



(一)宽展的形式
辊锻过程中,根据模具对变形金属横向流动约束作用的不同,宽展可分为自由宽展、限制宽展和强迫宽展三种型式,如图6-1-7所示。
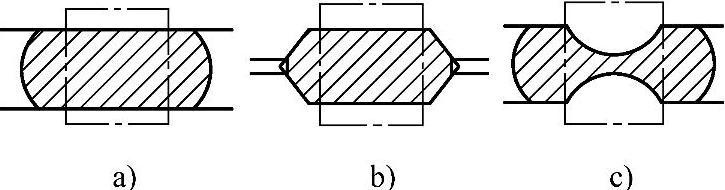
图6-1-7 各种宽展型式
a)自由宽展 b)限制宽展 c)强迫宽展
(1)自由宽展 金属横向流动只受摩擦阻力的影响,没有模具型槽的限制。在平辊上轧制或在宽度较大的扁平型槽内辊锻时均为自由宽展。
(2)限制宽展 毛坯在凹形型槽内辊锻时,型槽侧壁限制金属横向自由流动,故称限制宽展。型槽型式不同,对宽展的限制作用程度也不同,在闭式型槽内,宽展很小。
(3)强迫宽展 毛坯在凸形型槽内辊锻时,金属在凸形部分作用下,剧烈向横向流动,称为强迫宽展。显然强迫宽展量大于自由宽展量。
在辊锻变形中,限制宽展、强迫宽展或二者并存是主要的宽展型式。
(二)影响宽展的因素
影响宽展的因素可分为几何的和物理的两大类。几何因素主要有:压下量、锻辊直径、变形区入口和出口的高度、宽度及变形区长度等。物理因素主要有:摩擦因数、辊锻温度、材料化学成分、锻辊线速度和应变速率等。现就主要因素对宽展的影响分述如下。
(1)压下量 压下量越大,金属向纵向及横向流动得越多,因而宽展也越大。这是最主要的影响因素,所以常常用宽展指数 来表征宽展的大小。
来表征宽展的大小。
(2)锻辊直径 锻辊直径增大,变形区长度增加,纵向延伸的阻力随之增加,因而有利于金属横向流动,即宽展增大。
(3)毛坯宽度 随着毛坯宽度增大,横向摩擦阻力也增大,因而宽展减小。当宽厚比足够大时,如宽板轧制,宽度几乎不再增加,此时可视为平面变形。
(4)摩擦因数 随着摩擦因数增加,延伸减小,宽展增大。因此,凡是影响摩擦的因素(如模具材料及表面粗糙度、辊锻温度、辊锻速度、润滑状况等)都对宽展产生影响。
(5)辊锻道次 同一毛坯,辊锻道次越多,宽展越小。这是因为辊锻道次较多时,每次压下量较小,变形区的宽长比B/l较大,有利于延伸,宽展就小。
(三)宽展的计算
由于影响宽展的因素很多,目前尚无包含所有影响因素的精确计算公式。通常先按简单变形条件即在平辊上辊锻矩形毛坯来计算宽展量。对于复杂型槽辊锻的宽展,可根据不同情况加以修正。
1.简单变形条件下宽展的计算
计算公式很多,各种公式由于考虑的因素和应用情况不同,其计算结果和精确程度也不尽相同。现选几种较实用的计算公式阐述如下:
①А.И.ц.еликов公式:

式中 C——由毛坯原始宽度b0和变形区长度l= 的比值决定的系数:
的比值决定的系数:

ϕ(ε)——由相对压下量ε决定的函数;
ϕ(ε)=0.138ε2-0.328ε。(https://www.xing528.com)
А.И.ц.еликов公式基本上正确地反映了各种因素对宽展的影响,可在实际计算中应用。
②S.Ekelund公式。变形后的宽度b1可按下式计算:
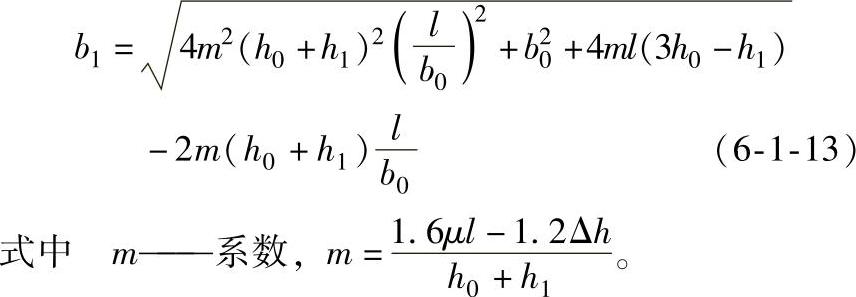
该公式较精确地反映了各种因素对宽展的影响,实用的压下量范围较大,计算结果比较精确。
③Z.Wusatowski公式:

