



【摘要】:热锻件和锻模图见图3-2-167及图3-2-168。锻件是方形的,锻模以检验面为基准合模浇盐检查错移。图3-2-165 转向节支架预锻模a)主视图 材料:5CrNiMo 硬度:布氏压痕直径3.2~3.4图3-2-165 转向节支架预锻模(续)b)俯视图 材料:5CrNiMo 硬度:布氏压痕直径3.2~3.4图3-2-166 转向节支架终锻模a)主视图 b)俯视图 材料:5CrNiMo 硬度:布氏压痕直径3.2~3.4图3-2-167 油箱盖热锻件拔模斜度7°;未注圆角R3,尺寸按交点注图3-2-168 油箱盖锻模
热锻件和锻模图见图3-2-167及图3-2-168。
锻件材质为45钢,正火件,质量1.03kg,饼类锻件。模锻工步为:镦粗、立压去氧化皮、终锻。坯料为ϕ50mm×98mm。
镦粗台未限定镦粗高度,所镦圆饼以ϕ90~ϕ95mm为宜。
镦粗后将饼料侧立轻压去掉端面上的氧化皮。
终锻设置了圆形锁扣,这对防止错差有利,锁扣的下模凸起,对于本例锻件较之下凹锁扣可减小模块高度。由于锻件法兰较薄,在复合模中切边、冲孔时定位困难。为此在锻件两侧各增加一块工艺凸台敷料。切边时这两个工艺凸台进入切边凹模上的对应凹槽,使定位准确。切边时,敷料随之被切去。
锻件是方形的,锻模以检验面为基准合模浇盐检查错移。为此开出了浇口。此浇口还便于撬出卡模的锻件。

