



(一)优质碳素结构钢锻件热处理
低碳钢锻件切削加工性能一般都不好,热处理的主要目的是提高部分硬度,改善切削加工性能。通常都是采用正火来达到此目的。锻件经正火和切削加工后一般需经碳氮共渗或渗碳淬火后才使用。
中碳钢锻件一般都采用正火处理或调质处理。含碳量较低的锻件正火后可以直接进行切削加工;含碳量较高的锻件正火后硬度较高,不宜切削加工,尚需高温回火。如果调质可达到零件的技术要求,切削加工后采用调质处理。
高碳钢作为结构钢使用是很少的,其锻件热处理常是采用退火处理。
1.优质碳素结构钢锻件热处理规范
常用优质碳素结构钢锻件典型热处理工艺曲线见图7-3-1。
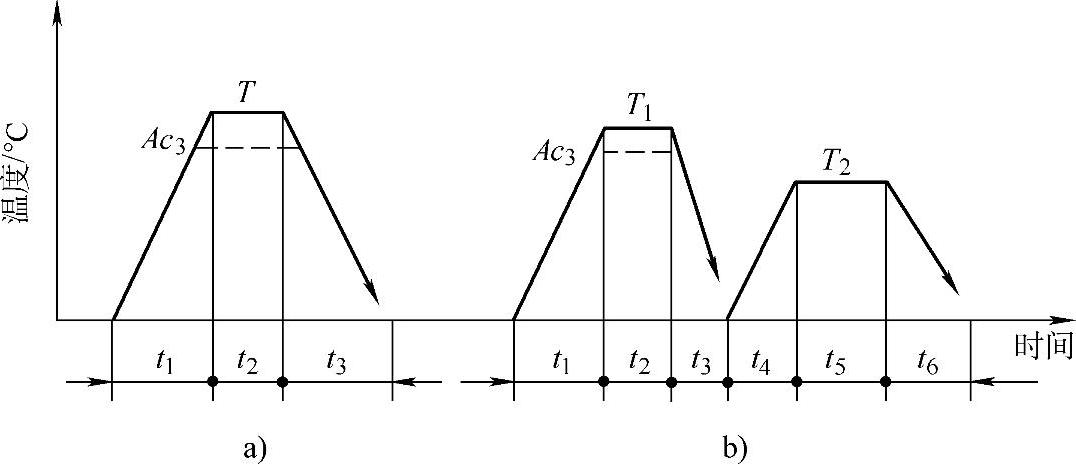
图7-3-1 优质碳素结构钢锻件典型热处理工艺曲线
a)正火 b)调质
主要工艺参数:温度T、T1、T2见表7-3-4优质碳素结构钢锻件热处理规范。加热时间,图7-3-1a的t1和图7-3-1b的t1、t4与炉子、装炉量有关。保温时间,图7-3-1a的t2和图7-3-1b的t2、t5取决于锻件的有效厚度。空冷时间,图7-3-1a中的t3和图7-3-1b中的t6没有规定。图7-3-1b中的t3是淬火冷却时间,应保证足够的冷却速度,以达到获得马氏体组织的目的。
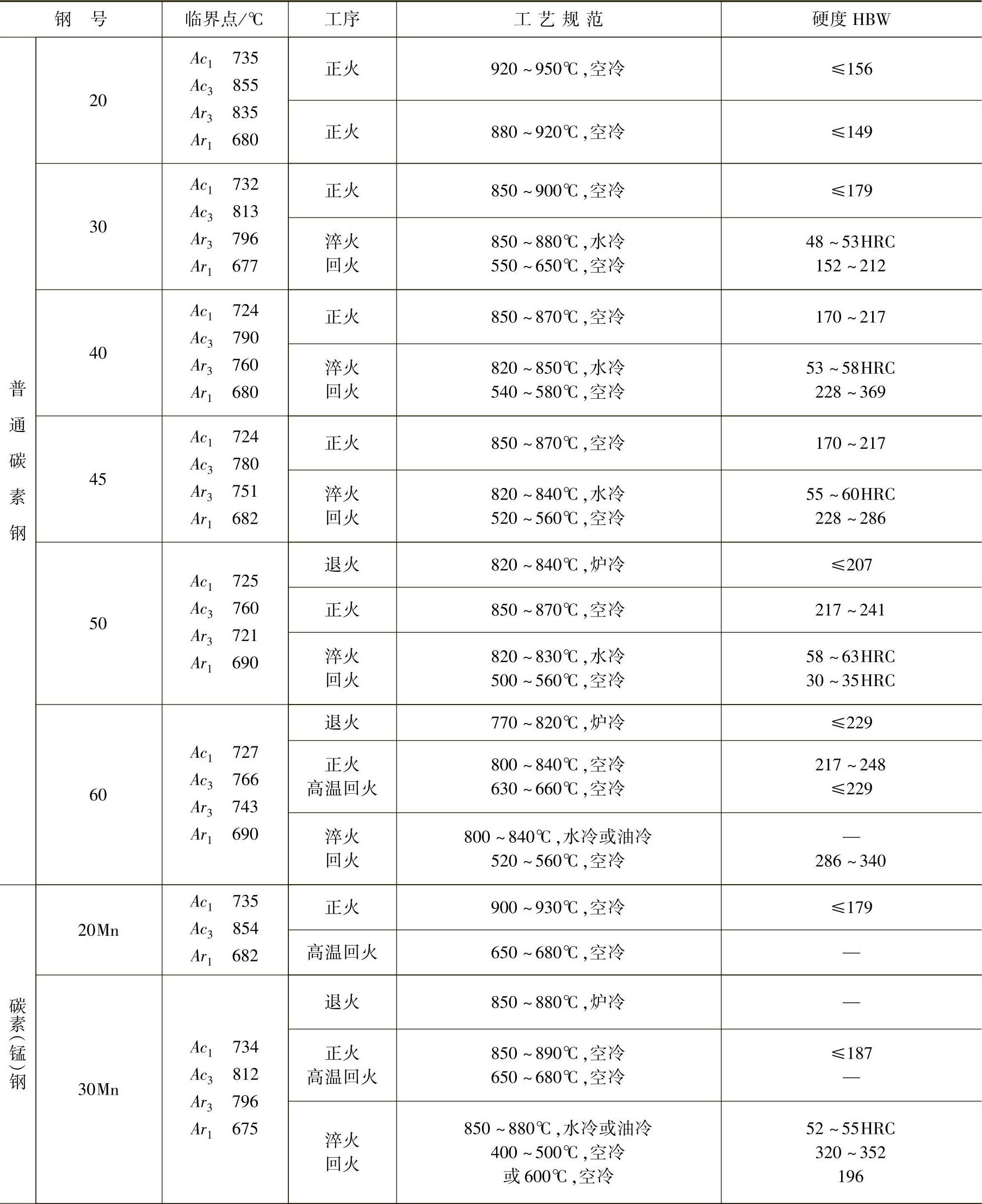
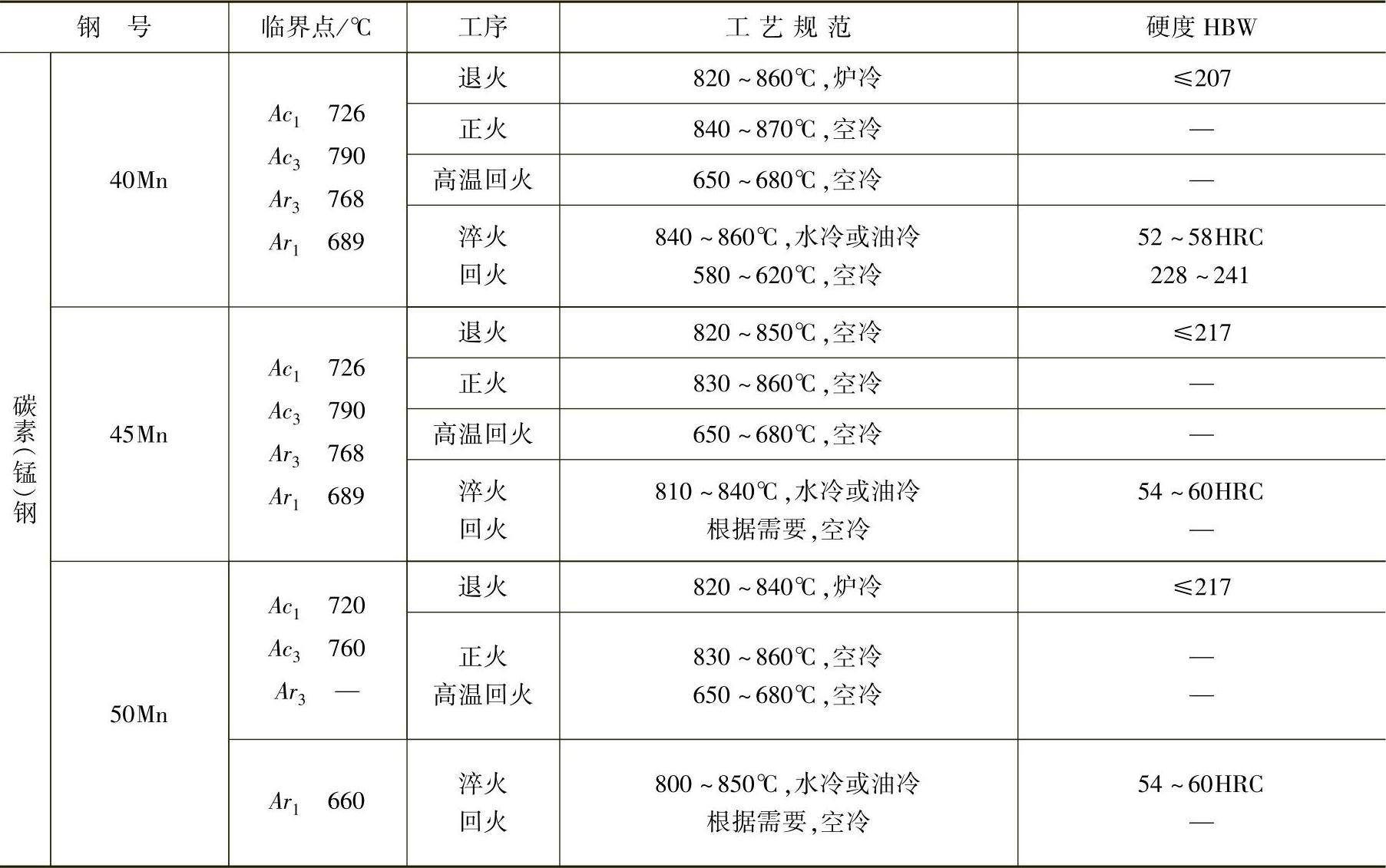
优质碳素结构钢锻件的热处理规范见表7-3-4。
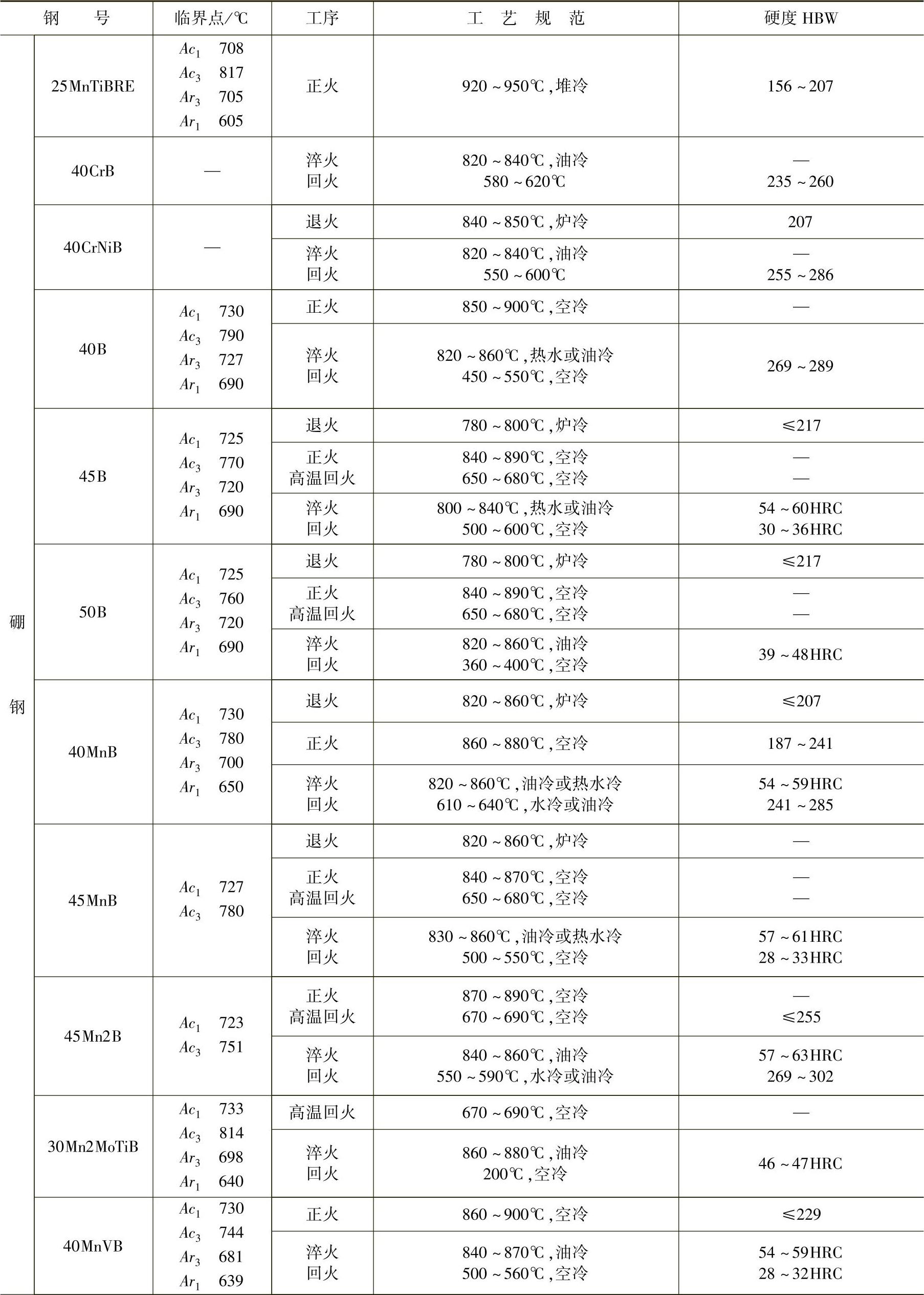
表7-3-4 优质碳素结构钢热处理规范
(续)
2.优质碳素结构钢典型锻件热处理工艺
[例1] 变速叉热处理工艺
锻件名称:变速叉(见图7-3-2);
材料:20钢;
质量:0.56kg;
技术要求:156~207HBW;
锻件热处理:正火;
工艺路线:锻造—正火—切削加工—碳氮共渗—局部淬火—回火。
正火设备为连续式推杆煤气炉(炉底有效尺寸为1.23m×7.06m),装盘,每盘250件,炉内共装15盘,推料周期8min,加热温度900~920℃,出炉强制吹风冷却。
