



【摘要】:反挤压凸模的设计一般如图5-2-23所示。其工作带高度S取3~5mm,其值比冷挤压时稍大。为了有利于金属流动,尽量使凸模端面应有一段斜面,其斜度取5°~10°为好。凸模的长度与直径的比,在单位挤压力大时,应≤2.5~3(对钢),以增加其稳定性。降低表面粗糙度不仅可以降低挤压力,而且可以减少应力集中和提高模具抗疲劳破坏的能力。所以,反挤压凸模的非工作部分表面一般也要求粗糙度Ra1.25μm左右。
钢温正挤压用凹模如图5-2-22所示。其圆锥部分与工作带部分的圆角r,根据温度的高低,取r=1~4mm(当挤压温度高时,取较大值)。工作带长度h1取3~5mm。就是说,这些值一般比冷挤压时稍大。D2比d1大0.2~0.4mm。
反挤压凸模的设计一般如图5-2-23所示。其工作带高度S取3~5mm,其值比冷挤压时稍大。d比d0值大0.6~1.2mm,其值也比冷挤压时稍大。为了有利于金属流动,尽量使凸模端面应有一段斜面,其斜度取5°~10°为好。圆角部分R与R′值,在满足零件要求的前提下,应尽可能大些。一般不能取1mm以下,例如可取2~3mm。凸模的长度与直径的比,在单位挤压力大时,应≤2.5~3(对钢),以增加其稳定性。
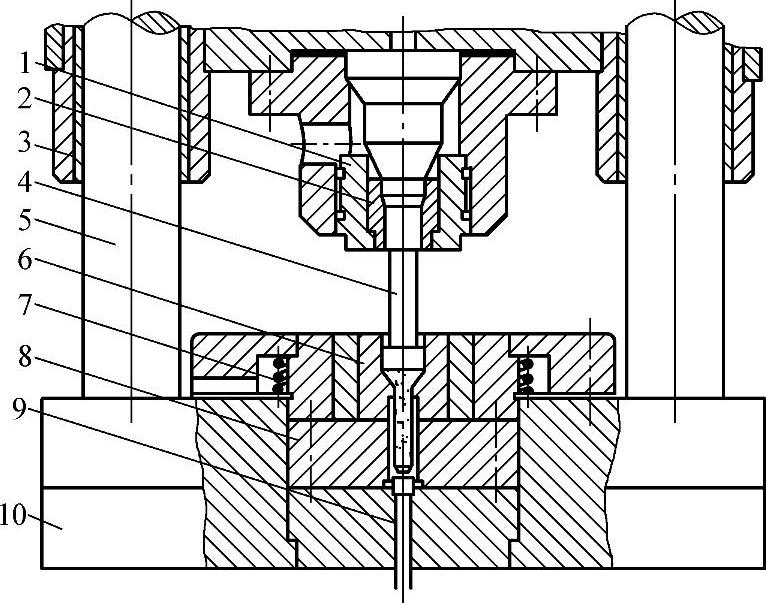
