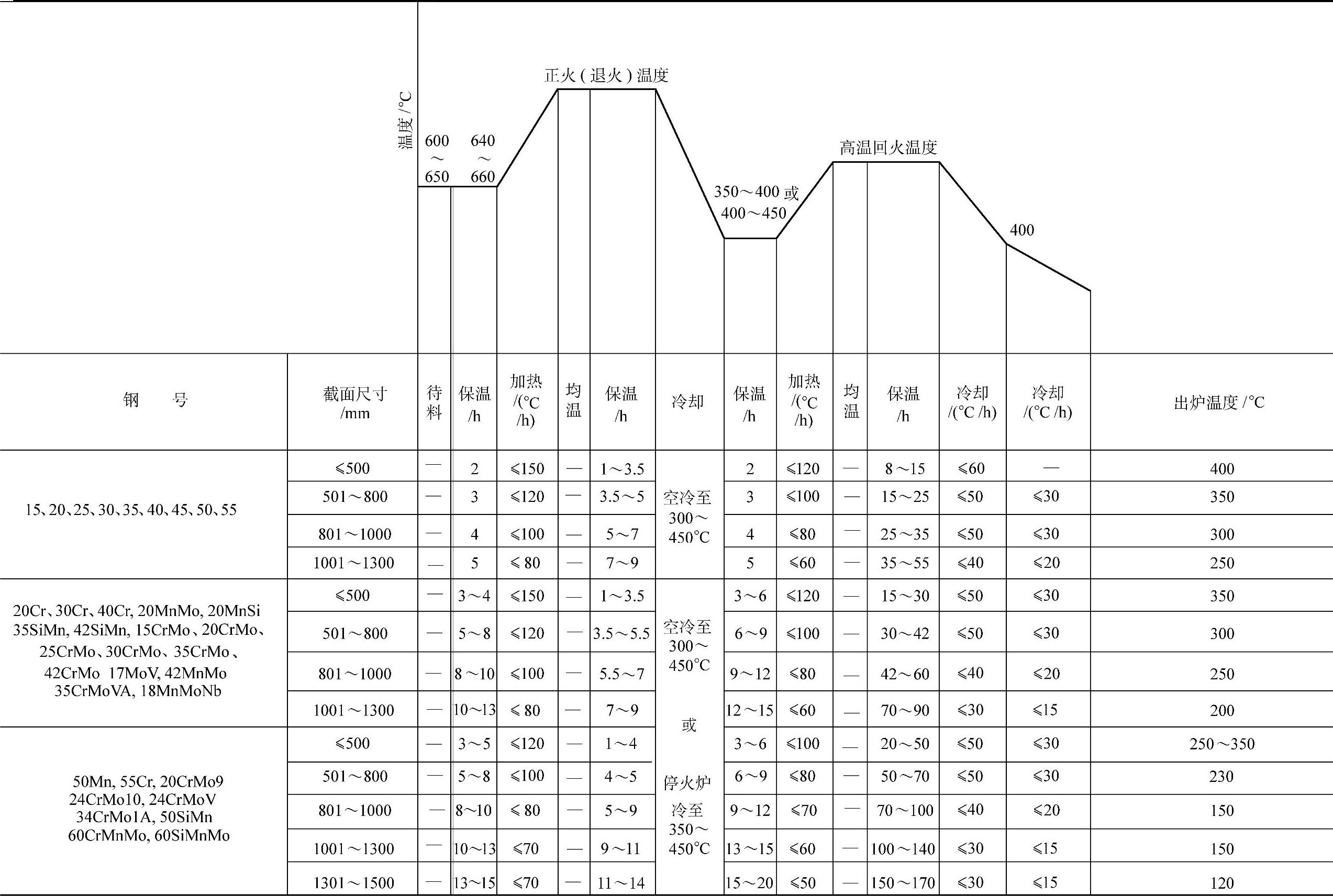
表2-2-25 热装炉等温退火规范
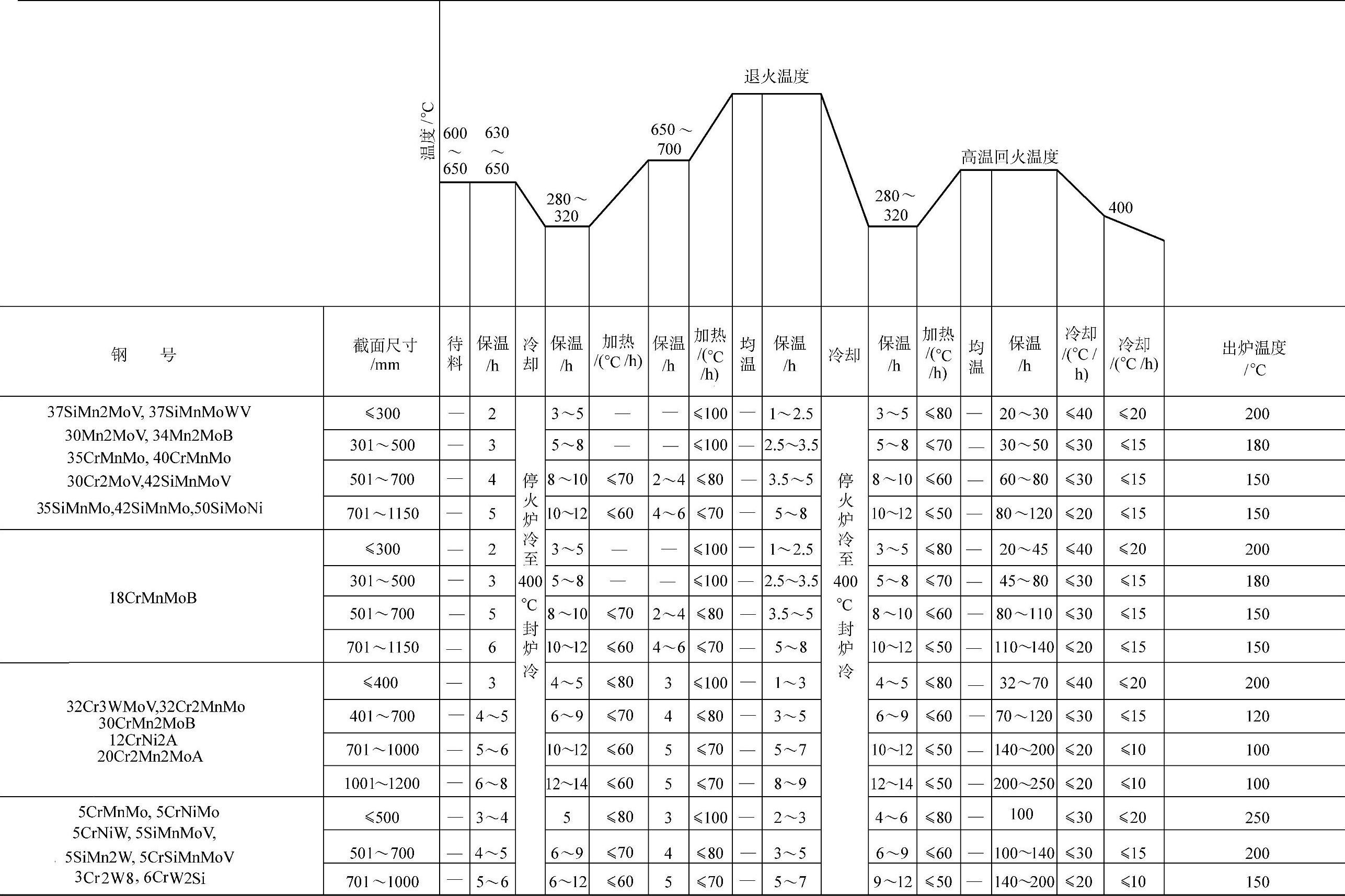