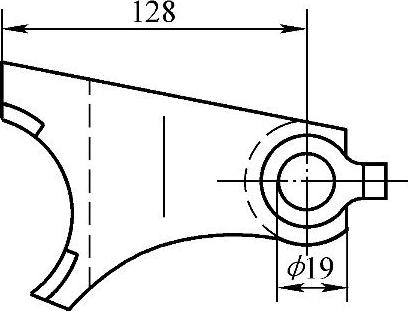
图7-3-2 变速叉
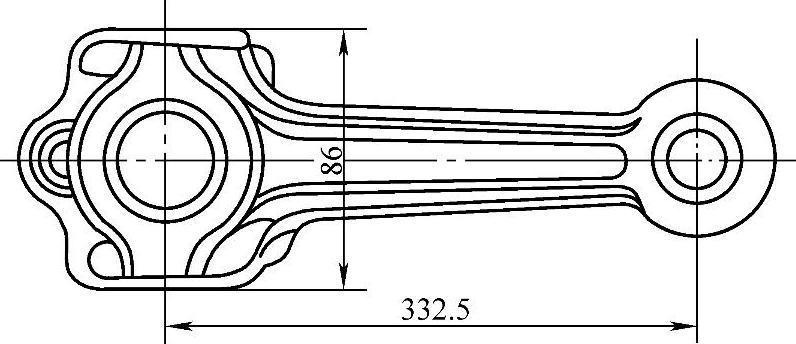
图7-3-3 连杆锻件
[例2] 连杆热处理工艺
锻件名称:连杆(见图7-3-3);
材料:45钢;
质量:7.125kg;
技术要求:217~289HBW;
锻件热处理:调质;
工艺路线:锻造—调质(淬火+高温回火)—切削加工。
淬火:采用设备为推杆式(或振底式)煤气炉,装盘,每盘4件,炉内共18盘,推料周期6min,加热保温时间共108min。加热温度Ⅰ区(830±10)℃,Ⅱ区(820±10)℃,Ⅲ区(800±10)℃,淬火冷却介质30~50℃的水。
回火:采用设备为推杆式(或振底式)煤气炉,装盘,每盘8件,炉内13盘,推料周期12min,加热保温共计156min。加热温度(575±25)℃。冷却介质为水或空气。
(二)合金结构钢锻件热处理
合金结构钢属于亚共析钢,可分为两类:
渗碳合金结构钢(w(C)≤0.25%)。该类钢锻件加工后还要进行渗碳、淬火、回火处理。它的热处理目的是消除锻造应力,使组织均匀化和改善切削加工性能。一般采用正火或等温退火处理。
正火处理——锻件加热奥氏体化并均匀后,空冷。如果锻件散热条件好,冷却速度较快,奥氏体在向珠光体转变的温度范围内,还未转变完,温度就降到向贝氏体转变的温度范围。就会形成非正常组织,如粒状贝氏体等。非正常组织的出现,锻件硬度就会偏高,给切削加工带来困难,刀具磨损快,甚至折断钻头,打坏车刀、拉刀、滚刀等。这不仅增加了刀具消耗,而且影响零件的加工质量和生产效率。
如果锻件散热条件较差,冷却速度太慢,就可能出现正火带状组织超差。具有这种组织的锻件,其硬度有的可能合格,有的可能偏低,而其切削加工性能随加工方法以及切削方向而异。加工表面凹凸不平,表面粗糙度值高,造成渗碳淬火变形量增加。
正火的锻件出现上述缺陷组织并非个别钢种,常用的渗碳钢20CrMnTi、20CrMnMo、20CrMo、20CrVB、25MnTiBRE等许多钢种的锻件都可能产生。
