



【摘要】:精压是对锻件的金属进行少量的压挤,以达到高的尺寸精度与更低的表面粗糙度值。它可以对一对或数对平行平面进行精压。其目的是为了在受压部分得到较高的尺寸精度和较低的表面粗糙度值。但是由于变形抗力很大,受到精压设备的吨位限制,一般多应用于精压截面形状复杂的中小型零件。整体精压用的模膛要比普通锻模的尺寸更精确,模膛的表面粗糙度值更低,一般Ra都在3.2μm以下。
精压是对锻件的金属进行少量的压挤,以达到高的尺寸精度与更低的表面粗糙度值。根据精压时金属流动的情况,可以分成两种类型:
1.平面精压
在两平面压板之间压缩金属,金属沿着水平的方向c自由流动(见图7-2-1),称为平面精压。它可以对一对或数对平行平面进行精压。其目的是为了在受压部分得到较高的尺寸精度和较低的表面粗糙度值。
2.整体精压(体积精压)
金属在模膛中不仅在受压方向受到压挤,而且在模膛侧壁阻碍着金属沿水平方向流动,最后多余的金属被迫压挤出模膛,在分模面上产生飞边或毛刺,称为整体精压(体积精压)(见图7-2-2)。由于精压时锻件所有的表面均受到压挤,故锻件的全部尺寸精度都得到提高。但是由于变形抗力很大,受到精压设备的吨位限制,一般多应用于精压截面形状复杂的中小型零件。(https://www.xing528.com)
整体精压用的模膛要比普通锻模的尺寸更精确(公差在0.1mm以下),模膛的表面粗糙度值更低,一般Ra都在3.2μm以下。
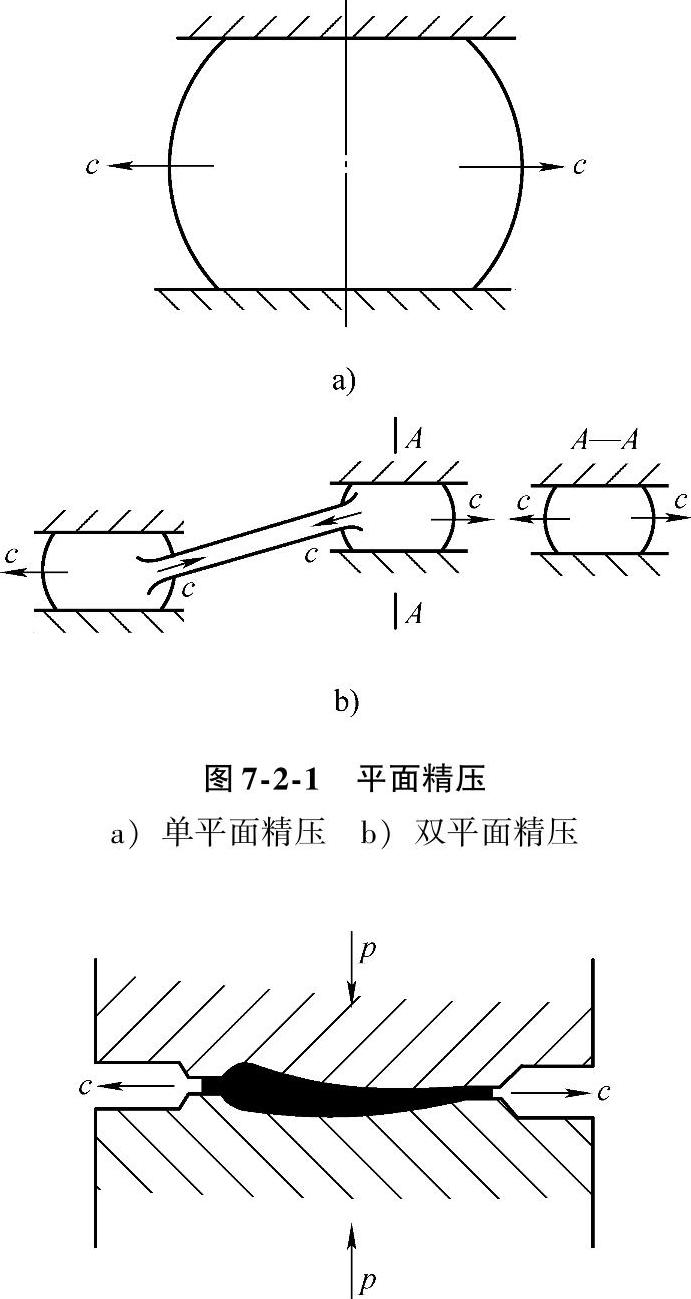
图7-2-2 整体精压(体积精压)
在实际生产中,锻件可以是在局部的几个平面、曲面或局部体积上进行精压,但也有时是用来在工件表面上压挤出不深的花纹,如在钱币、奖章等工件上进行浮雕压印。后者在机械制造业中应用不多,一般仅限于在工件表面压出工厂牌号、商标等。但是却广泛应用于日用工业品、工艺品等的小件生产中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。