



图7-1-36所示是某厂一种切边、冲连皮复合模结构图,用于冲孔直径小于60mm的回转体锻件,其特点是先冲连皮,后切边,锻件靠凸模定位。图7-1-37为该模具工作示意图。
由于冲孔直径较小,冲头较细,为了避免冲头长期受扭曲而损坏,将它固定在上模座上,凸模固定于下模座,凹模固定在上模座。顶出器自上往下顶出锻件,整个顶出系统的安放位置与图7-1-34结构相反。
有关模具工作过程、工艺参数的选择及模具高度的计算均与前面相同,只是在具体计算时应考虑到有关零件安放位置的不同,适当变更运算参数的符号。
锻件安放在凸模上,并在凸模上定位,因而顶出器可进一步简化。
用于1250kN、2000kN及3150kN切边压力机上的切边、冲孔复合模该厂已系列化,具体设计是根据不同锻件只计算与设计凸模、顶出器与冲头(连同座)。其他零件根据锻件外径由系列中选取。
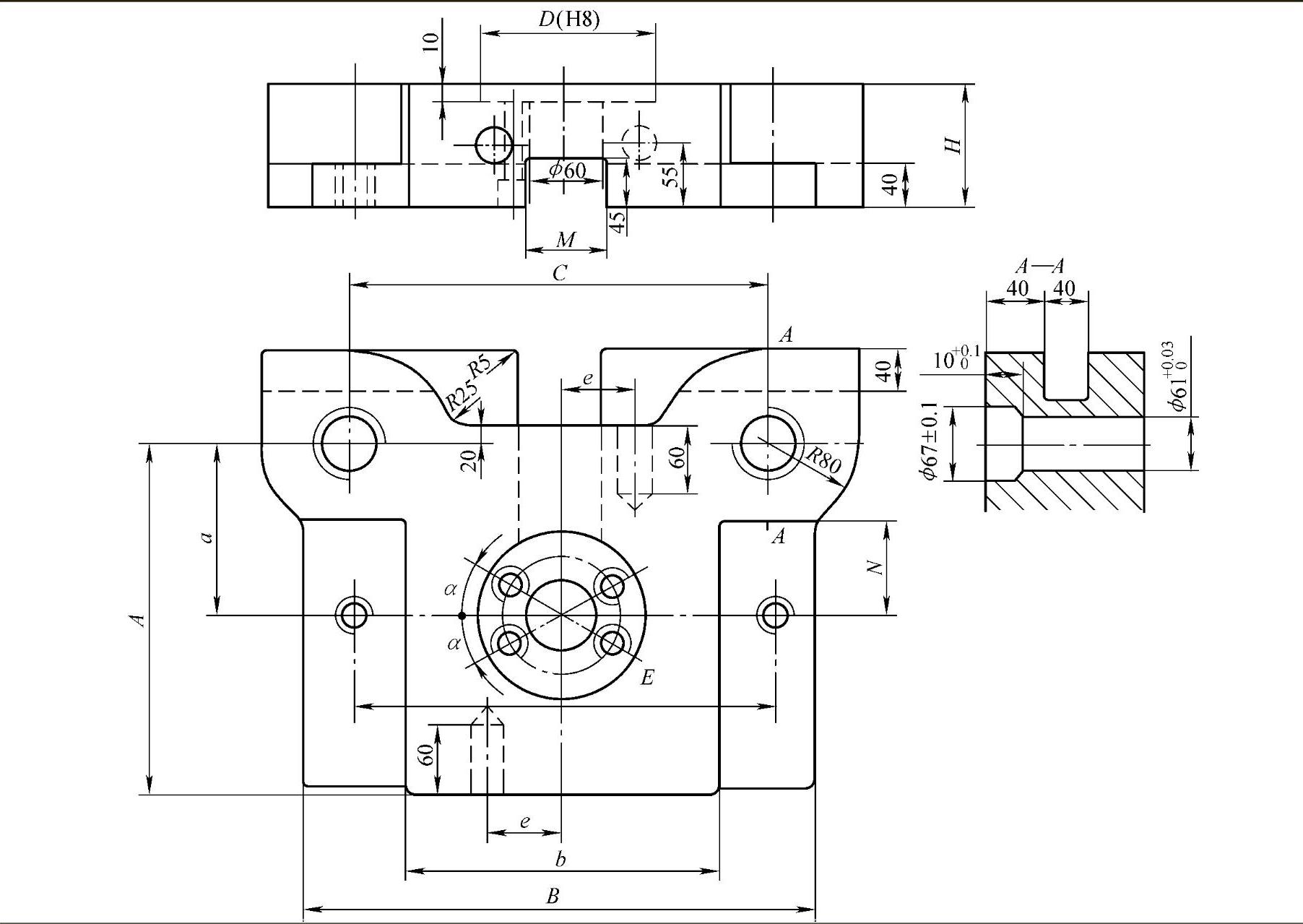
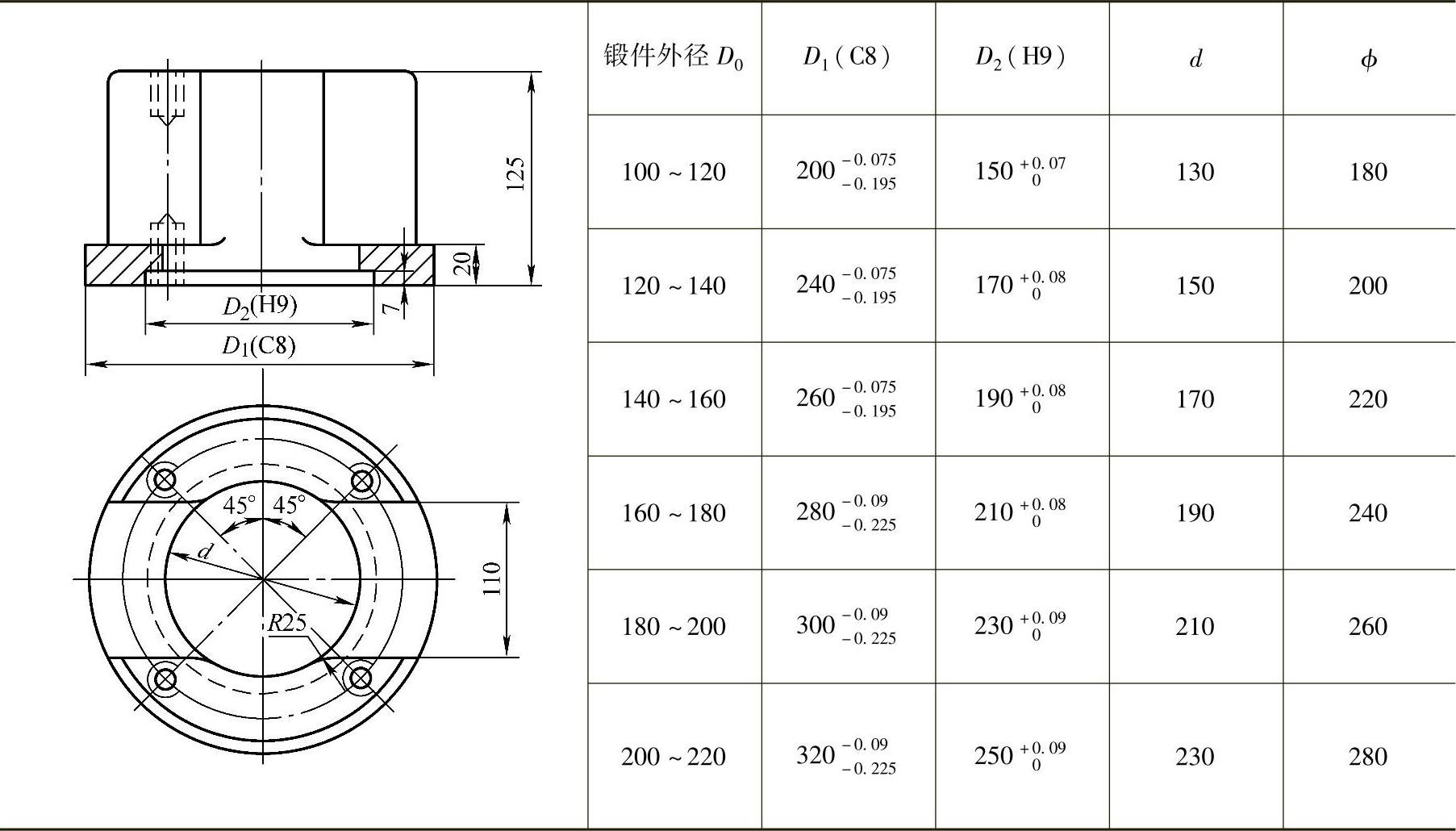