防止上述缺陷组织的最有效的办法是把冷却速度控制起来,采用等温退火处理。即锻件加热奥氏体化后,迅速冷却到Ar1以下奥氏体向珠光体转变的某个温度范围内等温,使相变在恒定温度下进行,待相变完毕后,自由冷却至室温。
等温退火能有效防止带状组织超差,避免非正常组织出现,保证金相组织合格,并有利于消除锻造应力,减少渗碳淬火变形。
等温退火得到的金相组织是由铁素体和珠光体等轴晶粒组成,硬度波动范围小,并可根据需要调节,提供良好的切削加工性能。
但是如果锻件采用正火处理,其切削性能和渗碳淬火后的变形都能达到要求,因正火较等温退火节约,宜采用正火。对有些渗碳合金钢锻件,经正火后,硬度太高,不利于切削加工,正火后,应经高温回火降低硬度,改善切削加工性能。
调质合金结构钢(w(C)为0.25%~6%)锻件,凡锻后进行一次处理,即能达到零件技术要求的,一般采用调质处理。对另外一类锻件,切削加工后还必须再进行热处理才能达到零件的技术要求的,一般预备热处理采用正火或正火加高温回火或调质处理。
1.合金结构钢锻件热处理规范
常用合金结构钢锻件典型热处理工艺曲线见图7-3-4。
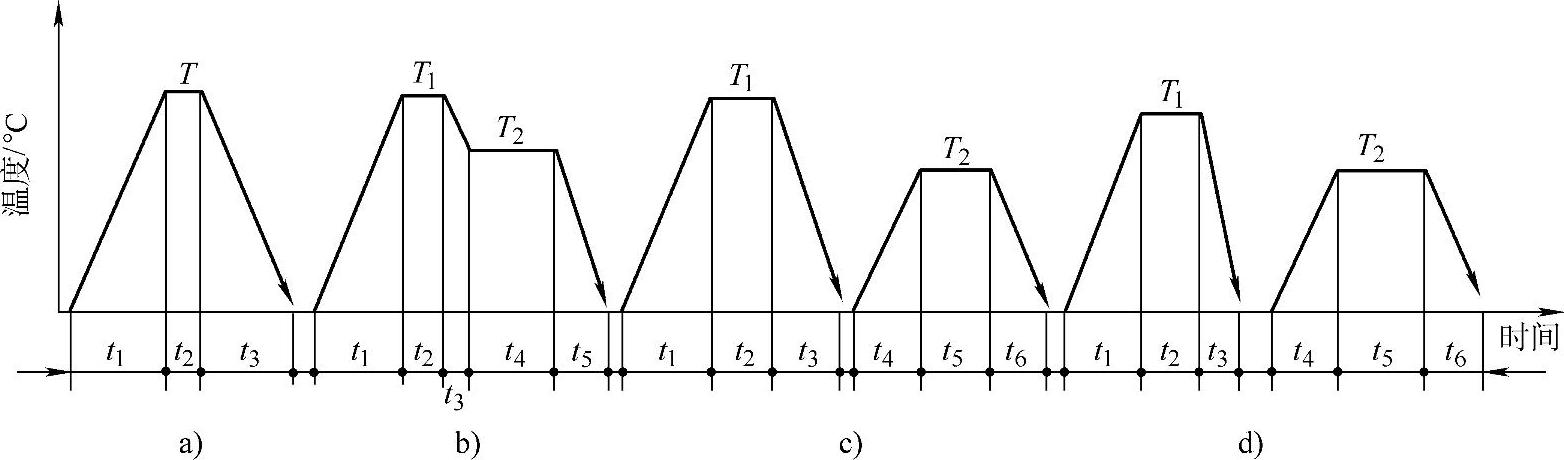
图7-3-4 合金结构钢锻件热处理工艺曲线
a)正火 b)等温退火 c)正火加高温回火 d)调质
主要工艺参数:
温度:图7-3-4a的T,图7-3-4b、c的T1、T2
皆见表7-3-5。时间:加热时间:图7-3-4a、b、c和d的t1及c
和d的t4与炉子和装炉量有关;保温时间;图7-3-
4a、b、c和d中的t2取决于锻件的有效厚度;急冷
时间,图7-3-4b中的t3一般为5min左右;等温时间,图7-3-4b中的t4除保证奥氏体向珠光体转变完毕外,还要有足够的时间消除应力,一般不少于1.5~2h;冷却时间,图7-3-4a中的t3,图7-3-4b中的t5和图7-3-4c中的t3、t6没有严格规定,图7-3-4d中的t3是淬火时间,t6对有回火脆性的钢材锻件应采用水冷,其他钢材锻件可空冷。
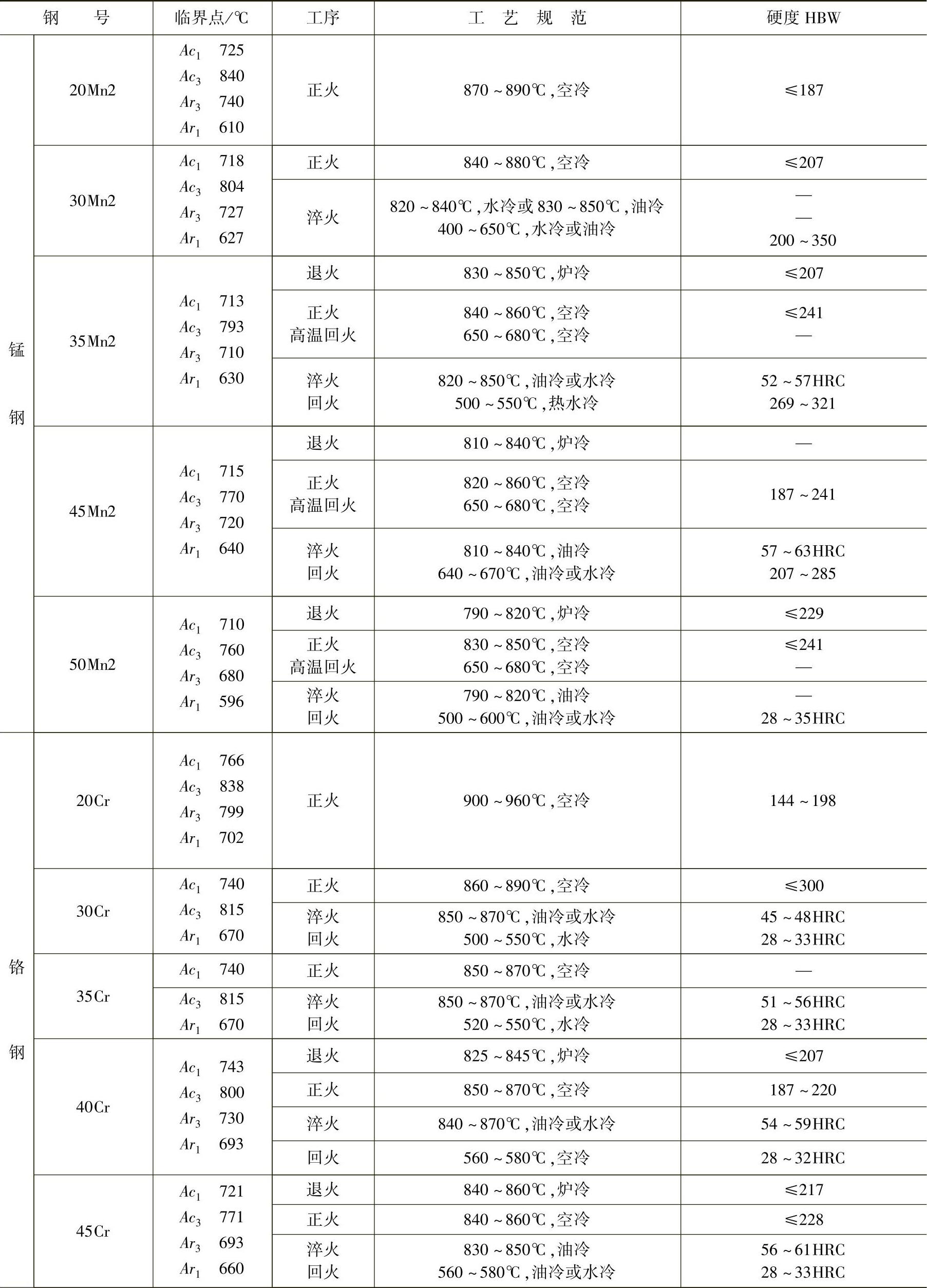
