



非对称轴类件,在模具设计上应该使其实现对称轧制这一原则,或者使其满足对称力轧制的原则。
下面将分别介绍四种非对称轴类件使其实现对称轧制的思路及其方法。
1.成对轧制
非对称轴类件采用两个轧件对起来进行轧制,这是楔横轧(模)具设计中经常采用、非常有效的方法。这样做,不仅变为完全对称的轧制,而且使轧机的生产由每转一个提高到每转二个及节约料头金属等优点。
图6-2-23所示的为拖拉机齿轮轴,是非对称轴(实线部分),采用成对轧制后,就成为完全对称的轧制。
非对称轴采用成对轧制的问题是,需增加模具的长度,故一般情况下成对轧制适合于较短的非对称轴类件。
2.对称楔轧制
非对称轴类件,可以用对称楔的方法进行轧制。对称楔轧制,由于两边的作用力完全对称,轧制稳定可靠。
图6-2-24所示为非对称轴用对称楔轧制的例子。首先在模具的A—B段,用对称楔将轧件的右边d0一次压到d1和所需的长度l1;然后在模具的B—C段,用另一对称楔将轧件的左边d0一次压到d2和所需的长l2;最后在模具的C—D段,用一对称剪切楔完成非对称轴的全部对称楔轧制。
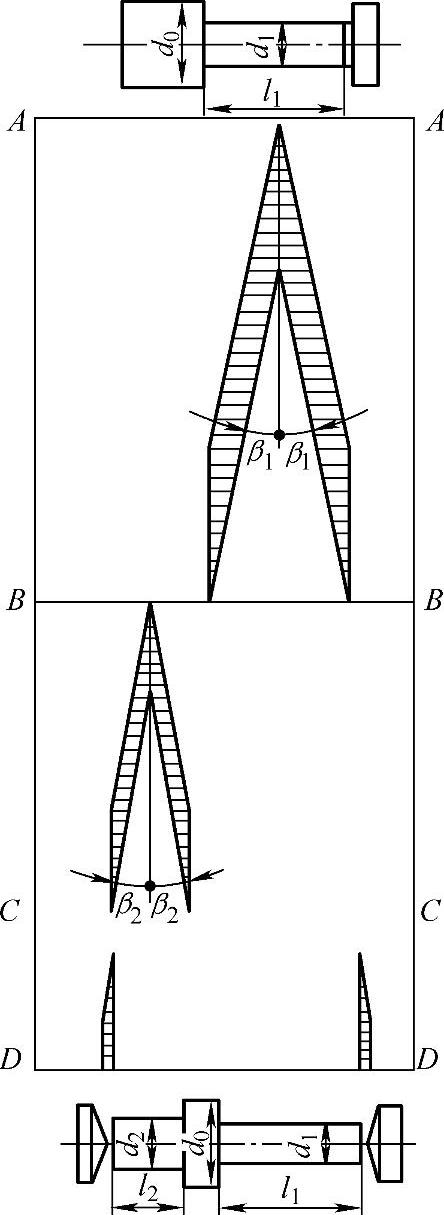
图6-2-24 非对称轴的对称楔轧制模具图
3.对称力轧制
某些非对称轴类件,既不能采用成对轧制,又不能采用对称楔轧制时,可以采用非对称楔轧制,但模具设计上应尽量使其为对称力轧制。
图6-2-25a为楔横轧麻花钻头锥柄部分。为节约高速钢,柄部用中碳钢与刃部高速钢先焊接,后轧扭麻花刃部,最后楔横轧锥柄部,所以只能进行非对称轴的非对称楔轧制。
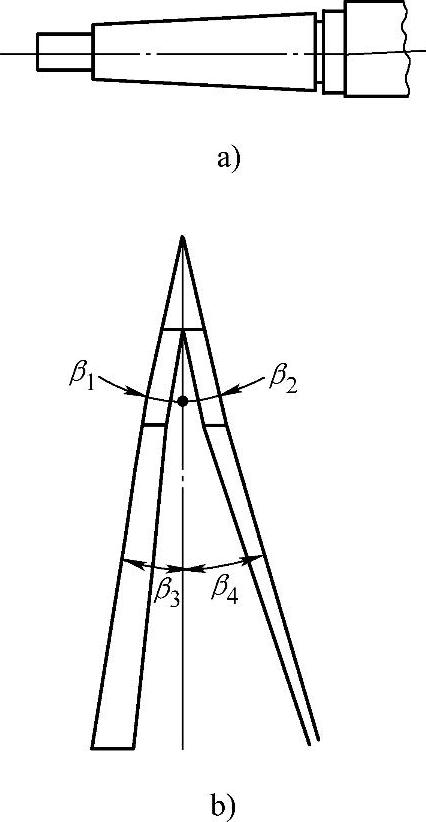
图6-2-25 非对称楔轧制麻花钻头锥柄
图6-2-25b为楔横轧麻花钻头锥柄的模具孔型图。由于左边的斜楔越向左移动断面收缩率ψ越大,而右边斜楔越向右移动断面收缩率ψ越小,为实现力对称轧制,故采用β1≠β2,β3≠β4的不对称楔轧制。
除采用β角不等外,还可以采用两边成形角α不等的办法,使两边的力对称这一目的。
4.预轧楔轧制