复合模具的有关零件尺寸系列见表7-1-26~表7-1-32。
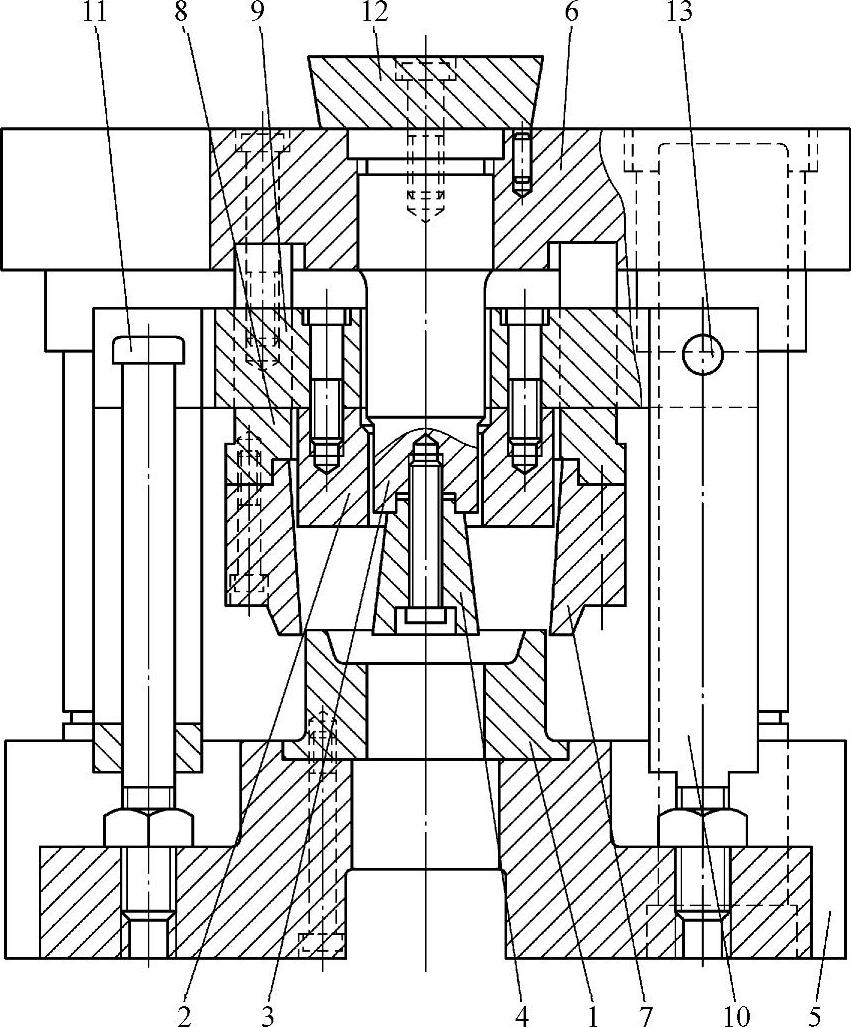
图7-1-36 切边、冲连皮复合模
1—切边凸模 2—顶出器 3—冲头 4—冲头镶块
5—下模座 6—上模座 7—凹模 8—凹模固定器 