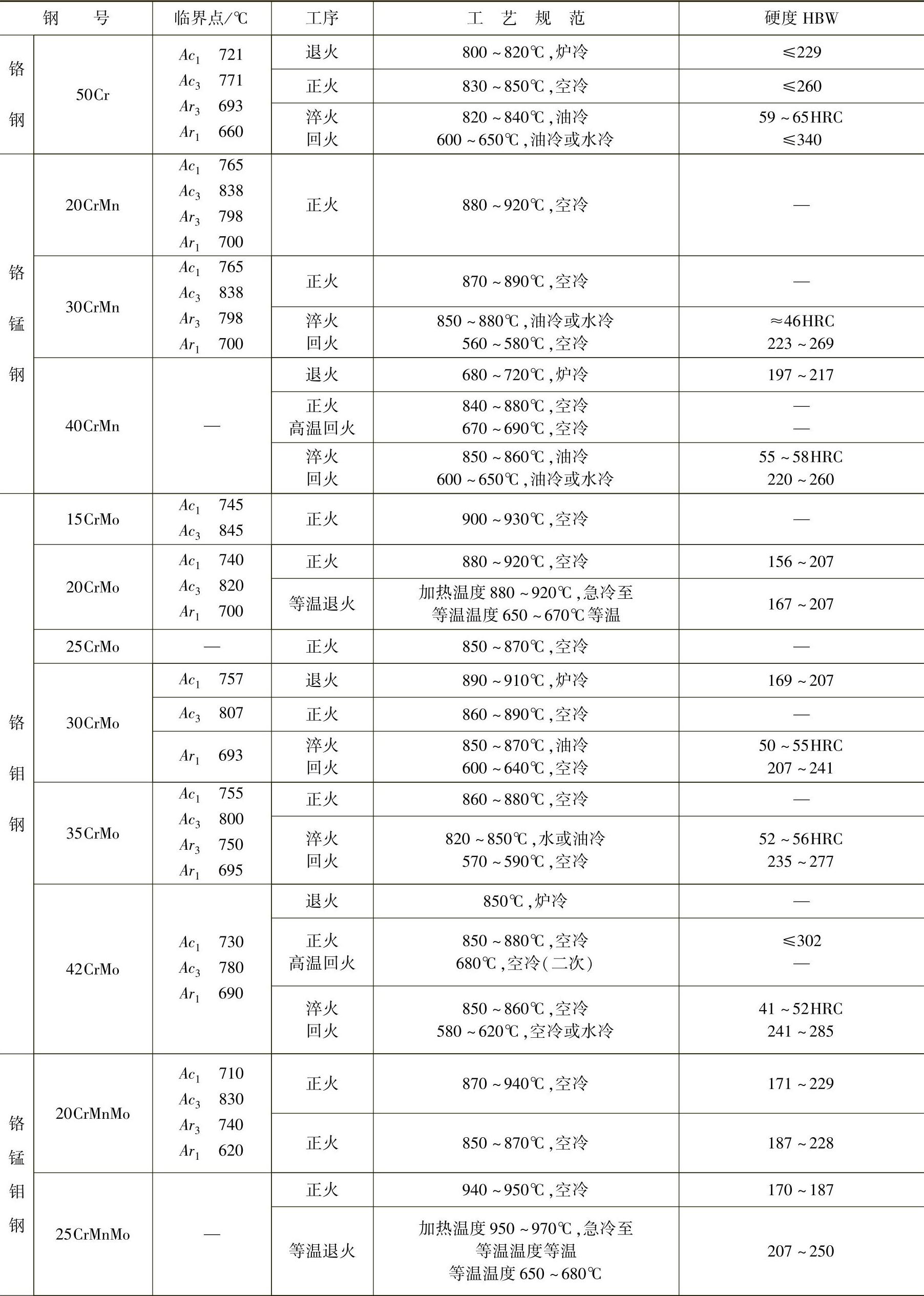
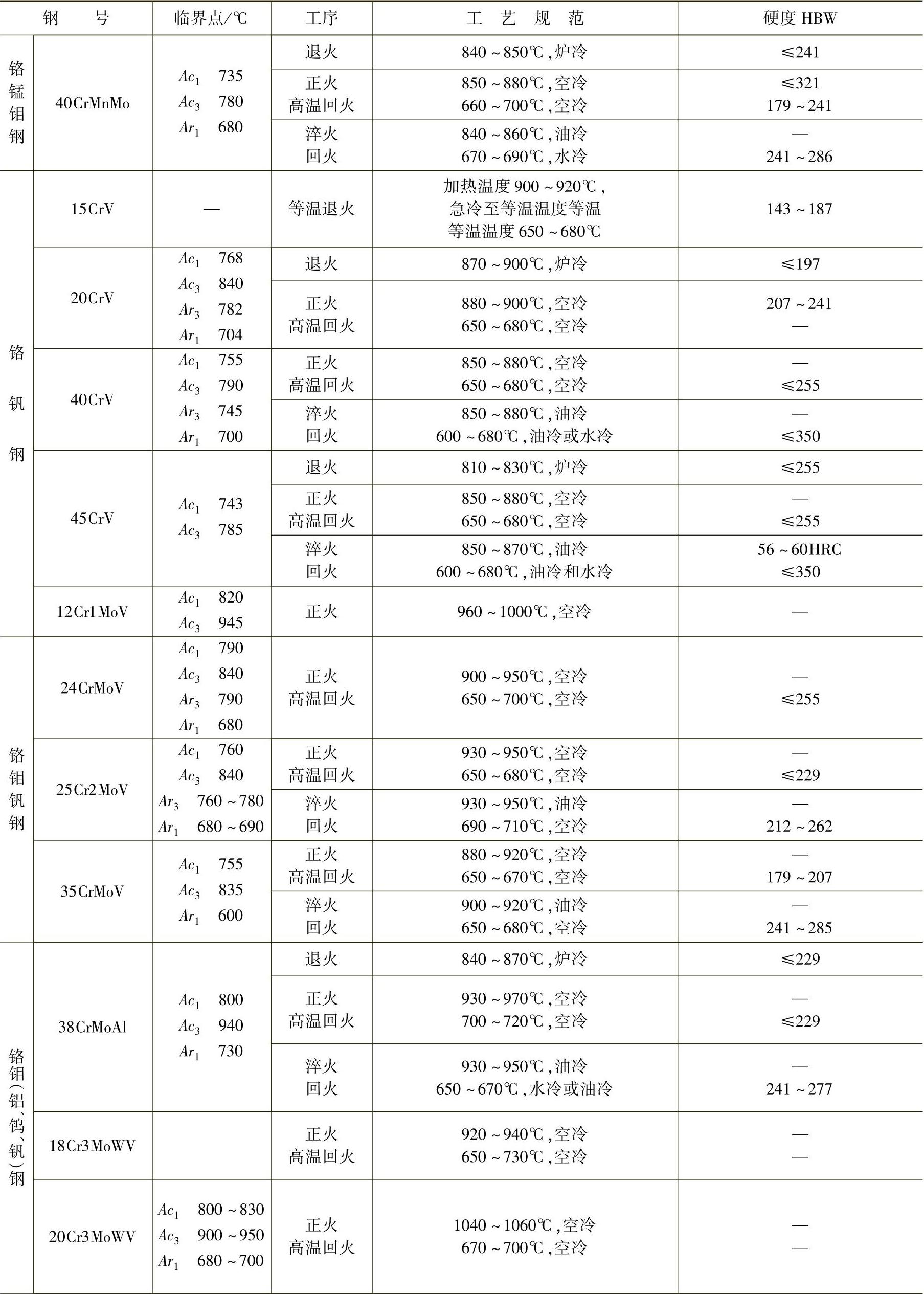
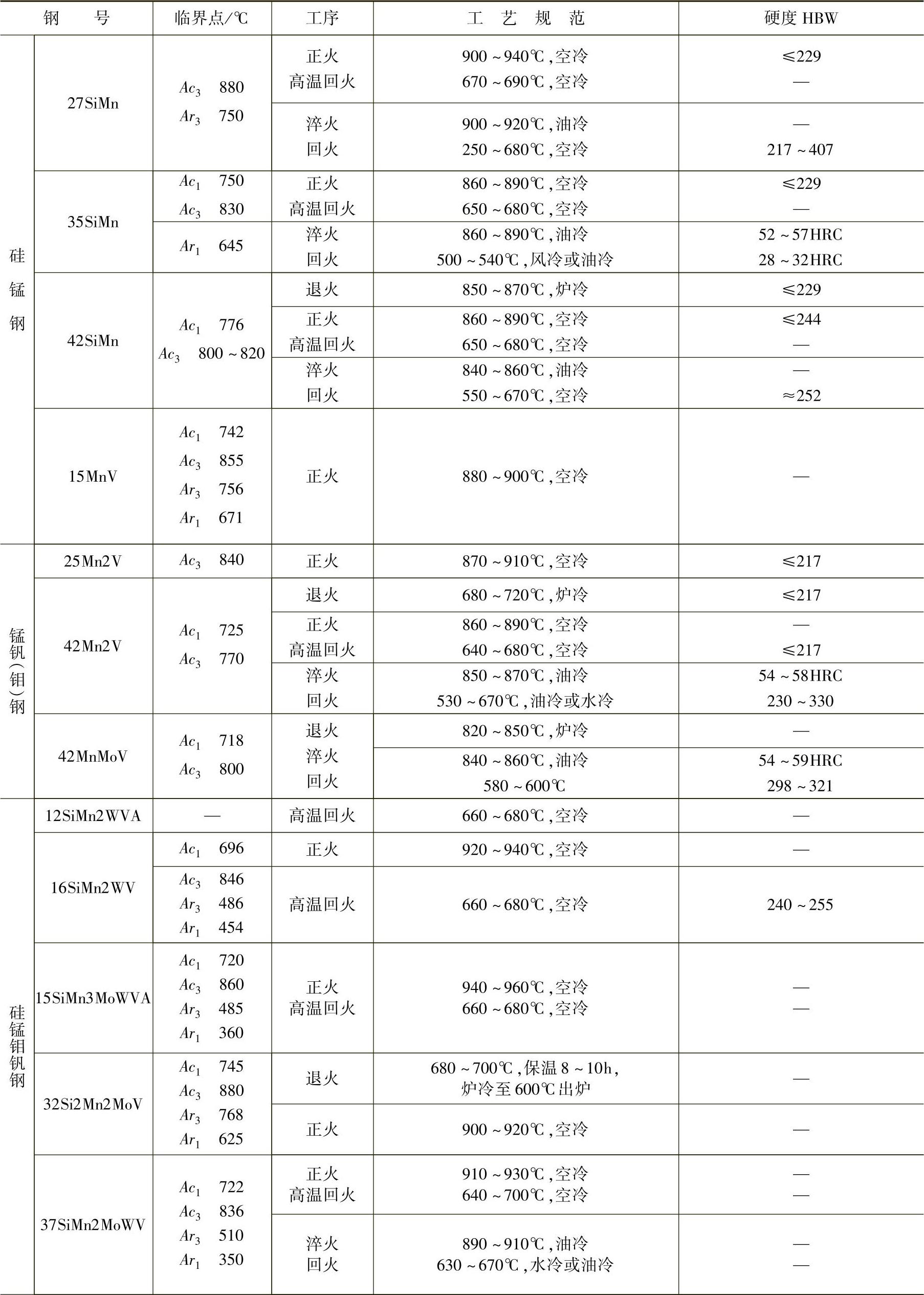
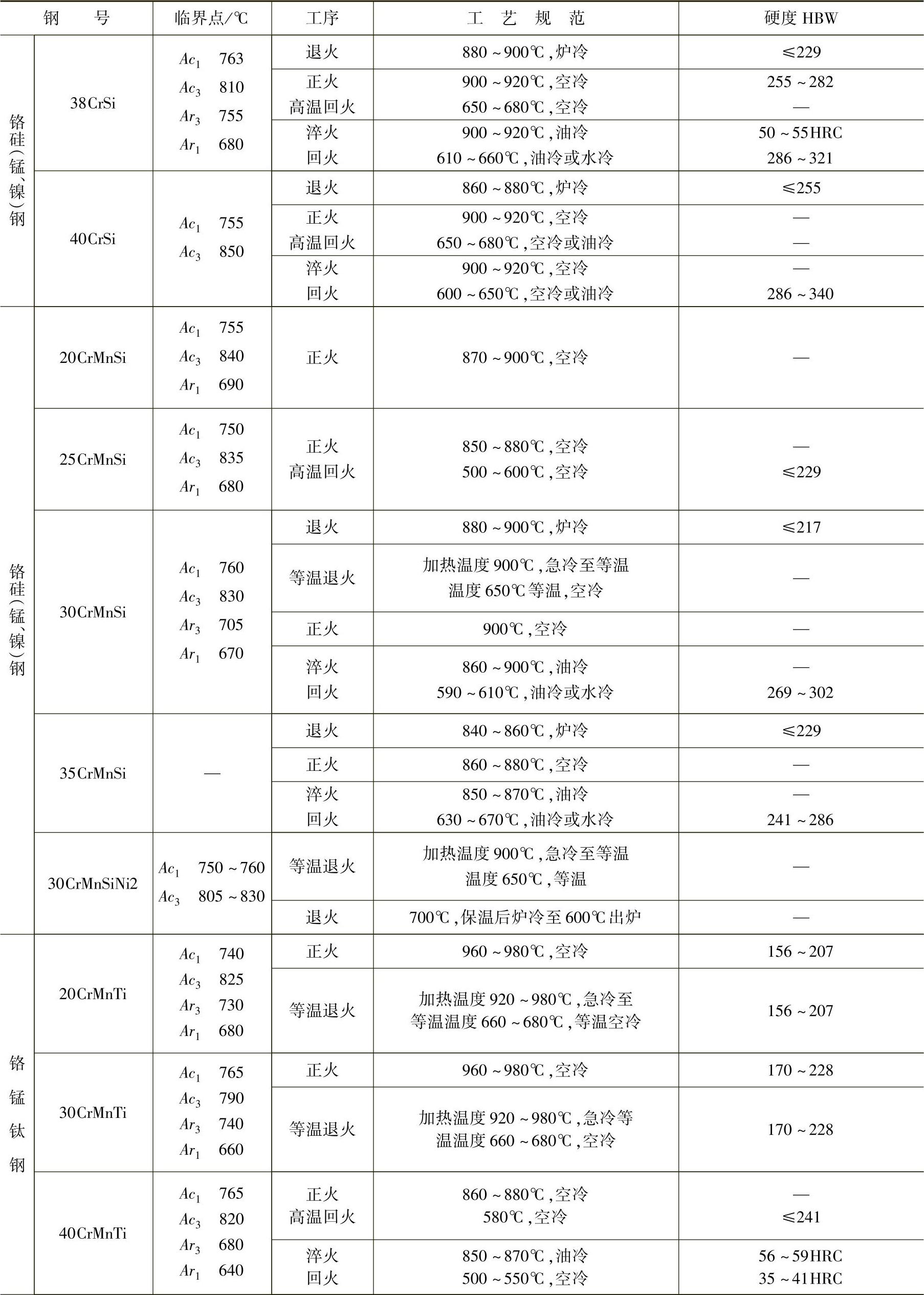
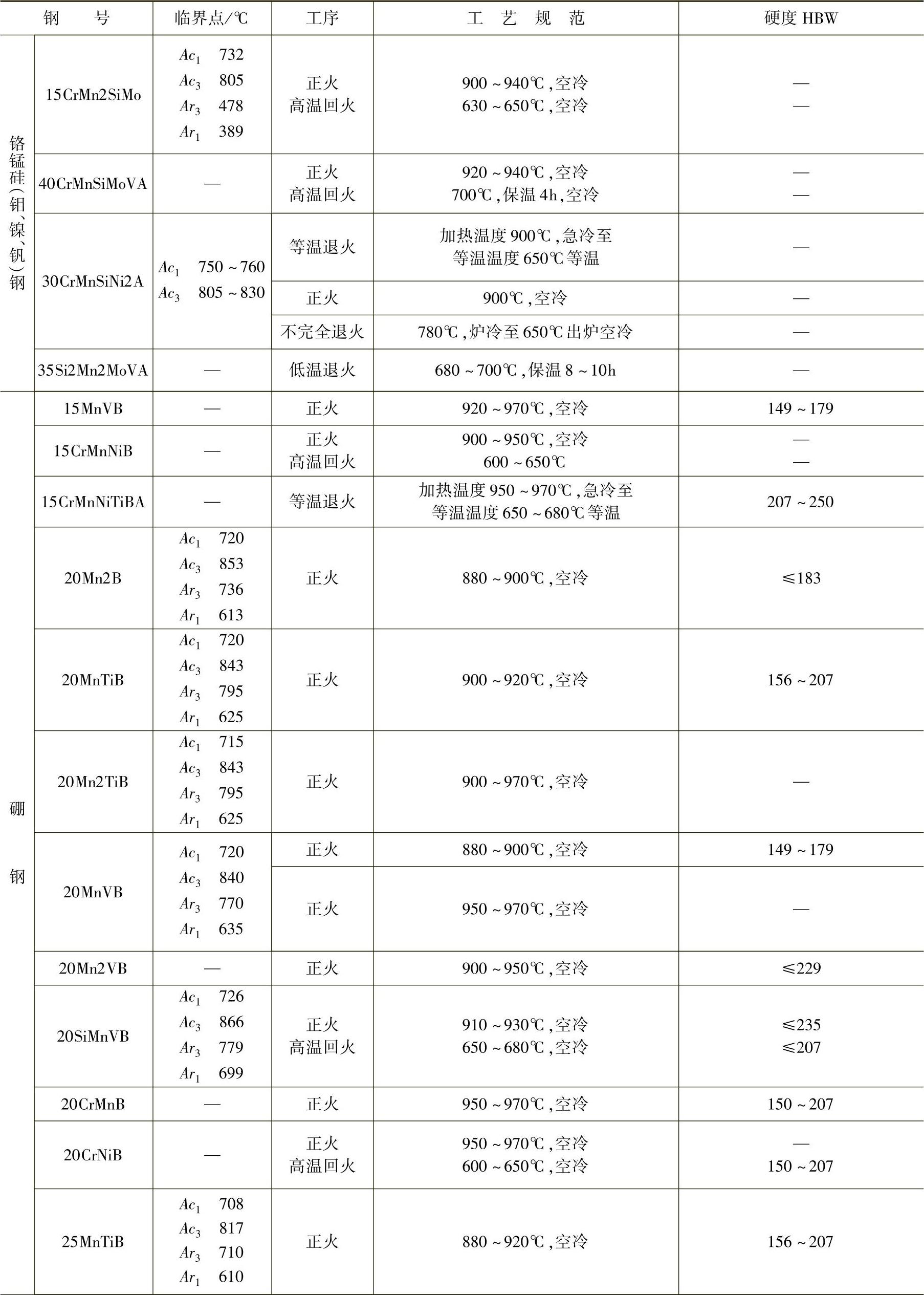
合金结构钢锻件热处理规范见表7-3-5。
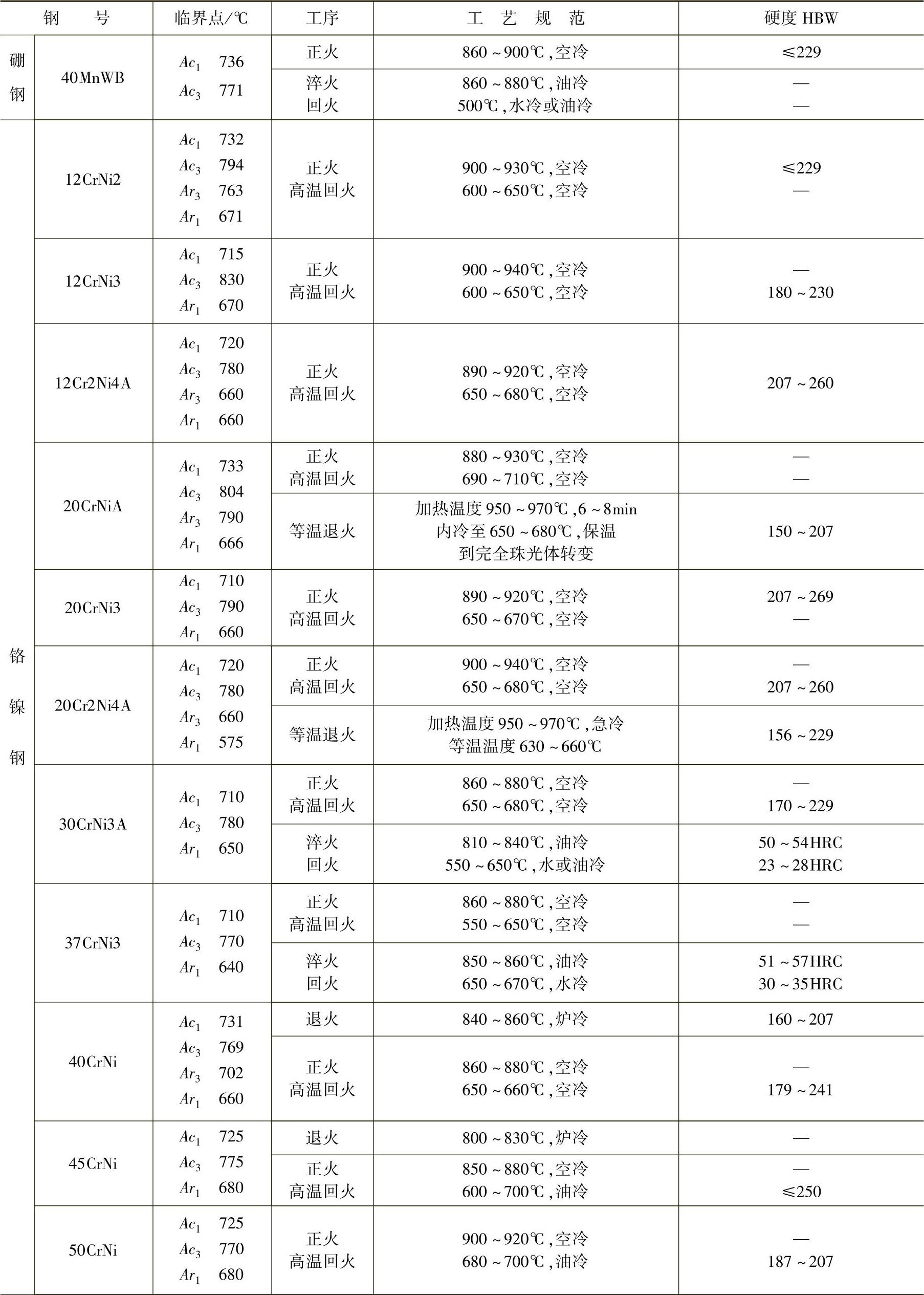
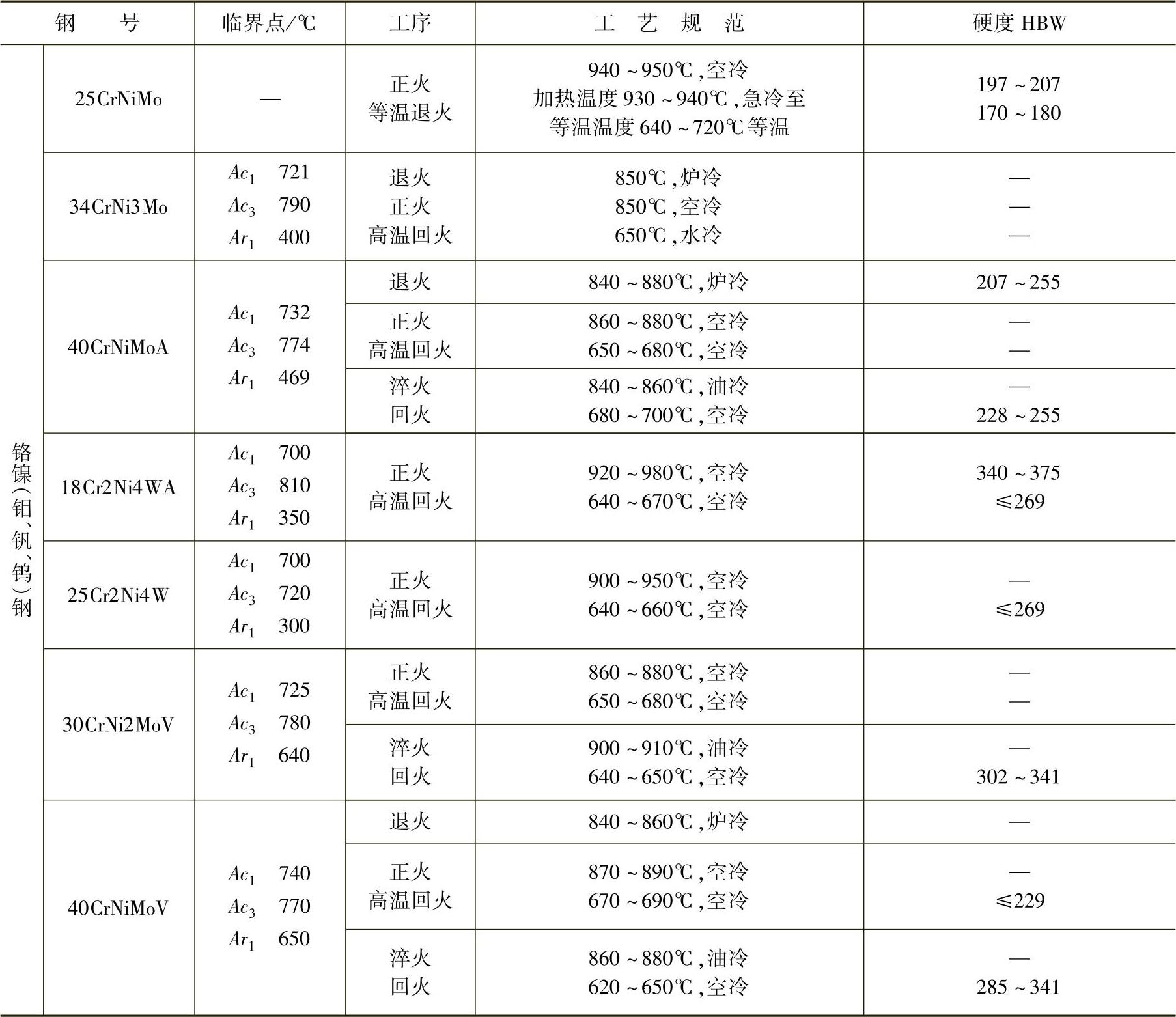
表7-3-5 合金结构钢锻件热处理规范
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
2.合金结构钢典型锻件热处理工艺
(1)等温退火实例 对w(C)为0.15%~0.30%,w(Ni、Cr、Mn)在2%左右的渗碳钢锻件进行等温退火,所采用设备示意图见图7-3-5,该设备属推盘式。由前室、加热室、快冷室、等温室、水套冷却室和辊道组成。快冷室仅一个料盘,从加热室推出的工件在5~10min内从950℃快冷至650℃,然后经650℃保温完毕后,在水套冷却室内冷至200℃出炉。整个过程包括前室都采用氮气保护,以保证光亮。设备的生产能力为500~2000kg/h。
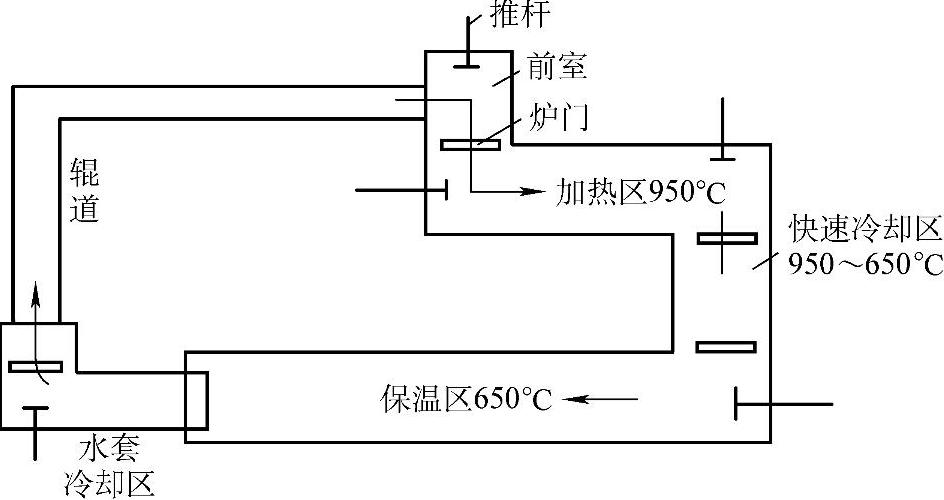
图7-3-5 合金渗碳钢齿轮锻件等温退火设备示意图
(2)锻件退火实例
锻件名称:汽车半轴(见图7-3-6)。
材料:40CrMnMo。
硬度要求:≤255HBW。
锻件热处理:退火。
工艺路线:锻造—退火—切削加工—调质—切削加工。
退火加热温度为860~880℃,保温时间为100min,保温后以80℃/h的冷却速度冷至600℃,然后出炉空冷。
汽车半轴锻件热处理的目的主要是考虑切削加工的要求,一般采用正火处理,对于正火后硬度过高的钢材,才采用退火处理。
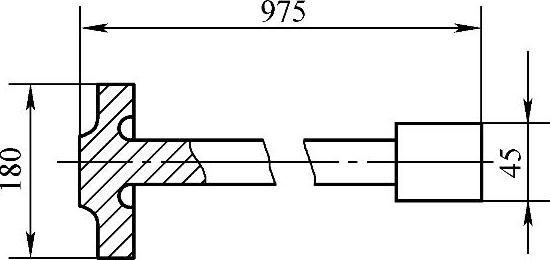