图3-2-165 转向节支架预锻模(用于3t锤)
a)主视图 材料:5CrNiMo 硬度:布氏压痕直径3.2~3.4
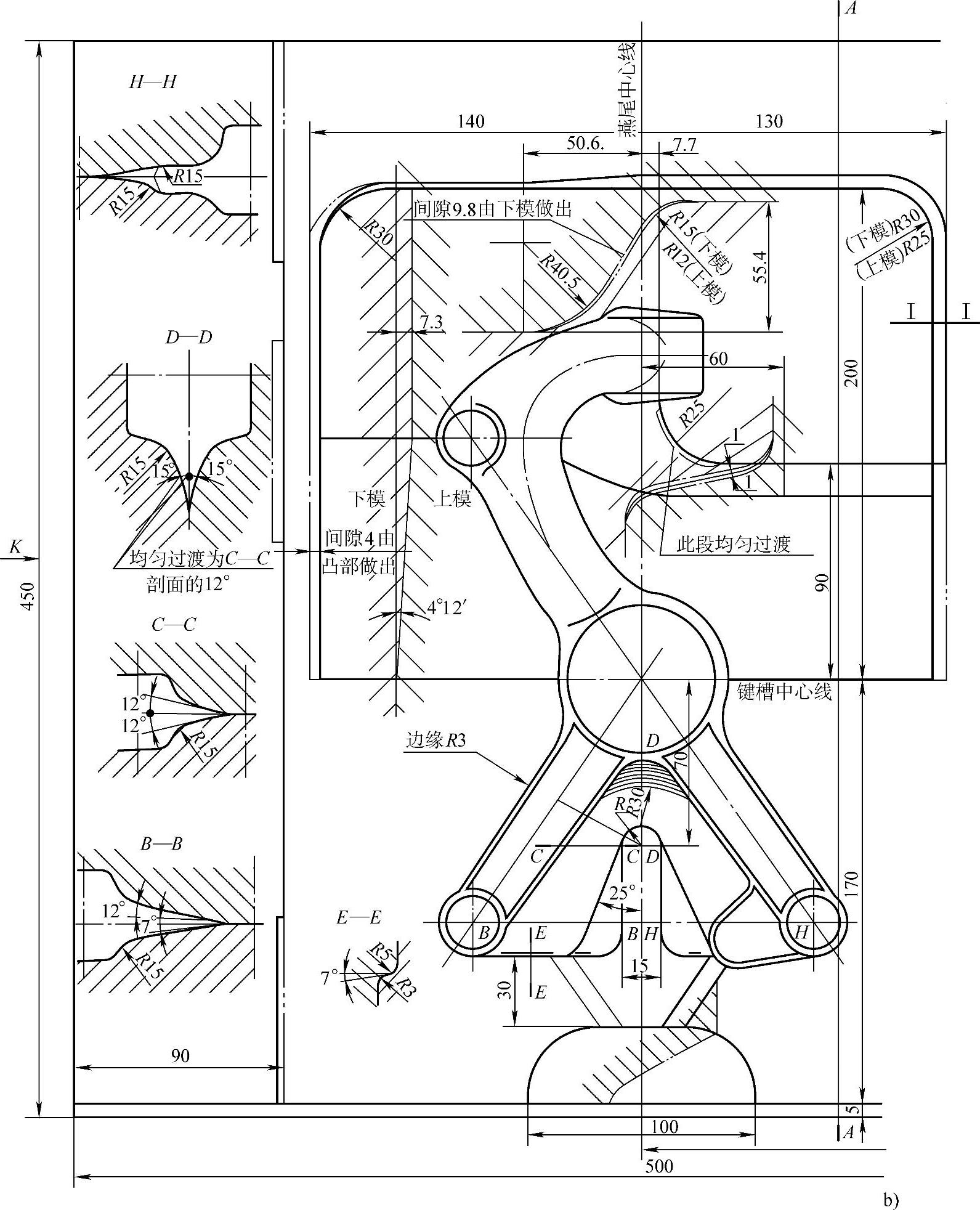
图3-2-165 转向节支架预锻模(用于3t锤)(续)
b)俯视图 材料:5CrNiMo 硬度:布氏压痕直径3.2~3.4(https://www.xing528.com)