9—模板 10—U形板 11—拉杆 12—燕尾榫 13—轴销
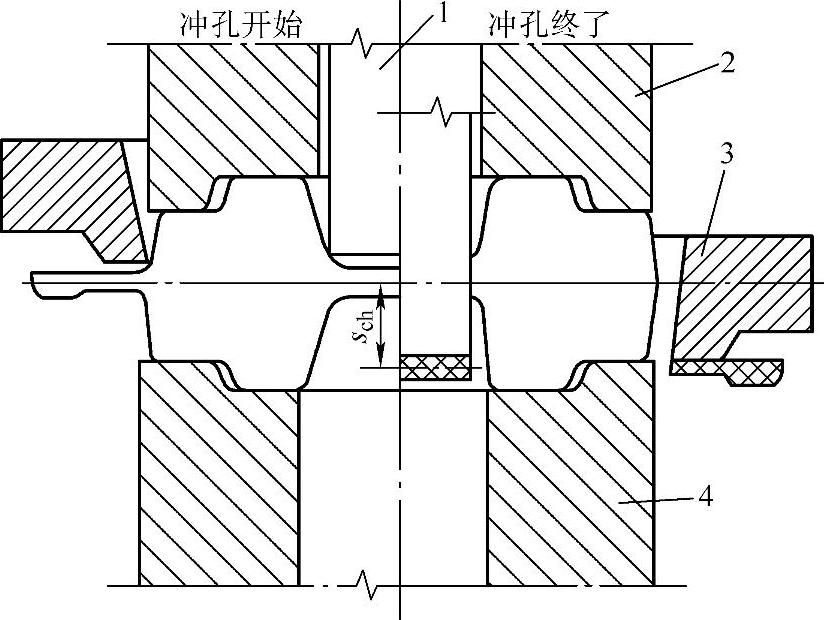
图7-1-37 切边、冲连皮复合模示意图
1—冲头 2—顶出器 3—凹模 4—切边凸模
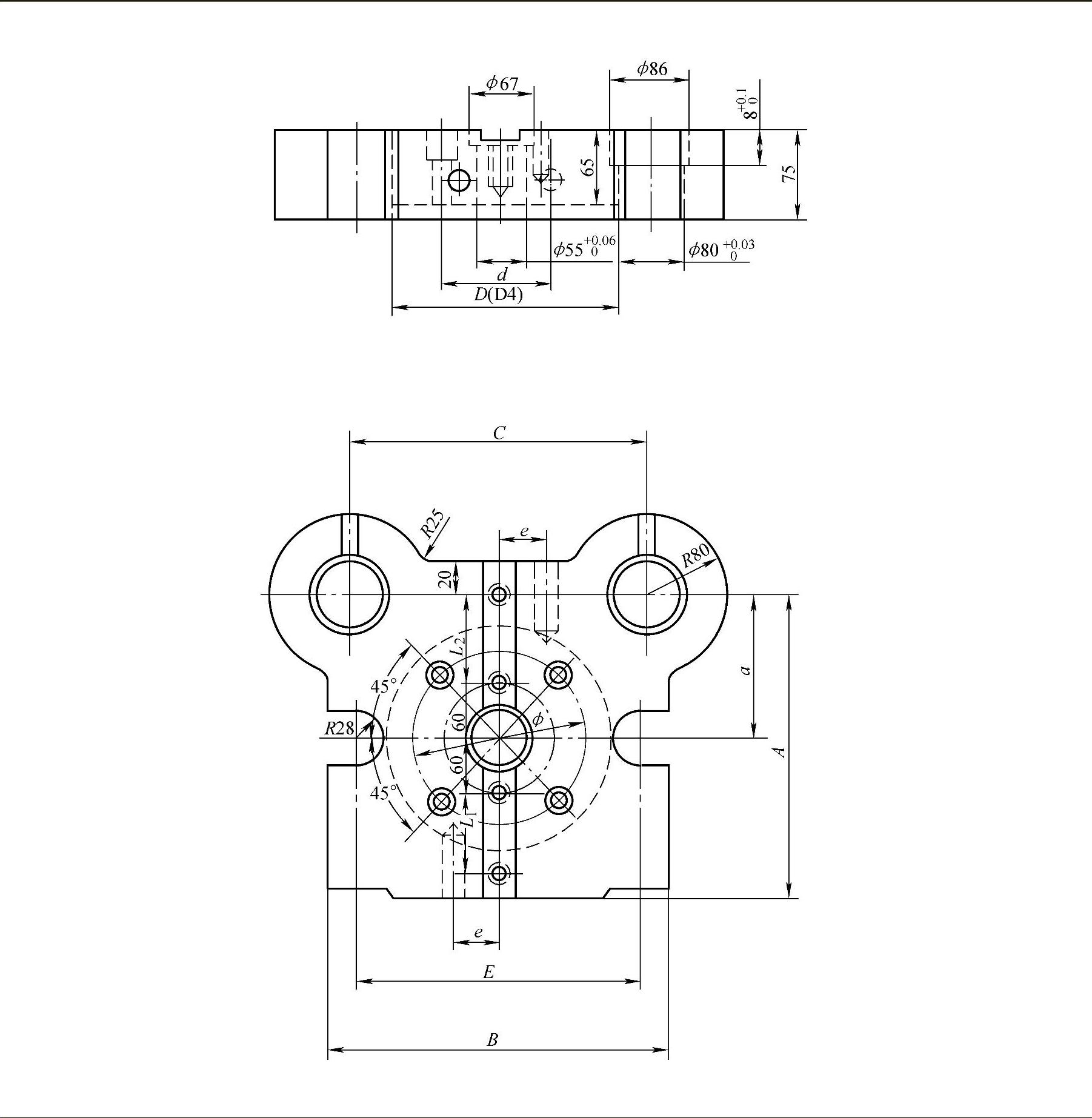