式中 β——宽展系数,β=b1/b0;
η——压下系数,η=h1/h0;
δ——毛坯原始宽度与高度之比,δ=b0/h0;
εd——毛坯原始高度与锻模公称直径之比,
εd=h0/D0。
当采用大压下量辊锻时(Δh/h0=0.5~0.9),其宽展系数β按式(6-1-15)计算:

该式是在大量实验基础上得出的。公式作者认为影响宽展的重要因素是毛坯的断面尺寸和锻模公称直径。
2.复杂变形条件下宽展的计算
①修正计算法。通常辊锻型槽均为非矩形的、形状较复杂,可先简化为面积及轴长比相等的矩形计算其宽展指数,然后乘上一个修正系数,即:

式中  ——在型槽内辊锻的宽展指数;
——在型槽内辊锻的宽展指数;
 ——在平辊上辊锻矩形毛坯的宽展指数;
——在平辊上辊锻矩形毛坯的宽展指数;
Kb——修正系数,它取决于型槽的型式、型槽的轴长比以及金属在型槽宽度方向的充满程度。常用型槽宽展修正系数的经验公式见表6-1-4。当型槽充满程度1>δ>0.7及轴长比a0、a1等于1.5~4的范围内,这些经验公式能取得较准确的结果。
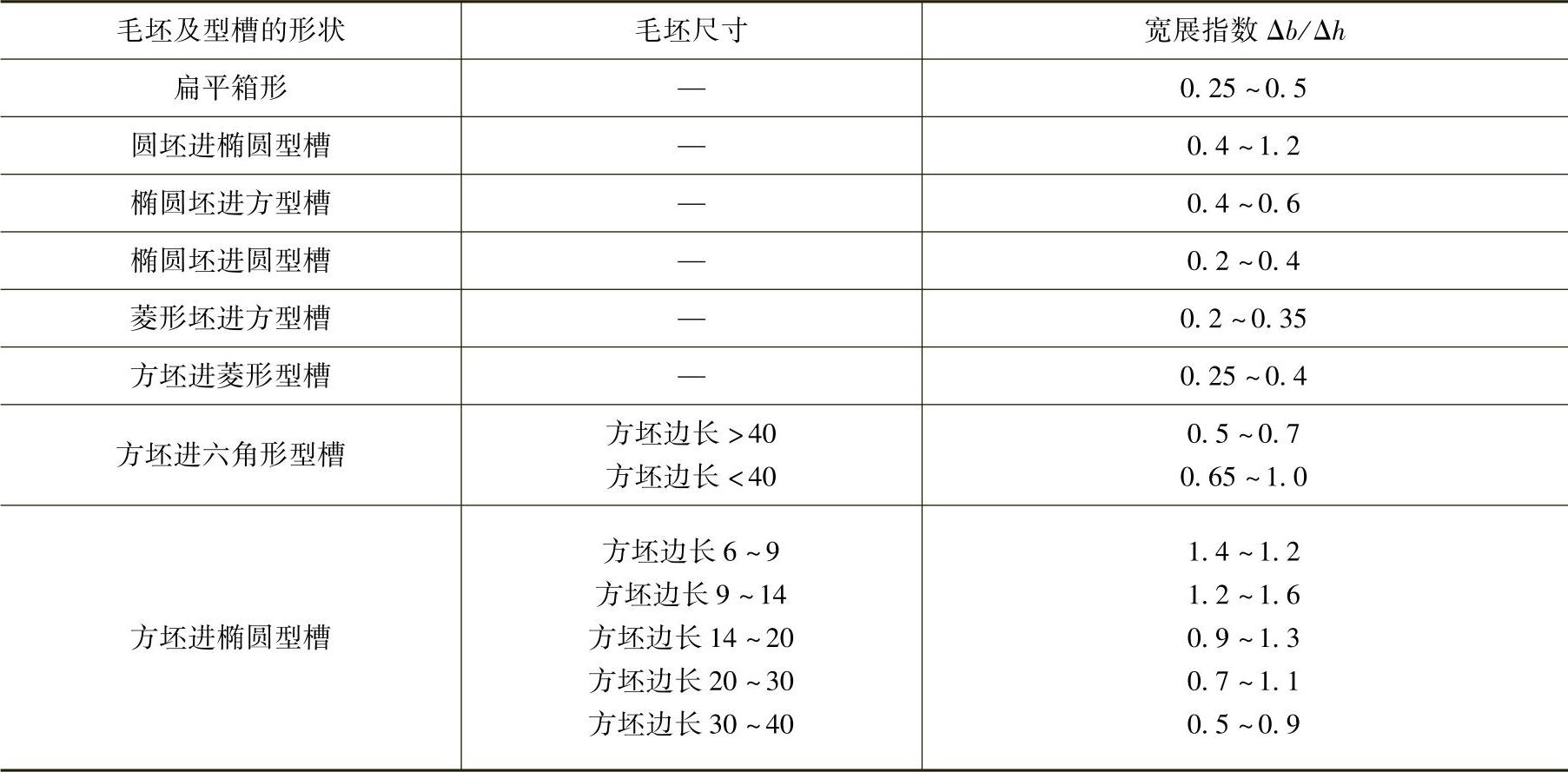
②经验法。由于实际情况的复杂性,按一般公式计算会出现较大的误差。故在实际应用中,常根据不同型槽由经验确定宽展指数Δb/Δh,见表6-1-5。
表6-1-4 宽展修正系数的经验公式
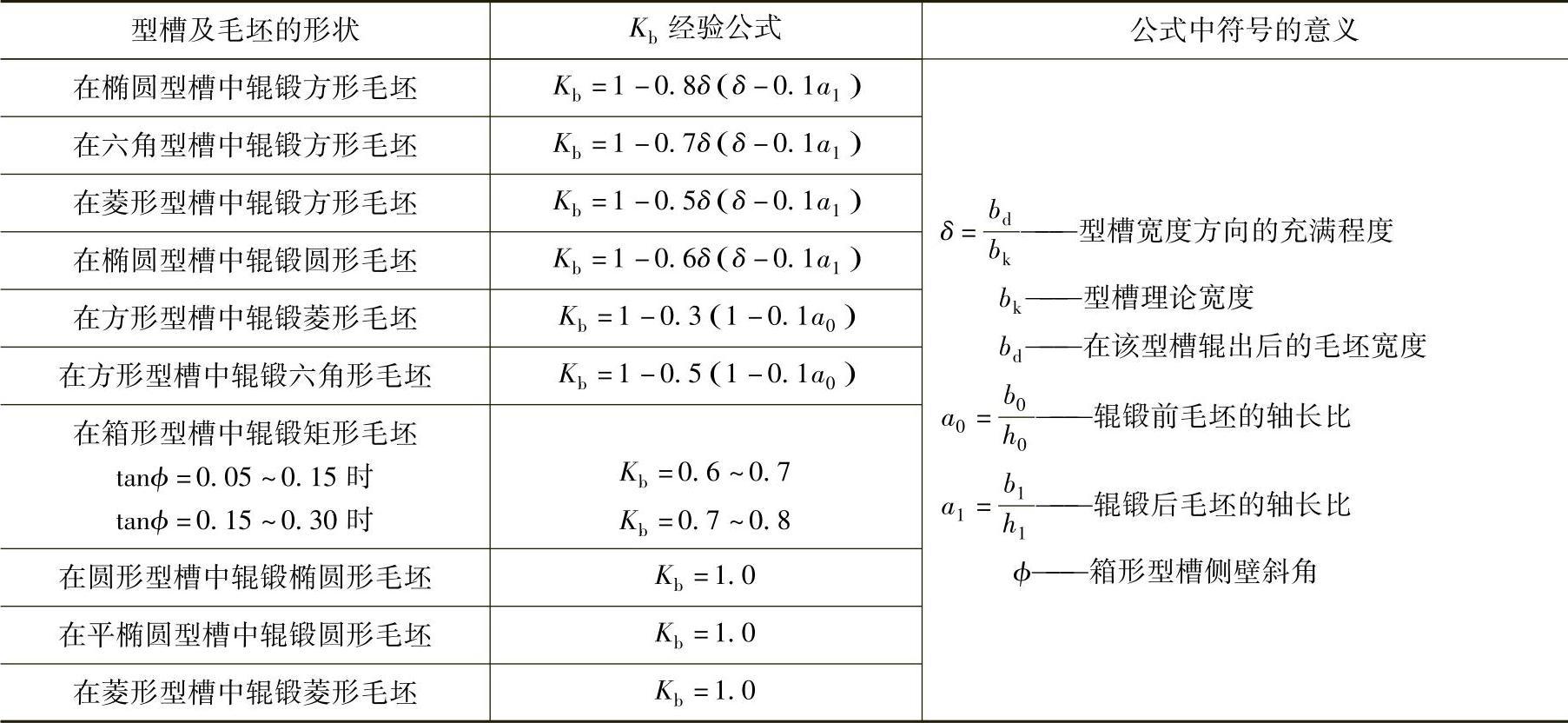
表6-1-5 不同型槽的宽展指展
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。