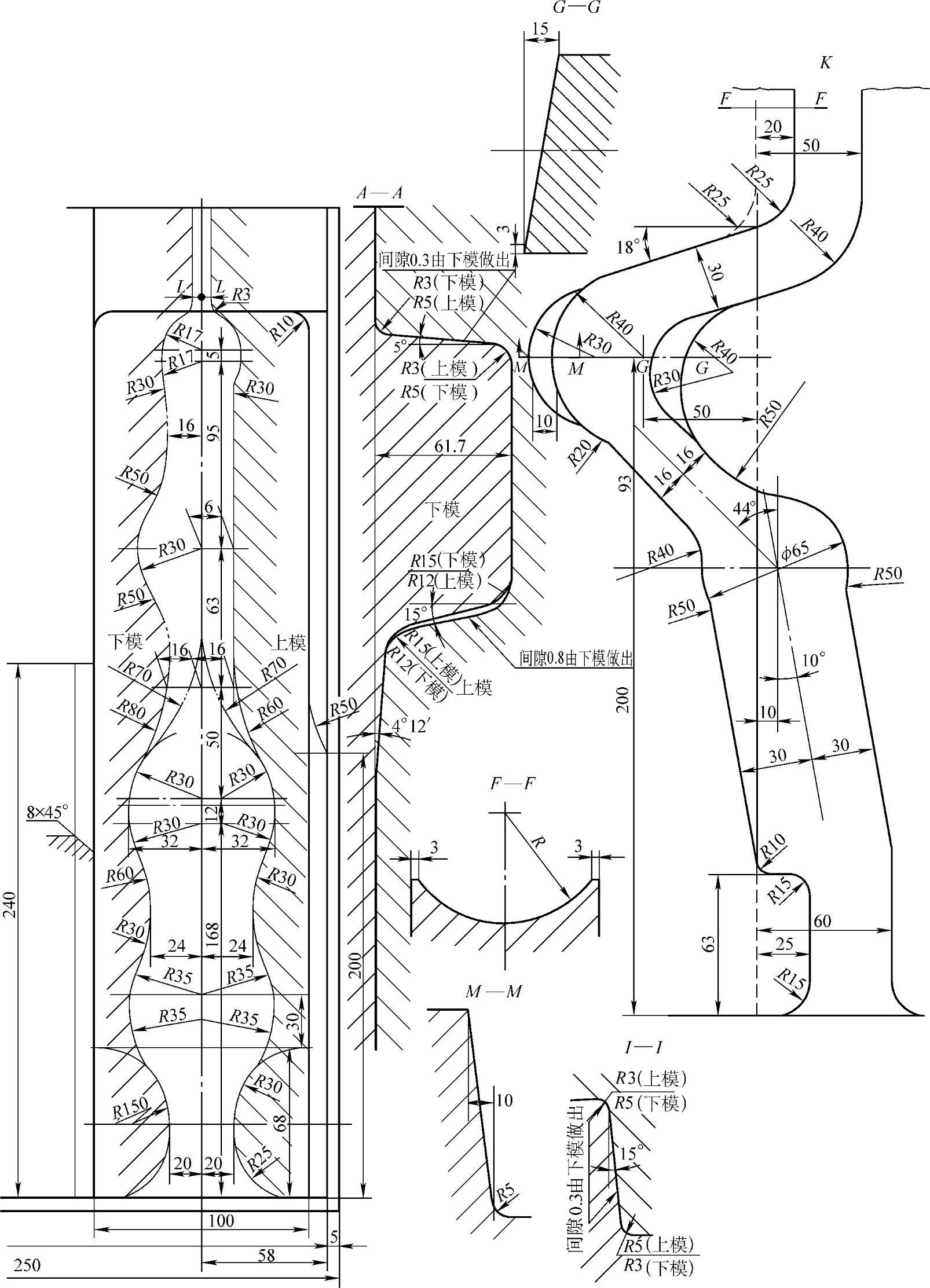
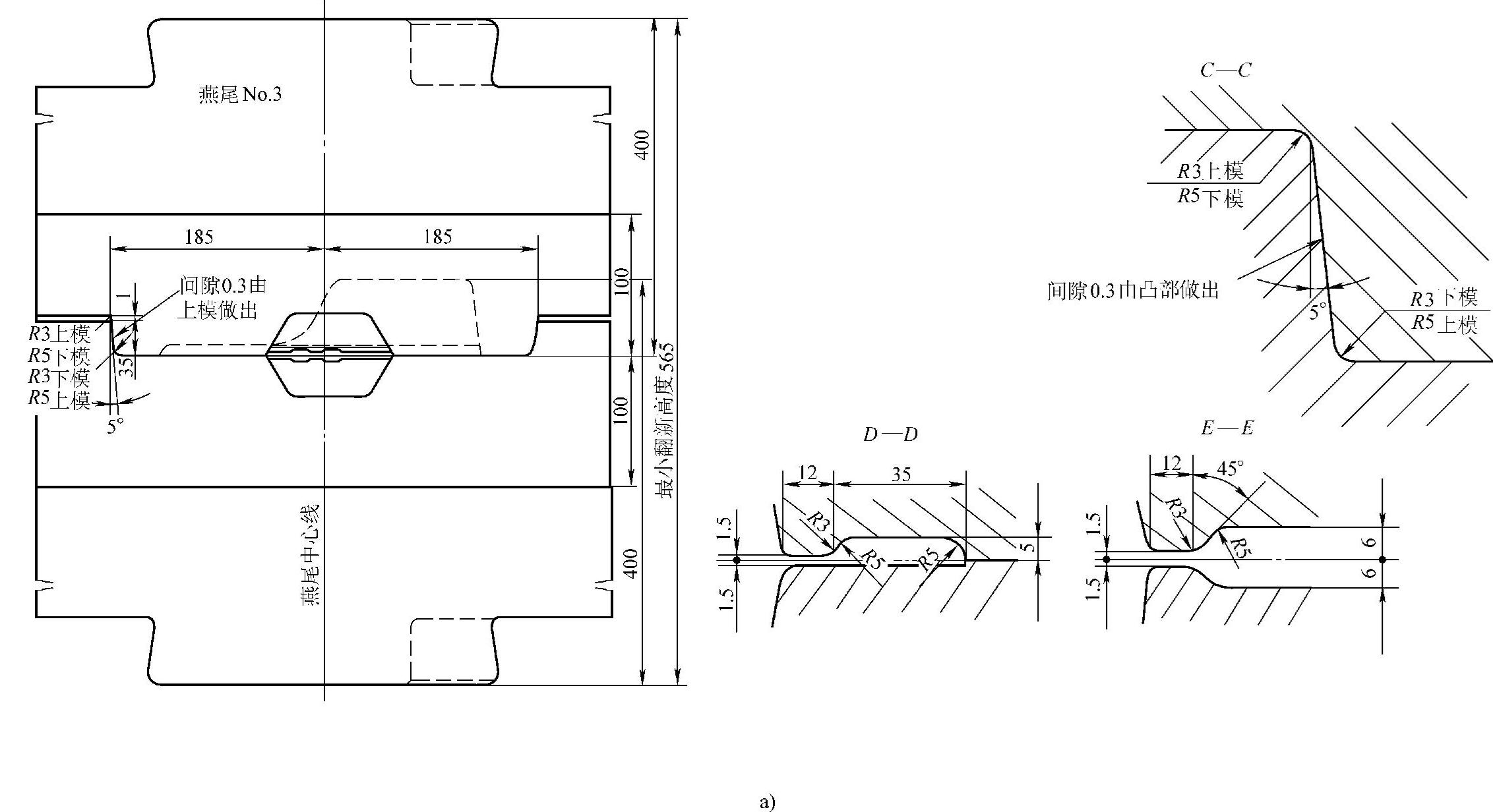
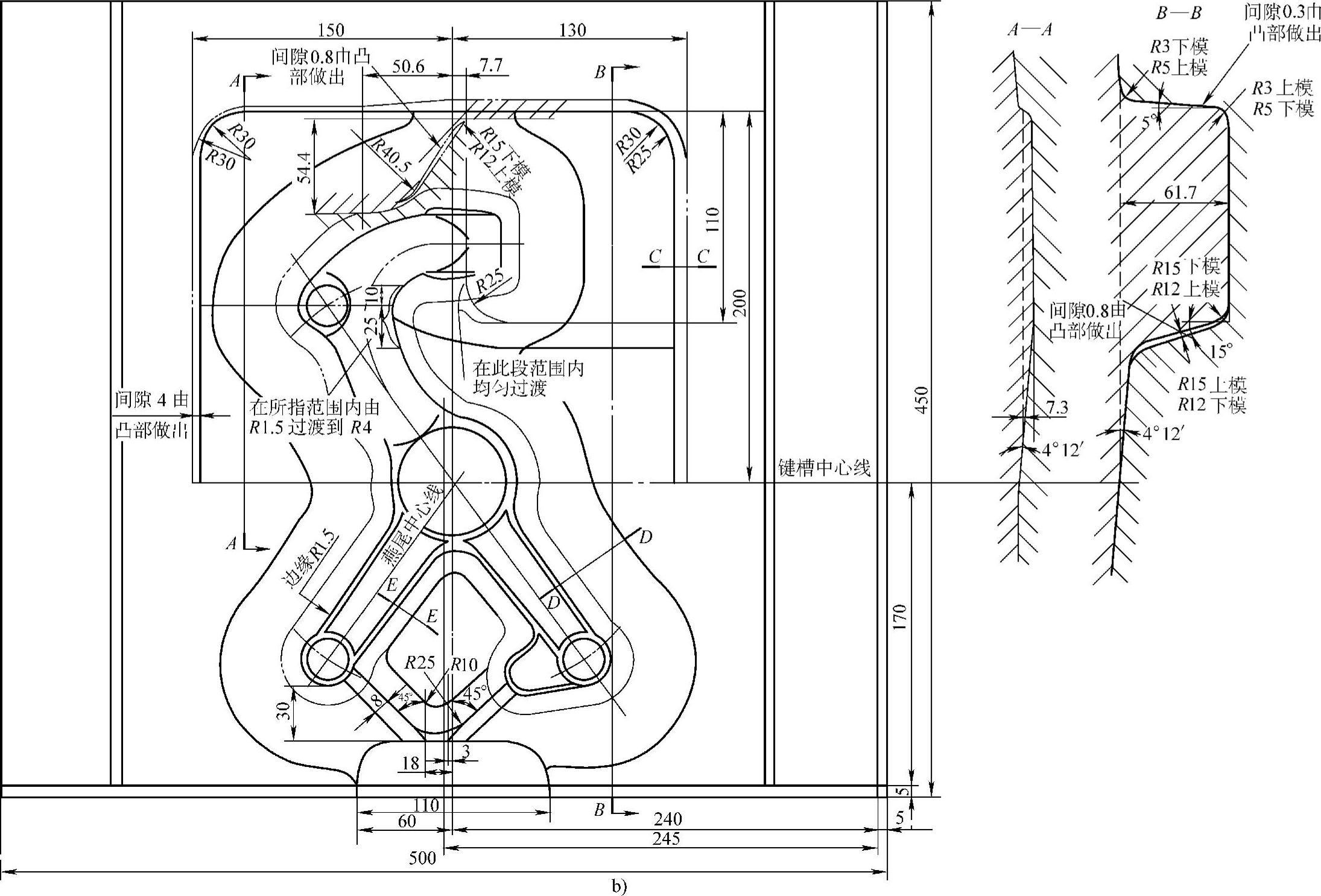
图3-2-166 转向节支架终锻模
a)主视图 b)俯视图 材料:5CrNiMo 硬度:布氏压痕直径3.2~3.4