表2-2-26 冷装炉正火回火规范
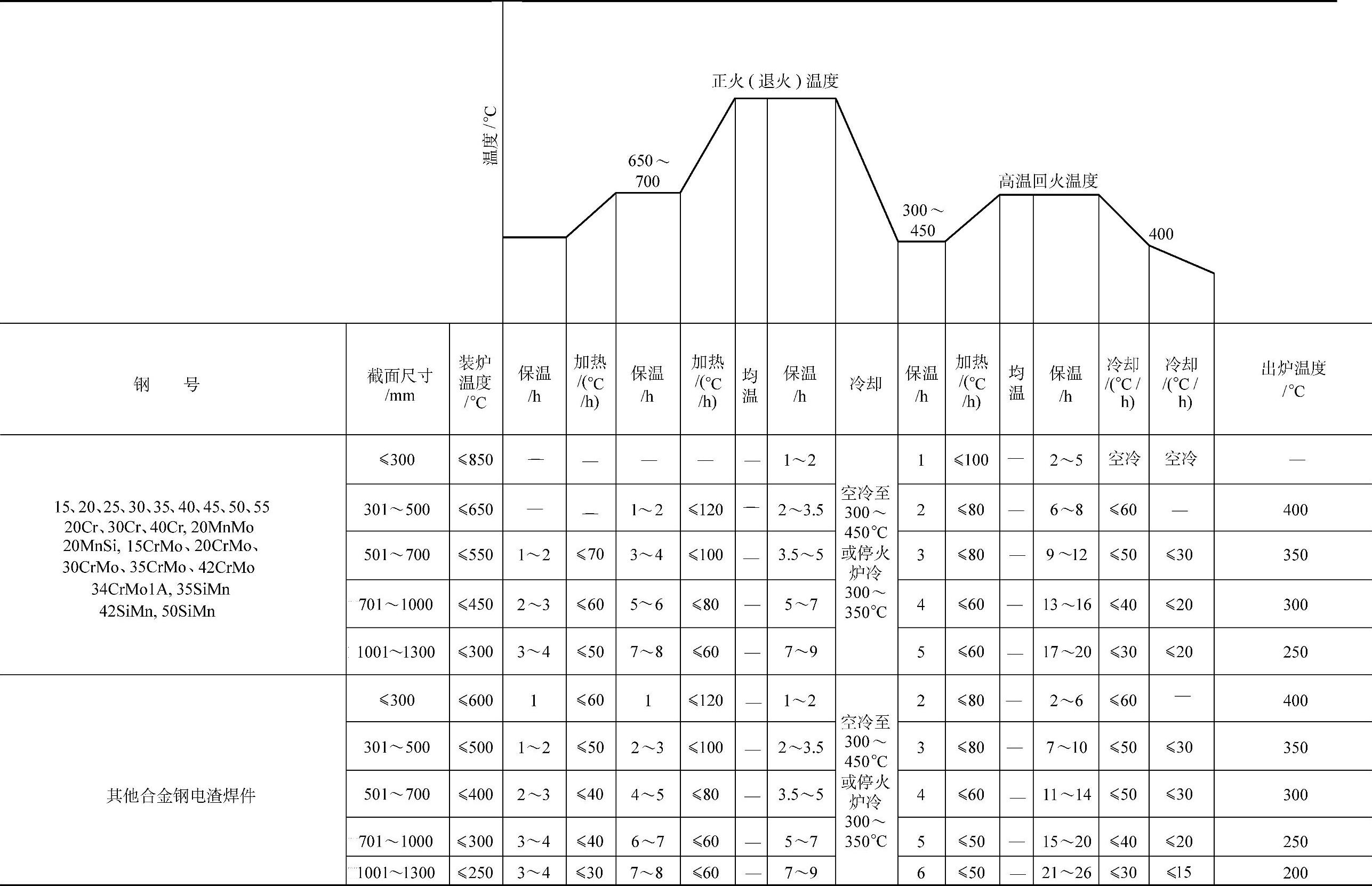
