



【摘要】:图2-3-29为内半环的锻件图,锻件材料为AZ40M,模锻斜度7°,未注明圆角R5,表面缺陷深度为加工余量之半。模锻工艺过程如下所述。镦粗时轻击,滚1~2次外圆,以避免裂纹。打磨 用刃磨机、刮刃、抛光机清除表面缺陷,经打磨后的锻件应重复工序4~6。检验硬度 用布氏硬度计,d≤5.15,100%检查。最终检验 10%抽查尺寸,100%检查表面质量。注意事项:①每次加热时间不超过6h;②锻后及时氧化处理;③毛坯与锻件禁止与烟火、红铁接触。
图2-3-29为内半环的锻件图,锻件材料为AZ40M,模锻斜度7°,未注明圆角R5,表面缺陷深度为加工余量之半。模锻工艺过程如下所述。
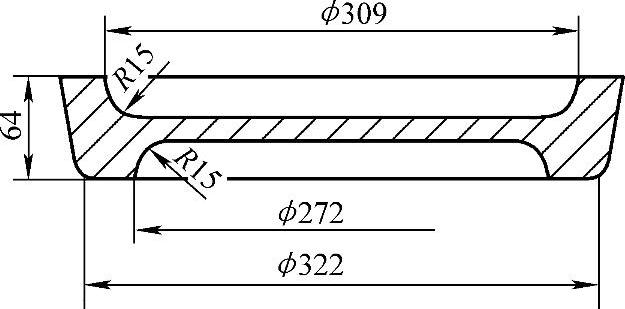
图2-3-29 内半环的锻件图
(1)下料 坯料尺寸ϕ150mm×168mm,端面表面粗糙度为Ra3.2μm,尖角倒圆(R6)。
(2)加热 电炉加热,加热温度(440±10)℃,保温时间不少于5h。
(3)镦粗3t模锻锤平模镦粗,锻造温度范围450~350℃,锻后空冷。镦粗时轻击,滚1~2次外圆,以避免裂纹。
(4)氧化处理 按镁合金氧化处理规程进行。
(5)检验 发现表面缺陷并标记。
(6)打磨 用刃磨机、刮刃、抛光机清除表面缺陷,经打磨后的锻件应重复工序4~6。
(7)加热 电炉加热,加热温度(440±10)℃,保温时间大于2h。(https://www.xing528.com)
(8)模锻 设备为3t模锻锤,模锻温度范围450~350℃,锻后空冷。
(9)冲孔 在3150kN冲床上用冲孔模冲孔,模锻后立即冲孔。
(10)氧化处理 按镁合金氧化处理规程进行。
(11)检验硬度 用布氏硬度计,d≤5.15,100%检查。
(12)最终检验 10%抽查尺寸,100%检查表面质量。
(13)打磨 按检验要求清除表面缺陷。
(14)氧化处理 按镁合金氧化处理规程进行。
注意事项:①每次加热时间不超过6h;②锻后及时氧化处理;③毛坯与锻件禁止与烟火、红铁接触。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。