图7-3-6 汽车半轴
(3)锻件正火实例
锻件名称:拐轴(见图7-3-7)。
材料:40Cr。
质量:19.68kg。
硬度要求:187~241HBW。
锻件热处理:正火。
工艺路线:锻造—正火—切削加工—淬火—回火—精磨。
正火采用设备为推杆式煤气炉。加热温度:Ⅰ区(860±10)℃,Ⅱ区(850±10)℃,Ⅲ区为(840±10)℃。炉内装15个料盘,每盘10件,推料周期为12min,加热保温共180min,出炉后在冷却室风冷。
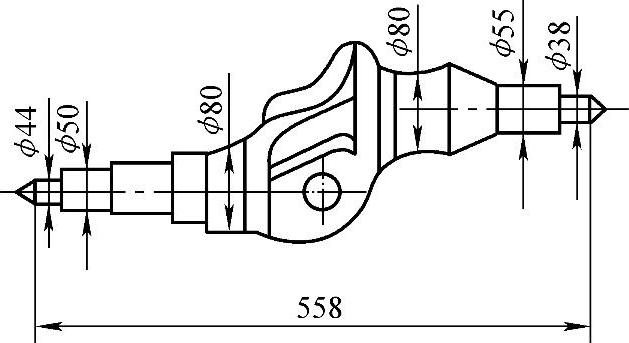
图7-3-7 拐轴
(4)锻件正火加高温回火实例
锻件名称:齿轮(见图7-3-8)。
材料:20Cr2Ni4A。
硬度要求:207~269HBW。
锻件热处理:正火加高温回火。
工艺路线:锻造—正火—高温回火—清理—切削加工—渗碳—淬火—低温回火—磨加工。
正火:采用设备为75kW箱式电炉,装炉量36件/炉,摆两层,加热温度890~920℃,保温120~130min,出炉空冷,302~341HBW;
高温回火:采用设备为75kW箱式电炉。装炉量36件/炉,摆两层,加热温度620~640℃,保温180~200min,出炉空冷,207~269HBW。
图7-3-8 齿轮锻件
(5)锻件调质实例
锻件名称:汽车曲轴。
材料:40CrMoA。
锻件热处理:调质。
热处理工艺曲线见图7-3-9。设备机组的炉子采用天然气加热,天然气耗量淬火炉为380m3/h,回火炉为200m3/h,机组生产能力为4500kg/h。淬火加热温度850℃,保温时间2h。高温回火保温时间3h。
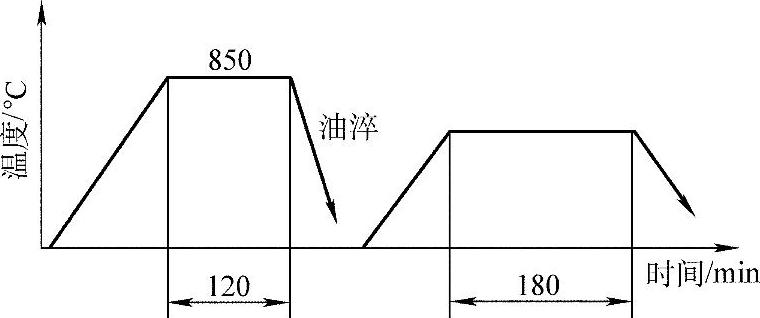
图7-3-9 汽车曲轴热处理工艺曲线
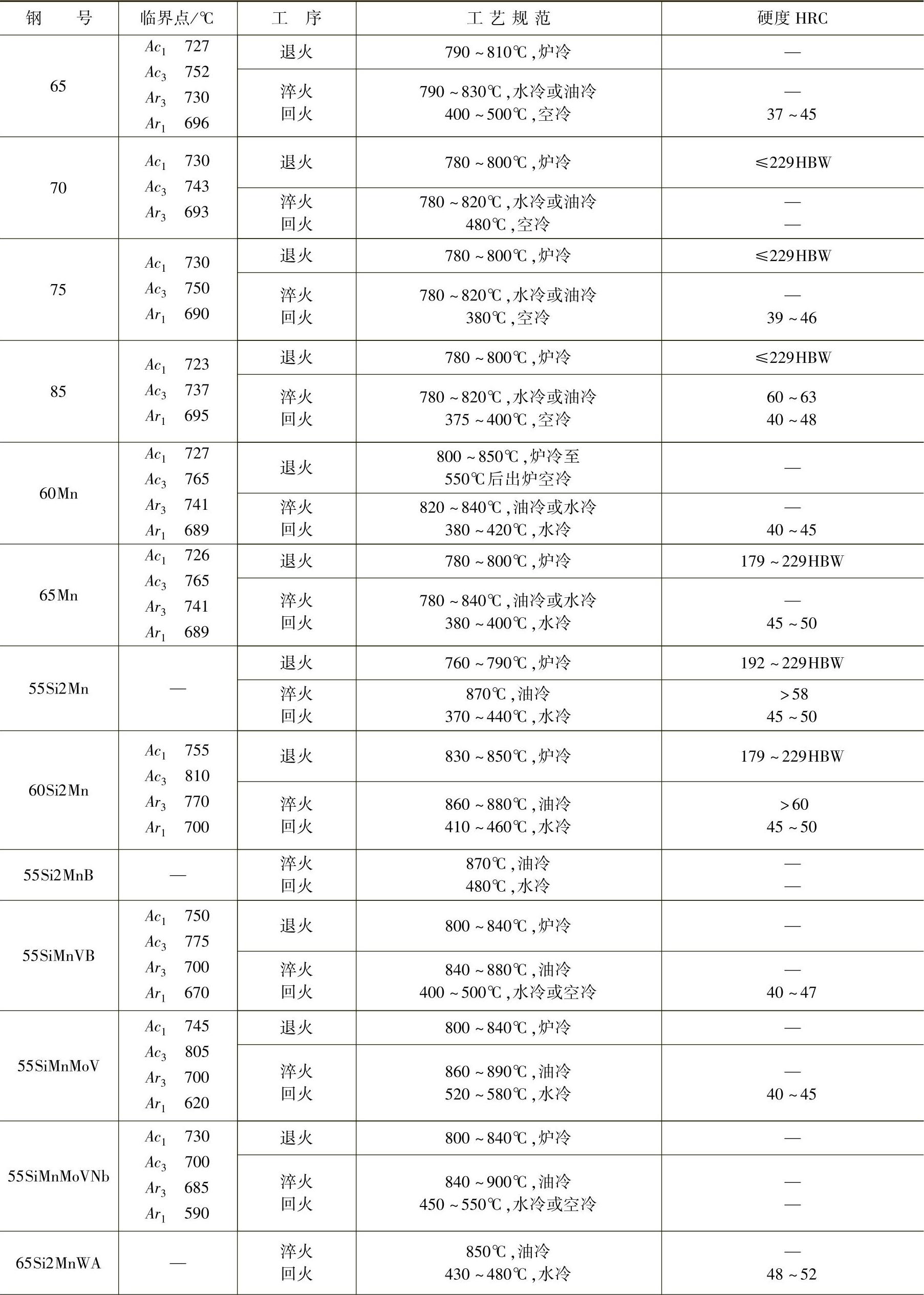
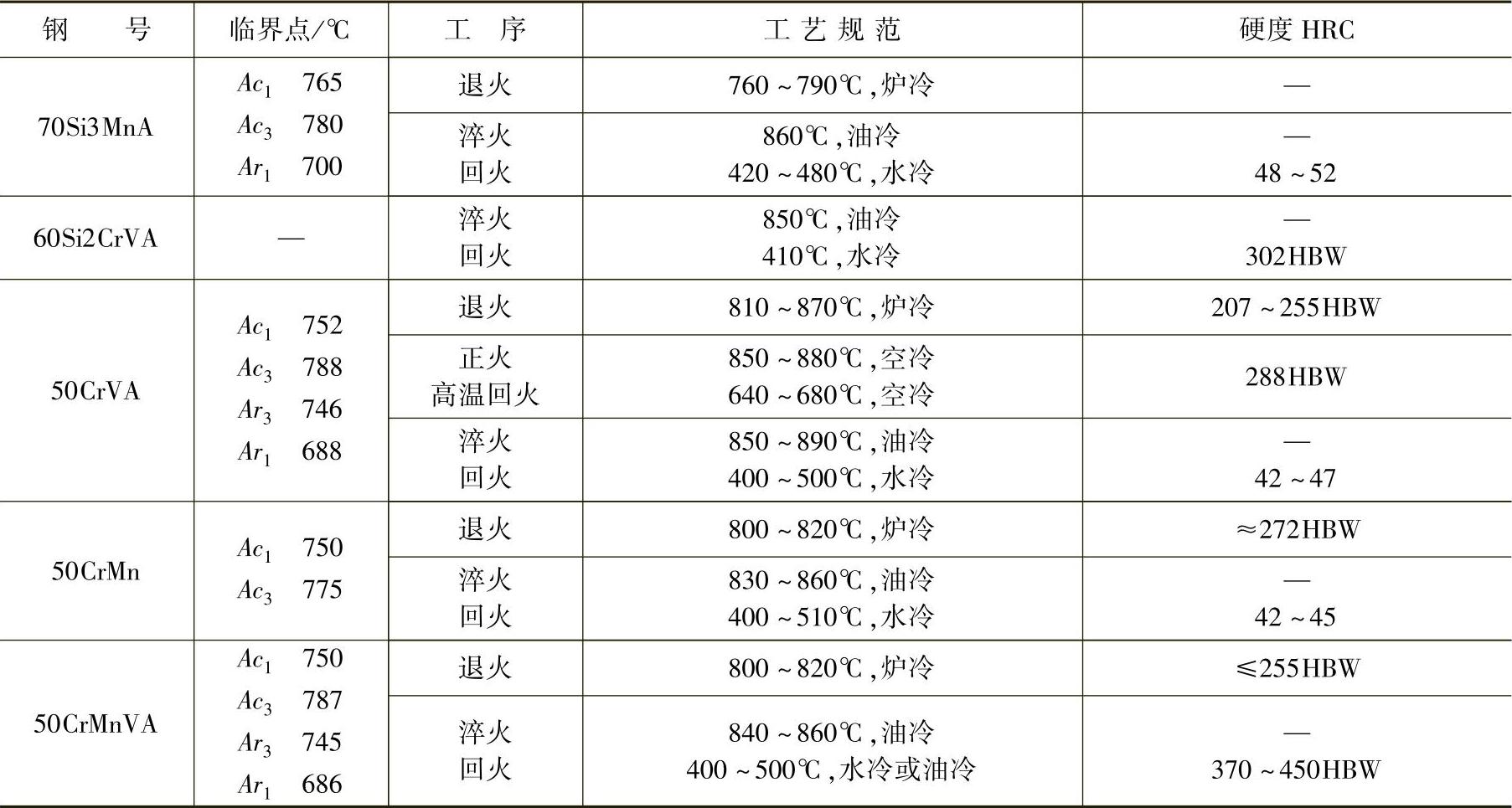
(三)弹簧钢锻件热处理
要求高弹性极限和高疲劳极限的大型螺旋弹簧一般在热状态下加工成形,而后进行淬火和回火以得到所需要的力学性能。板簧片的淬火大多数情况下都在弯曲成形后立即淬火——高温形变热处理。