注:电渣焊件正火保温时间为每100mm/h。
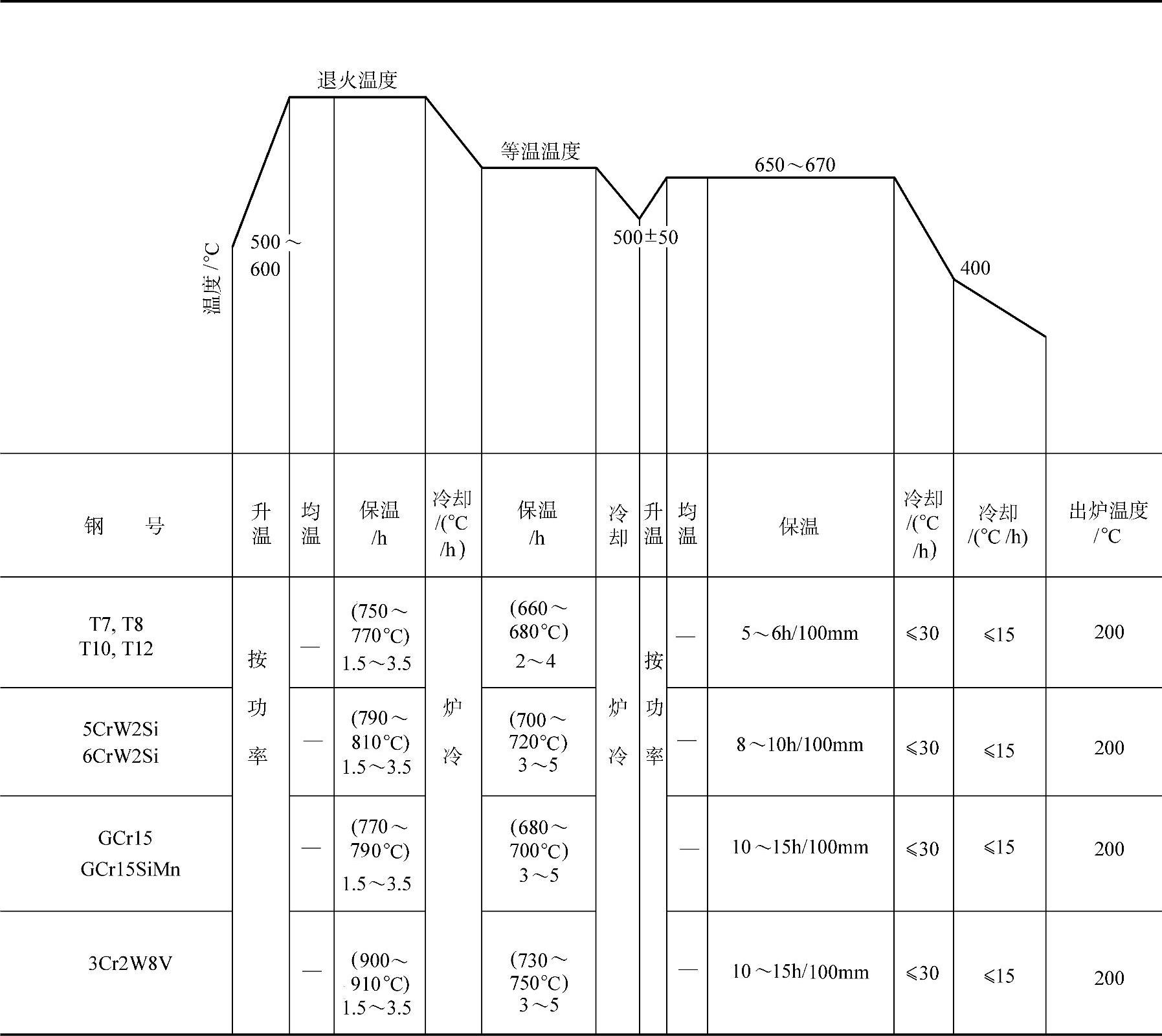
表2-2-27为锭制工具钢锻件球化退火规范,该规范既考虑防止白点又考虑球化碳化物质点。
表2-2-27 等温球化退火规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。