



【摘要】:通过第二道工序的中间正挤压,可减少这种倾向。此外,在本例中,E部1.5mm的厚度公差还受坯料偏差的影响,但如图所示,在反挤压部分和端部15.5的部分,因材料是自由流动的,故加工压力减少,可提高该部分的尺寸精度。
实例2 (见图5-1-90)。
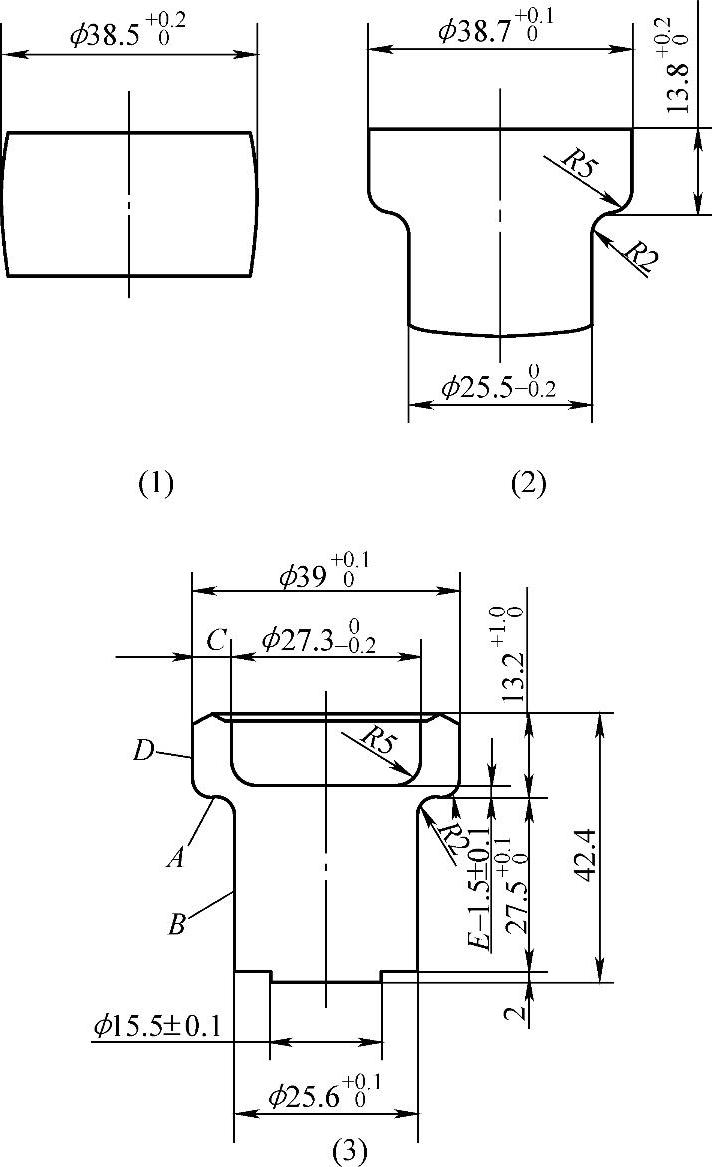
图5-1-90 实例2
坯料 ϕ30冷拔钢
质量 195g
工序:
1)自动剪切镦锻机,4MN曲轴压力机。
2)2.5MN自动肘杆式压力机。(https://www.xing528.com)
3)2.5MN肘杆式压力机。
公差按图样规定的公差和B面锥度在0.05mm以内,B面和D面的同轴度在0.05mm以下。
这种工件在切削加工时,是顶住A面后而卡紧B面的,所以要保证A面和B面的垂直度以及B径的锥度精度,而外径D和内径部分要进行切削,故其公差不必要求过严。
这样,在规定工件的尺寸公差时,就要认真研究哪些部分的公差需要严格和哪些部分的公差不需要严格的问题。在设计时要考虑到一次夹紧就能完成切削加工,这对减少后续加工的工时具有重要意义。
A面和B面的垂直度,直接取决于模具的精度。如将第一道工序的工件直接传给第三道工序加工,则B径的锥度在根部就要大些而端部就要小一些。这种倾向是由于在挤压加工时作用在根部的切向拉伸应力比作用在模孔端部的拉伸应力大,因而凹模根部内径的弹性变形大造成的。通过第二道工序的中间正挤压,可减少这种倾向。
此外,在本例中,E部1.5mm的厚度公差还受坯料偏差的影响,但如图所示,在反挤压部分和端部ϕ15.5的部分,因材料是自由流动的,故加工压力减少,可提高该部分的尺寸精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。