1.弹簧钢锻件热处理规范
弹簧钢锻件热处理规范见表7-3-6。
表7-3-6 弹簧钢锻件热处理规范
(续)
2.弹簧钢典型锻件热处理工艺
(1)热卷螺旋弹簧淬火回火实例
弹簧名称:张紧弹簧(见图7-3-10)。
材料:55Si2。
质量:6.027kg。
硬度要求:363~461HBW。
锻件热处理:淬火加回火。
工艺路线:下料—锻尖—加热—卷簧并校正—淬火—回火—喷砂—磨端面。
淬火、回火均采用推杆式燃气炉。
淬火:淬火炉膛内共装18盘,每盘装4件,推料周期为7min。每次同时推两盘进、出炉,加热和保温共计63min,加热温度(890±10)℃,淬火冷却介质为油(≤80℃)。
回火:回火炉膛里共装13盘,每盘装16件,加热和保温共计130min,加热温度(500±25)℃,冷却介质为空气。
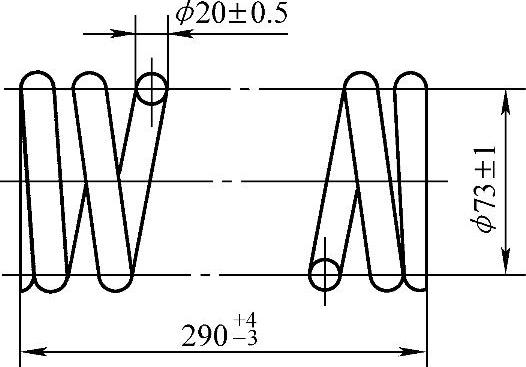
图7-3-10 张紧弹簧
(2)平面磨床砂轮主轴锻件退火实例
锻件名称:平面磨床砂轮主轴(见图7-3-11)。
材料:65Mn。
锻件热处理:退火。
工艺路线:锻造—退火—粗车—车外圆—表面淬火—粗磨—低温时效—精磨。
退火加热温度(800±10)℃,保温3h,随炉冷至550℃后出炉空冷。
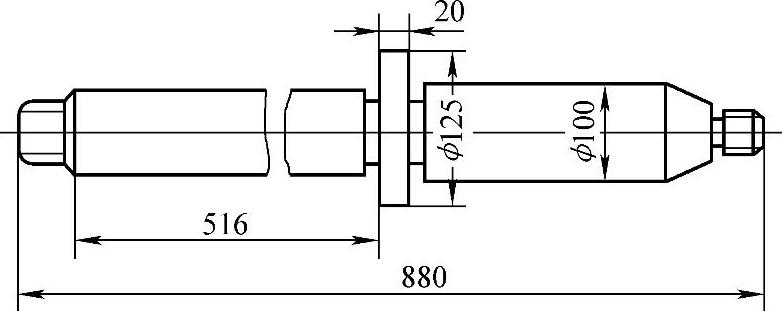
图7-3-11 平面磨床砂轮主轴
(四)轴承钢锻件热处理
轴承钢按正常的工艺锻造后,锻件的金相组织是细片状珠光体,硬度很高,难于切削加工,需进行球化退火,降低硬度,改善切削加工性能;同时还要求获得均匀的细粒状珠光体,为最终热处理作好组织准备。所以轴承钢锻件应采用一般球化退火,或采用等温球化退火。两者相比,等温球化退火使奥氏体在等温温度下转变,所得到的金相组织、碳化物颗粒大小比较一致,分布均匀性好,而且等温球化退火周期短,可节能和提高劳动生产率。
当锻造温度过高,锻后冷却太慢,形成了粗大网状碳化物,退火无法消除,应采用快速球化退火。就是对轴承钢锻件先正火处理,消除较细的网状碳化物或减少粗大网状碳化物和改善锻造组织,然后再进行球化退火。