表7-1-26 下模座尺寸 (单位:mm)
(续)(https://www.xing528.com)
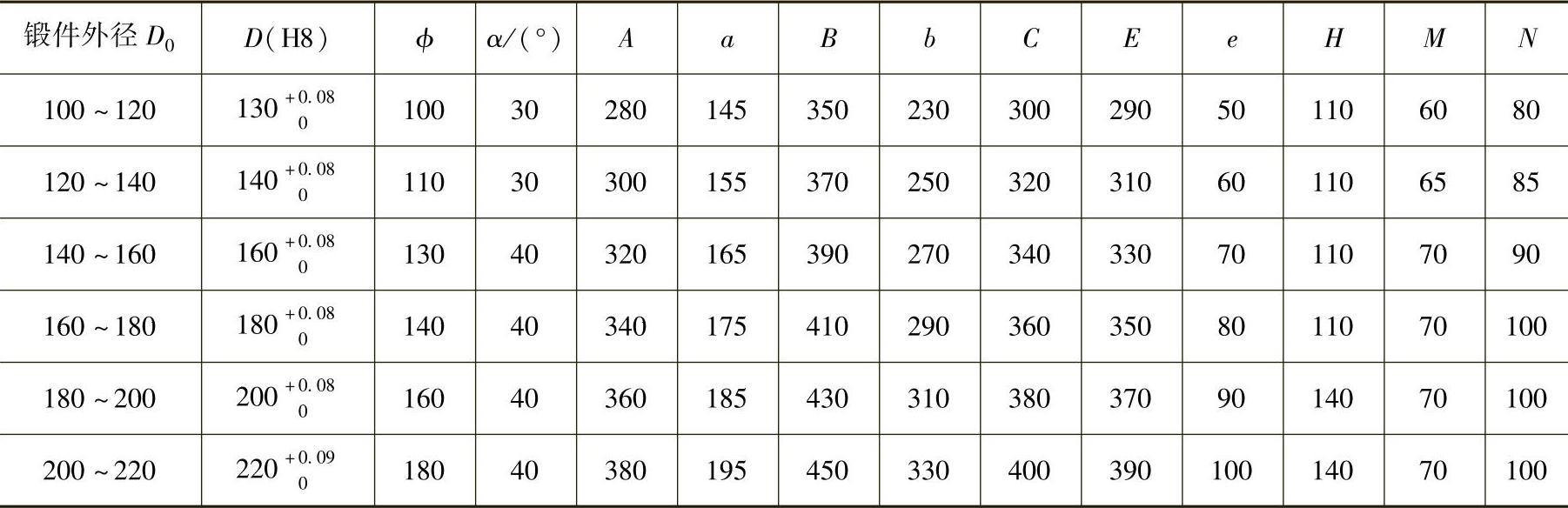
表7-1-27 上模座尺寸 (单位:mm)
(续)
