



【摘要】:摆角是摆辗工艺的重要标志,当γ=0时,上模不摆动,摆辗机工作时与液压机一样。但γ增大,摆辗机机身和导轨上的水平分力增加,使机器的振动增大,机床精度降低,轴承磨损加快。当然,摆角γ对摆辗成形工艺的影响也与每转进给量有关。因此,在设计摆辗机时,摆角γ以不超过10°为宜。根据摆辗方法的不同,γ角的选用也不同。热摆辗时,取较大的γ角和较大的每转进给量s,通常取γ=3°~5°。
摆角是摆辗工艺的重要标志,当γ=0时,上模不摆动,摆辗机工作时与液压机一样。因此,摆辗成形中摆角γ不能等于零,否则就不是摆辗成形,也就显示不出摆辗的优越性。
摆角γ大小直接影响到接触面积率λ、摆辗轴向变形力、金属的轴向和径向变形流动量的分配,对摆辗工艺的生产效率和摆辗产品品质有重要影响。一般而言,γ角小,金属容易轴向流动。γ角大,金属容易径向流动。γ越大,接触面积率λ越小,金属容易变形,轴向力减小,径向力和切向力增大,总的辗压力减小。因此,γ越大,越省力。但γ增大,摆辗机机身和导轨上的水平分力增加,使机器的振动增大,机床精度降低,轴承磨损加快。γ过大时,还会使金属变形不均匀性增加,“磨菇效应”更强。当然,摆角γ对摆辗成形工艺的影响也与每转进给量有关。
因此,在设计摆辗机时,摆角γ以不超过10°为宜。
根据摆辗方法的不同,γ角的选用也不同。冷摆辗时,选较小的摆角γ和较小的每转进给量s,通常取γ=1°~2°。热摆辗时,取较大的γ角和较大的每转进给量s,通常取γ=3°~5°。铆接时,为了加快金属径向流动,通常取γ=4°~5°,摆角γ与轴向压力的关系曲线如图6-5-12所示。(https://www.xing528.com)
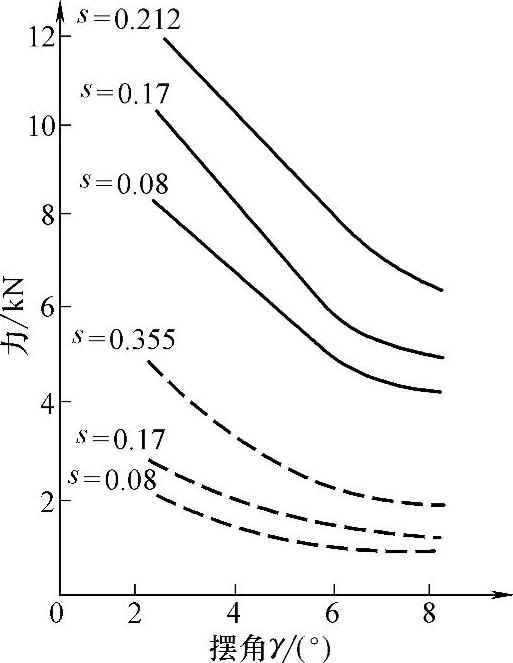
图6-5-12 摆角与轴向压力关系曲线
材质:——低碳钢 ------铝 工件尺寸ϕ4.7mm 摆头转速530r/min
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。