图5-2-20 正挤压温锻模具结构
1—凸模紧固圈 2—定位压紧圈 3—导套 4—凸模 5—导柱 6—凹模 7—加热器 8—垫板 9—顶杆 10—下模板
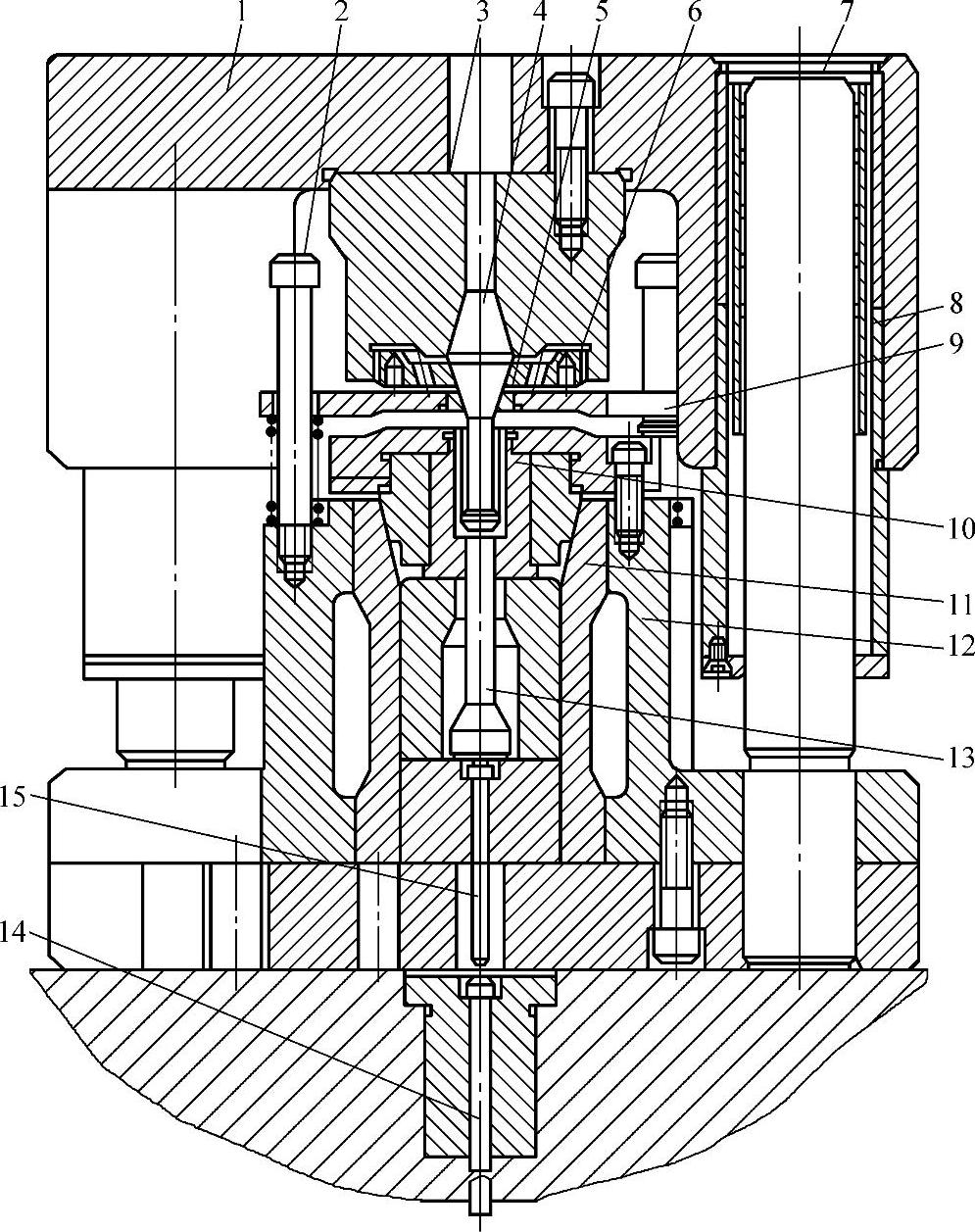
图5-2-21 带有冷却系统的温锻模结构(https://www.xing528.com)
1—上模板 2—螺钉 3—垫板 4—凸模 5—镶块 6—压紧螺母 7—导柱 8—导套 9—卸料板 10—凹模 11—支撑圈 12—固定外套 13、15—顶销 14—下垫板
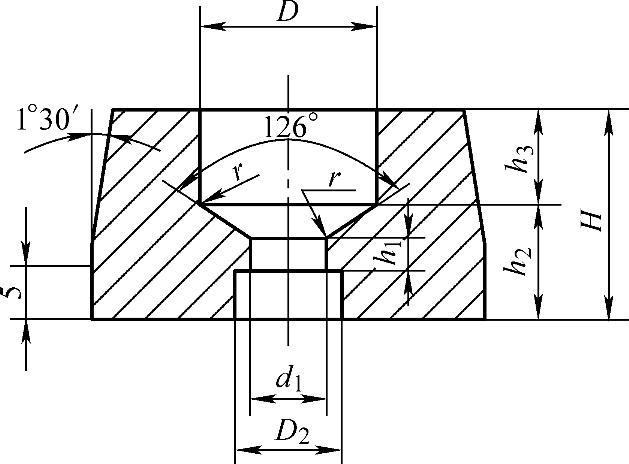
图5-2-22 正挤压凹模
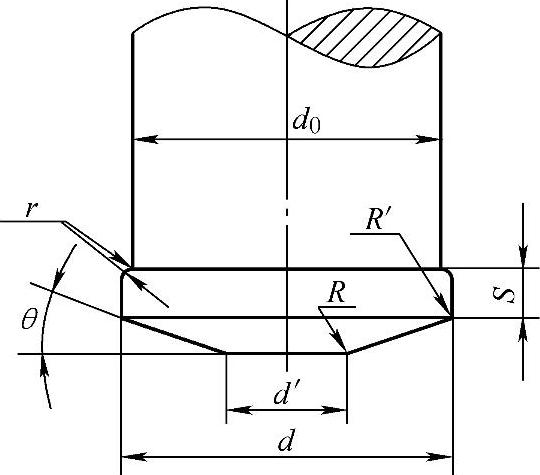
图5-2-23 反挤压凸模
凸凹模工作部分粗糙度应尽量低些,一般要求表面粗糙度Ra0.10~Ra0.60μm。转角均应光滑过渡。降低表面粗糙度不仅可以降低挤压力,而且可以减少应力集中和提高模具抗疲劳破坏的能力。所以,反挤压凸模的非工作部分表面一般也要求粗糙度Ra1.25μm左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。