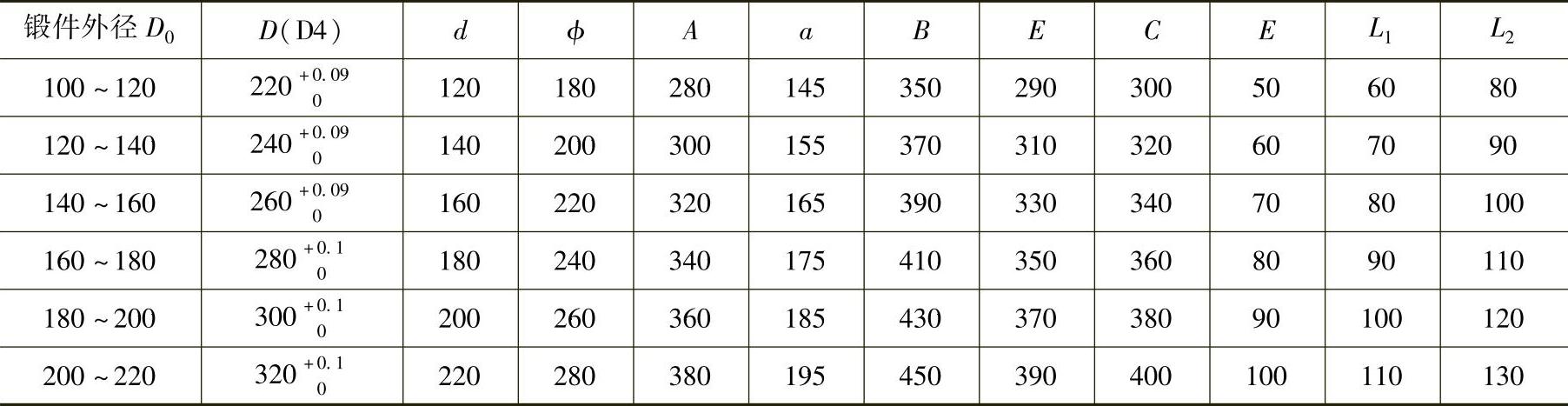
表7-1-28 凹模尺寸 (单位:mm)
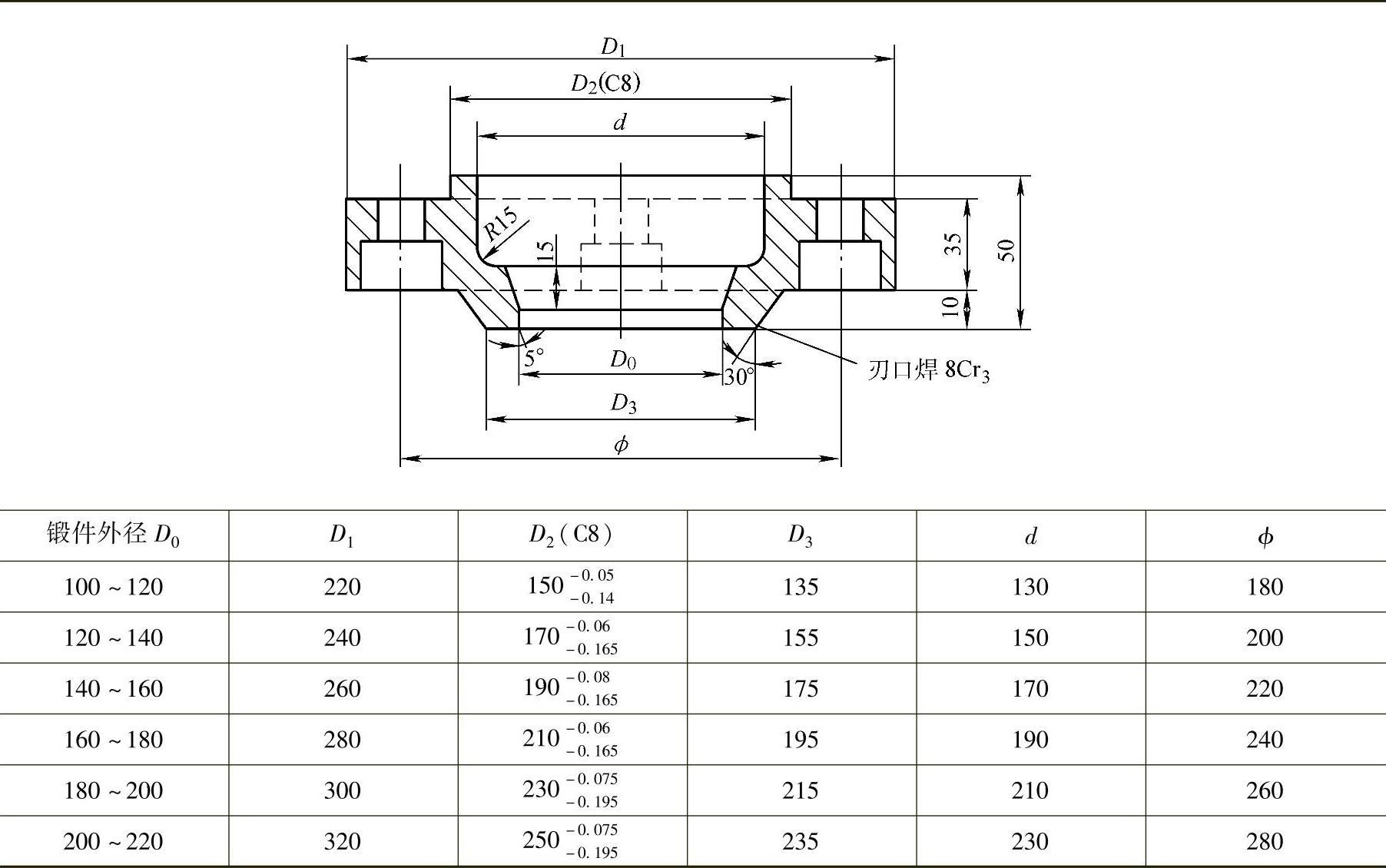
表7-1-29 拉杆尺寸 (单位:mm)
表7-1-30 模板尺寸 (单位:mm)
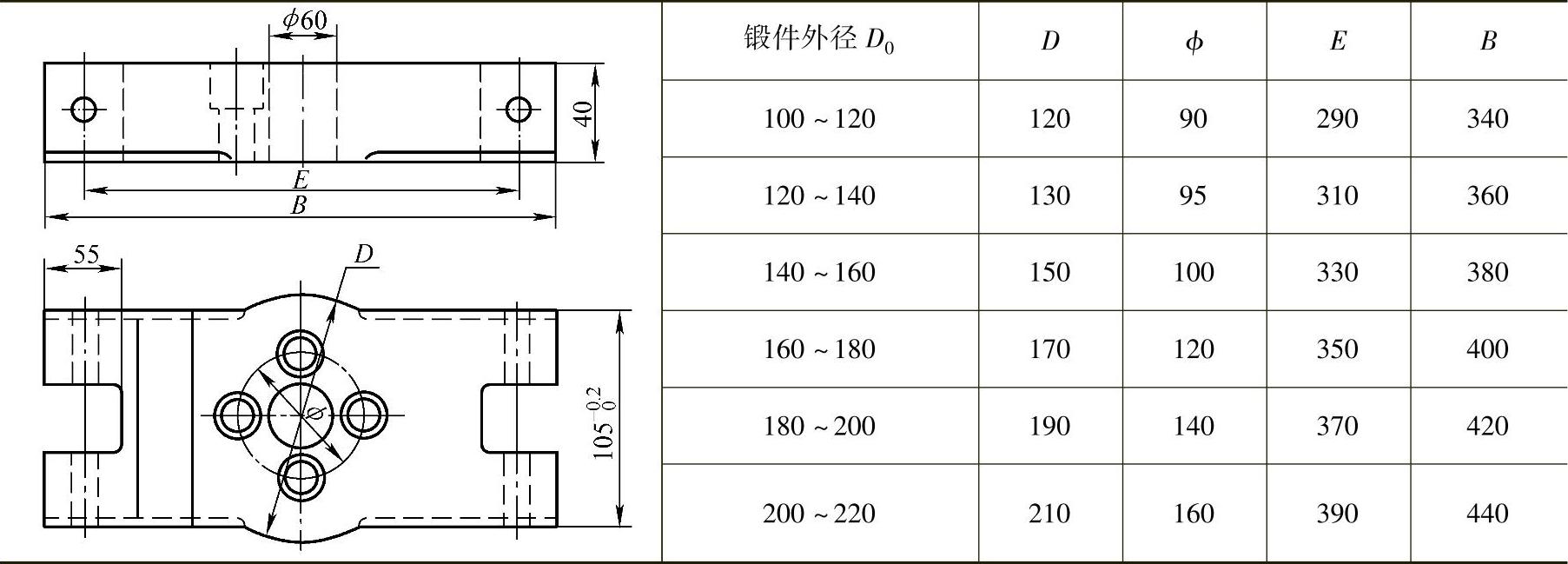