预轧楔轧制是一种有效地将非对称轴的轧制变为对称楔轧制或者接近对称楔轧制的方法。
这种预轧楔轧制是以长棒料轧制为基础的。如图6-2-26所示,为长棒料轧制中间粗两头细的非对称轴模具图。
在模具的A—B段,设计一个特殊的预轧楔,将圆棒料轧成一个V形槽(见图6-2-26b),槽底直径为d1。
在模具的B—C,设计一个对称楔,把非对称轴的全部形状轧成(见图6-2-26c)。
在模具的C—D段,设计两个切刀,一个切刀将料头切除,另一个切刀将轧成的轴从长棒料上切下来,而长棒料的头部为预轧过的形状(见图6-2-26d)。(https://www.xing528.com)
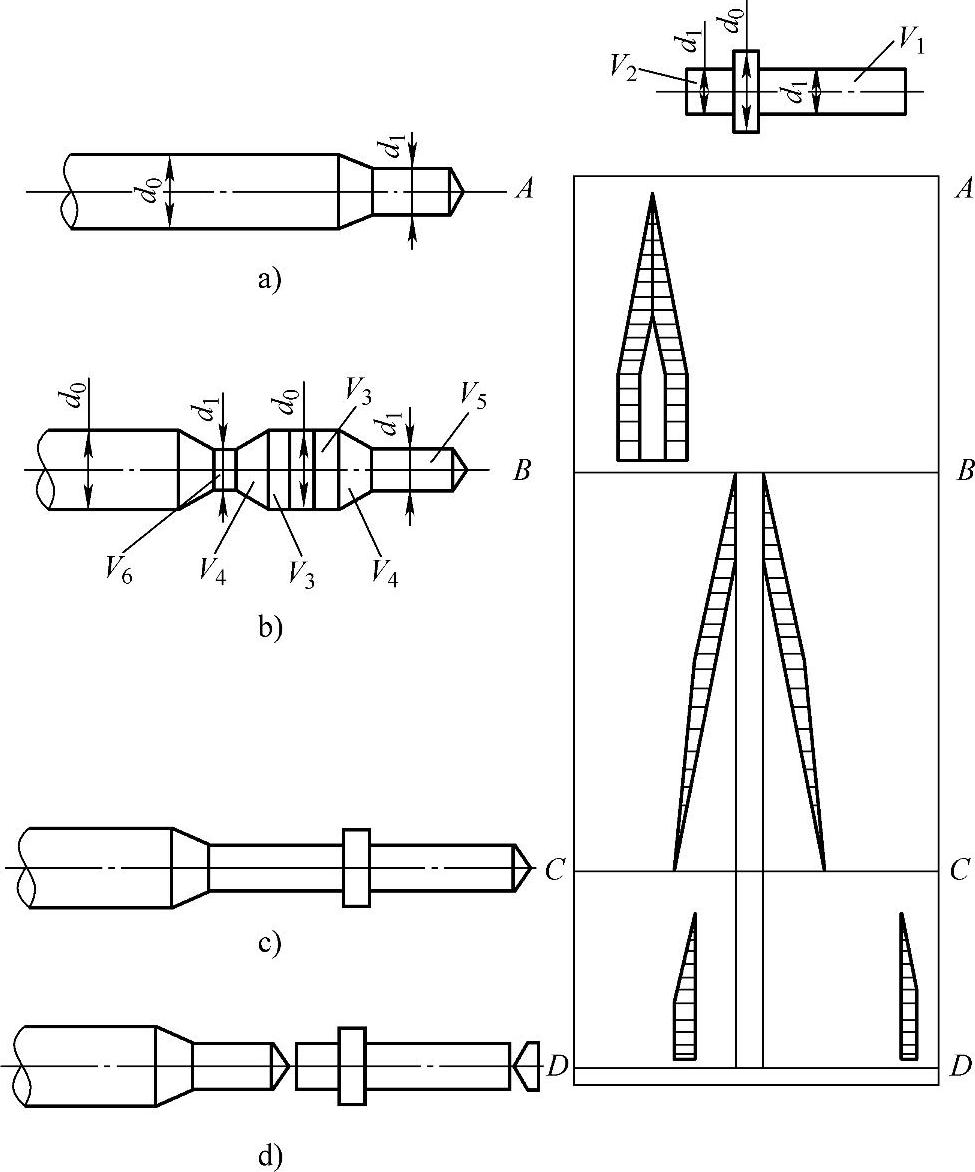
图6-2-26 预轧楔轧制的模具图
a)轧前棒料头部形状 b)预轧后形状 c)轧制后形状 d)切断后形状
预轧楔的尺寸设计,应满足以下两个体积相等的关系式:

式中 V1——非对称轴右边d1直径部位的体积;
V2——非对称轴左边d1直径部位的体积;
V3——d0直径部位的体积;
V4——d0直径过渡到d1直径的锥体体积;
V5——预轧后右边d1直径部位的体积;
V6——预轧后左边d1直径部位的体积;
ΔV——料头体积。
式(6-2-12)与式(6-2-13)消去V5后求得V6的体积为:
V6=(V1+V2+ΔV)-2(V3+V4) (6-2-14)
V5的体积为:
V5=(V1+ΔV)-(V3+V4) (6-2-15)
在模具设计中,按式(6-2-14)既可预先设定V3求V6,也可以预先设定V6求V3,然后按式(6-2-15)求V5。
最后要说明是:长棒料轧制的优点不只是解决了将非对称轴变为对称轴轧制这一点,与短棒料轧制比还有如下一些优点:
1)无需下料这个工序。
2)料头只有一个,而且是小直径(预轧后)轧出的料头金属损失小。
3)采用连续感应快速加热与其配套,机械化自动化水平高,产品质量高等。
所以,长棒料轧制也适用于对称轴类件的轧制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。