1.轴承钢锻件热处理规范
轴承钢锻件热处理规范见表7-3-7。
表7-3-7 轴承钢锻件热处理规范
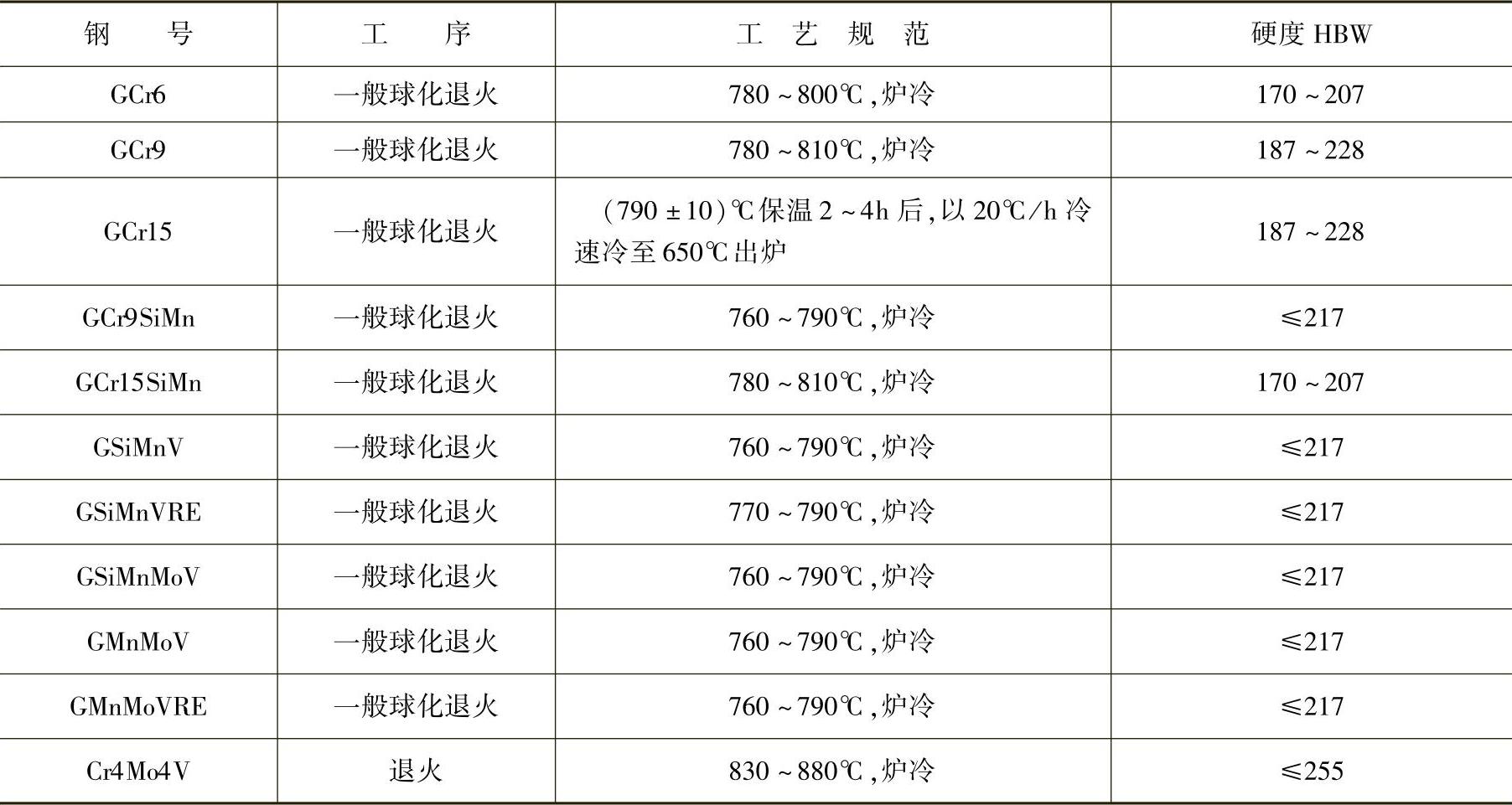
快速球化退火其正火工艺主要根据锻件材料和锻件的组织状况来确定。当锻件组织为粗大网状碳化物时,正火温度应高些,GCr15钢锻件采用930~950℃正火,GCr15SiMn钢件采用890~920℃正火;当锻后的组织为较细网状碳化物或粗片状珠光体时,为消除该种组织,改善晶粒度,正火温度应低些,GCr15钢锻件采用900~920℃,GCr15SiMn采用870~890℃。正火温度过高,冷却过程更易析出网状碳化物,需更快冷却。正火后应立即进行球化退火,其退火温度比正常球化退火温度低10~20℃。(https://www.xing528.com)
一般球化退火保温时间:正常生产的保温时间为3~6h;在大量生产时,考虑到加热设备的温度均匀度、工件的大小、装炉方法、装炉量以及退火前原始组织的不均匀性等的影响,常采用较长的保温时间。
一般球化退火保温后的冷却速度:为获得好的退火组织,冷速需控制在10~30℃/h范围内,冷到600~650℃以后可出炉空冷。
2.轴承钢典型锻件热处理工艺
(1)球化退火实例
[例1] 轴承套圈锻件热处理工艺
锻件名称:轴承套圈。
材料:GCr15(特大型套圈为GCr15SiMn)。
硬度要求:179~196HBW(196~212)。
锻件热处理:球化退火。
工艺路线:锻造—球化退火—切削加工—淬火—回火—磨加工。
一般球化退火,工艺曲线见图7-3-12;等温球化退火,工艺曲线见图7-3-13。
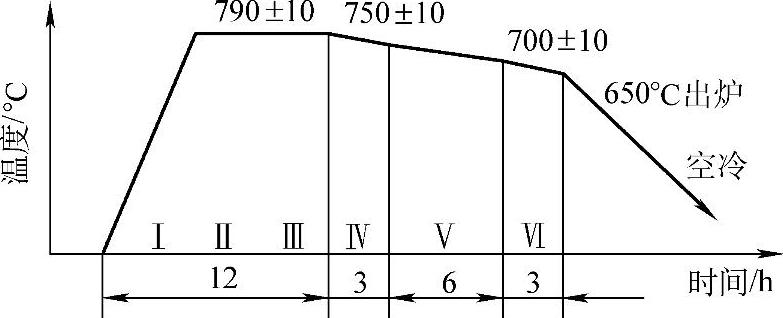
图7-3-12 轴承套圈锻件一般球化退火工艺曲线
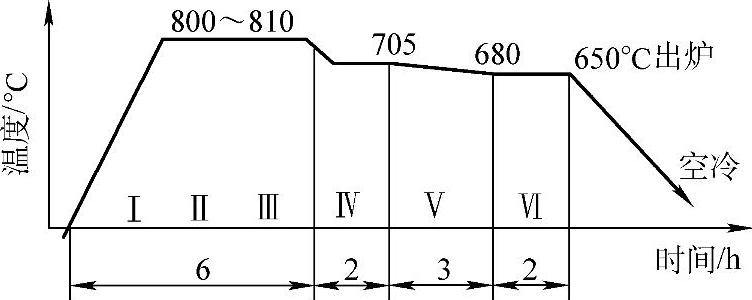
图7-3-13 轴承套圈锻件等温球化退火工艺曲线
一般球化退火:采用设备为推杆式电炉,将轴承套圈锻件装箱,摆放在底盘上推入炉膛,加热温度为(790±10)℃,保温一段时间后,随炉缓冷到650℃以下出炉空冷,退火周期为24h。