表7-1-31 U形板尺寸 (单位:mm)
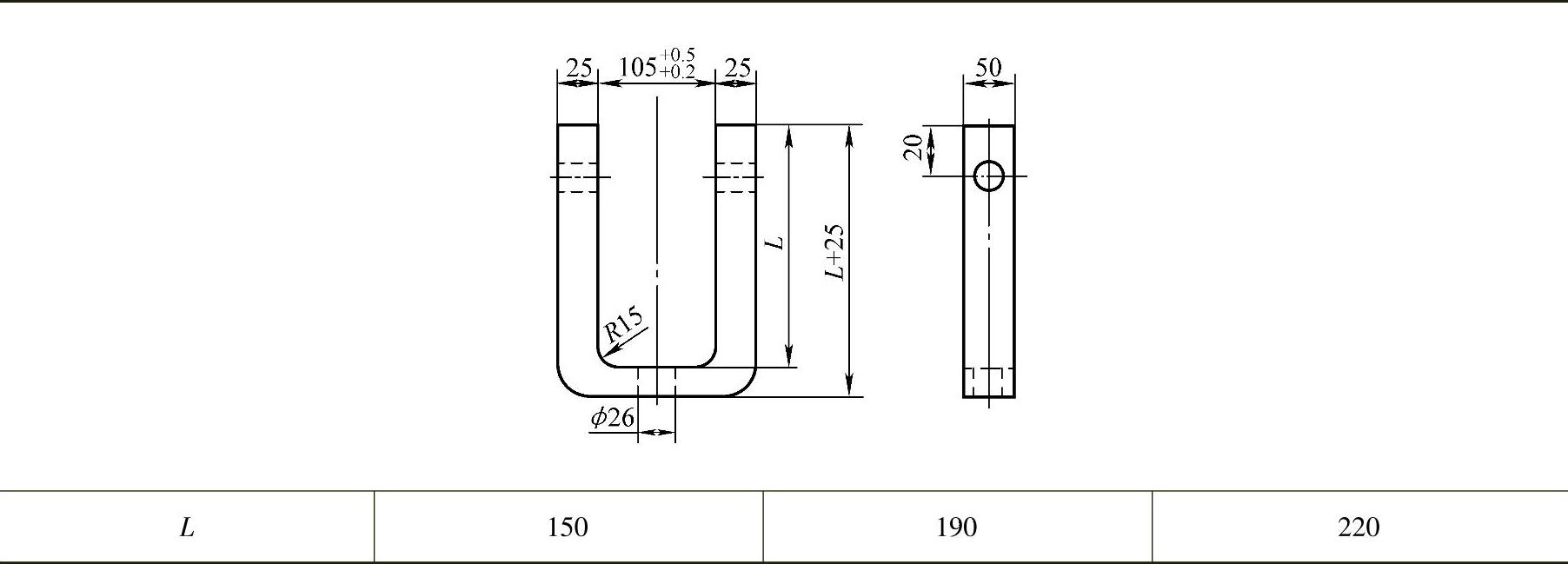
表7-1-32 凹模座尺寸 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。