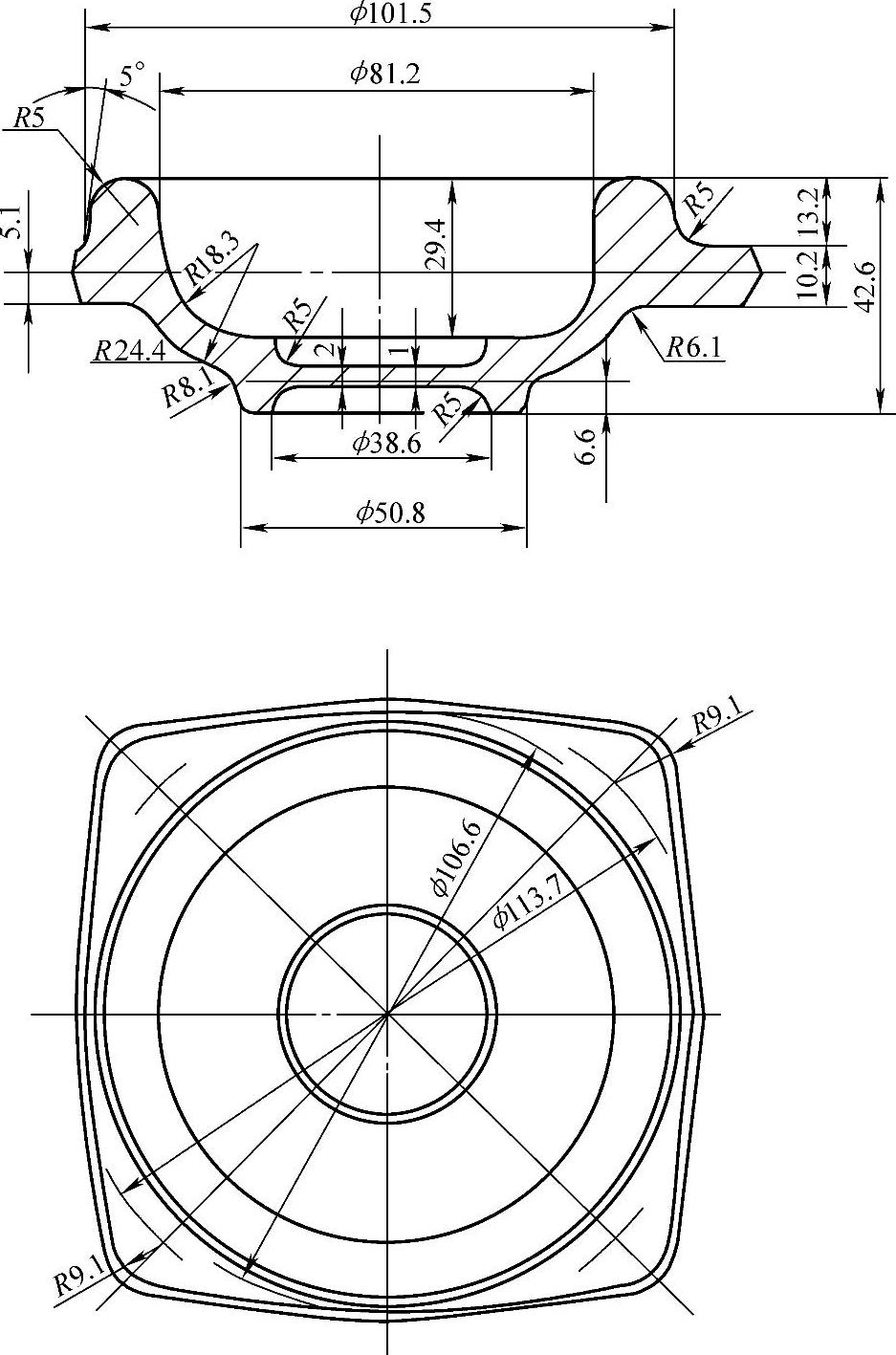
图3-2-167 油箱盖热锻件
拔模斜度7°;未注圆角R3,尺寸按交点注
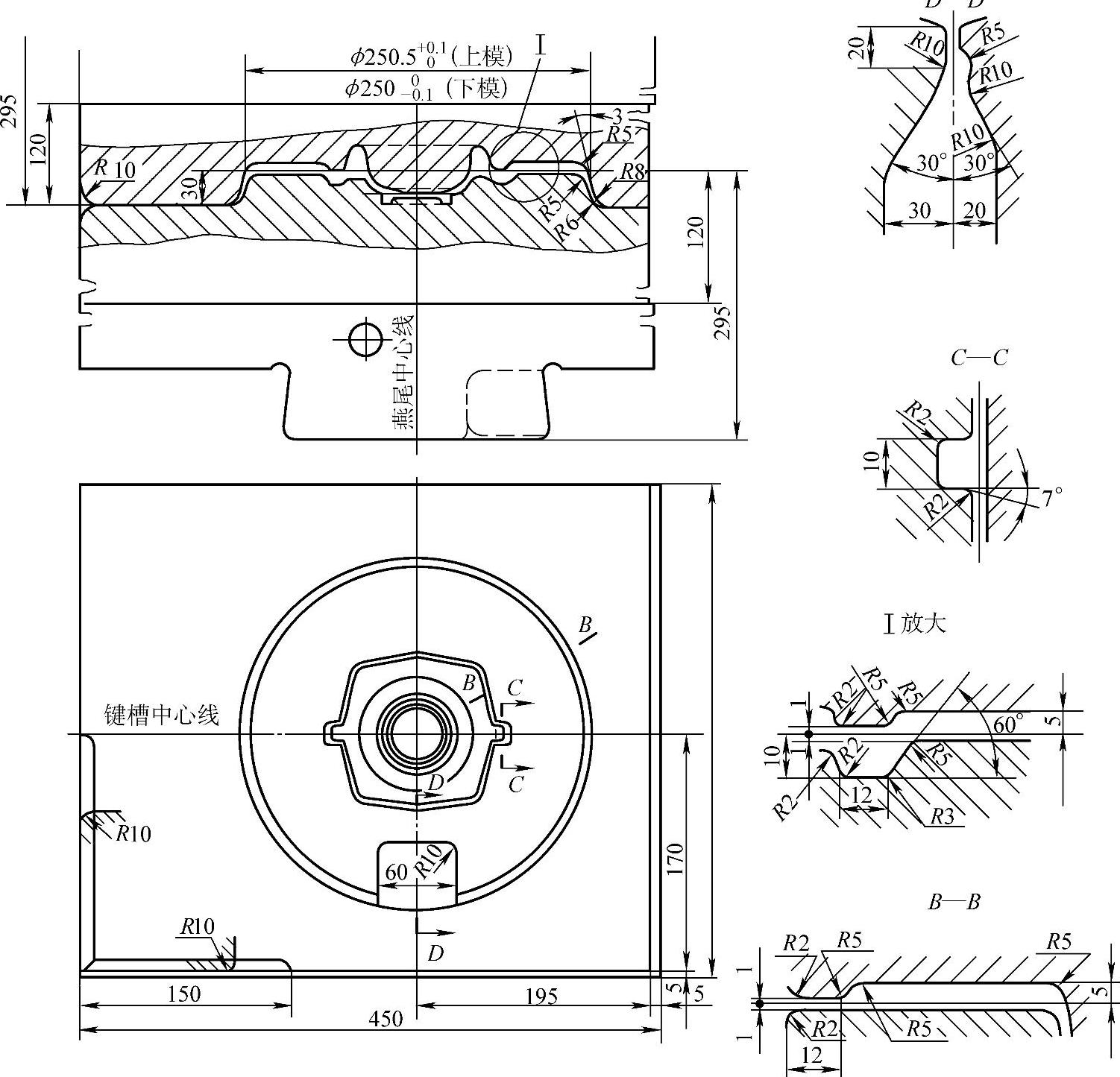
图3-2-168 油箱盖锻模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。