等温球化退火:采用设备为推杆式电炉,在该炉的第Ⅳ区安装有降温装置。装料方法与一般球化退火相同,加热温度Ⅰ区为800℃,Ⅱ区为810℃,Ⅲ区为800℃,加热和保温共6h。Ⅳ区是冷却区,该区是等温球化退火的关键,必须实现足够快的冷却,冷却慢了,当工件温度降至等温温度时,实际奥氏体向珠光体的转变已基本完成,就失去了等温退火的意义。Ⅴ区温度为680~690℃,该区主要作用是完成奥氏体向珠光体的等温转变,使细小的碳化物集聚球化。Ⅵ区为自由降温区,降温速度不进行控制,工件在此区温度降到650℃以下出炉空冷。
(2)快速球化退火实例
[例2] GCr15轴承套圈锻件热处理工艺
锻件名称:轴承套圈。
材料:GCr15。
硬度要求:正火≥302HBW;球化退火207~229HBW。
锻件热处理:正火加球化退火(图7-3-14)。
工艺路线:锻造—正火—球化退火—切削加工—淬火—回火。
正火:采用设备为箱式电炉,将套圈锻件装盘,每盘12件,连盘装入炉内,加热到900~950℃,保温120min,出炉喷雾冷却,冷却速度要求大于80℃/min(以每20min出炉一盘,装炉一盘,冷到600~650℃后再装入退火炉中)。
球化退火:将正火后的轴承套圈用铁丝每40~45个穿成一串,装入箱式电炉,每炉装35串,加热到780~790℃,保温3h,炉冷到710~720℃,保温4h后,炉冷至600~650℃出炉空冷。
(五)工具钢锻件热处理
工具钢锻后一般具有片状珠光体组织,为改善锻件的切削加工性能和最终热处理的工艺性,需要进行球化退火。可以是一般球化退火,也可以是等温球化退火,由于等温球化退火可以大大缩短退火时间,在较短的等温时间内形成均匀的组织,其切削加工性能是令人满意的。
图7-3-14 轴承套圈锻件快速球化退火工艺曲线
如果锻造组织为过热的粗大组织或有网状碳化物,为细化组织和消除网状碳化物,要先进行正火,然后再进行球化退火。由于正火温度较高,操作中须注意防止表面严重脱碳。
1.工具钢锻件热处理规范
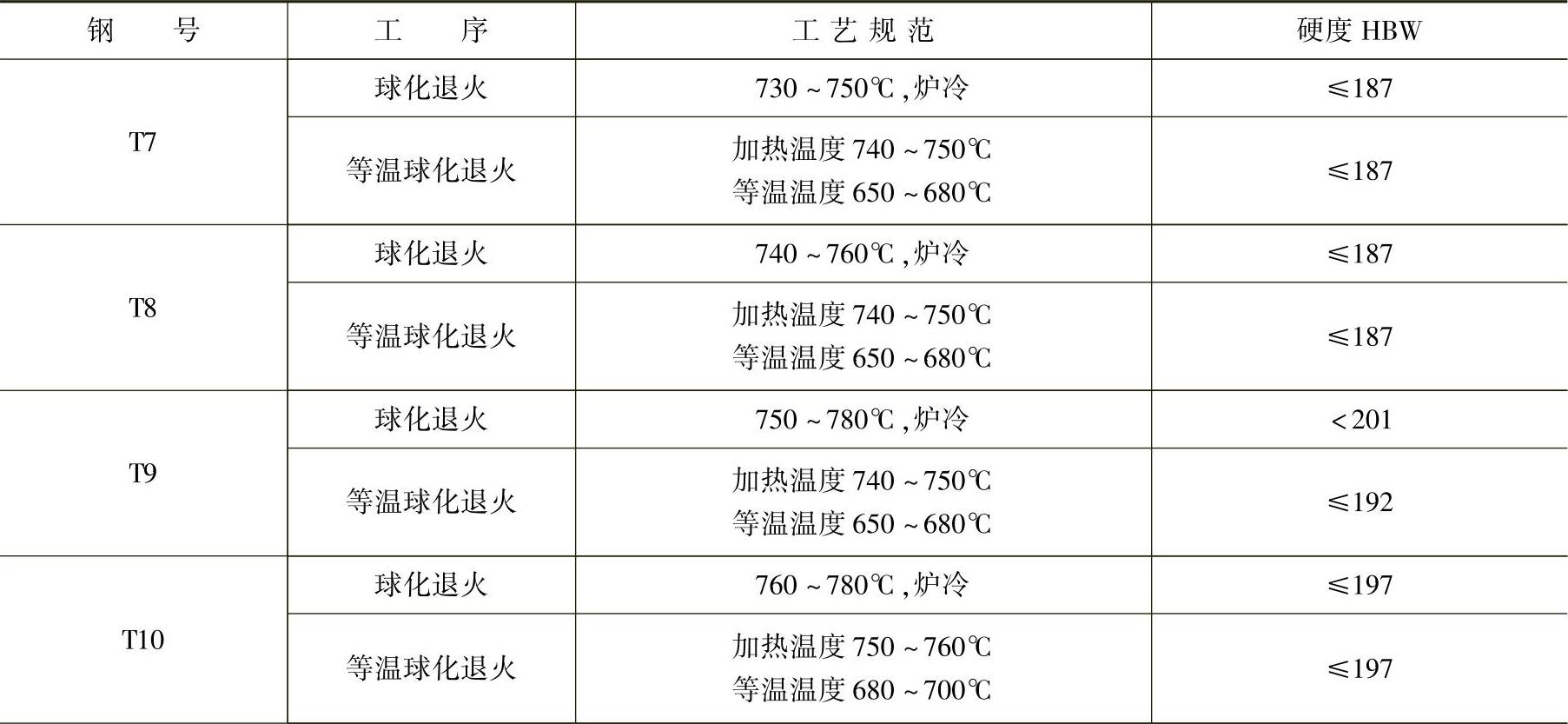
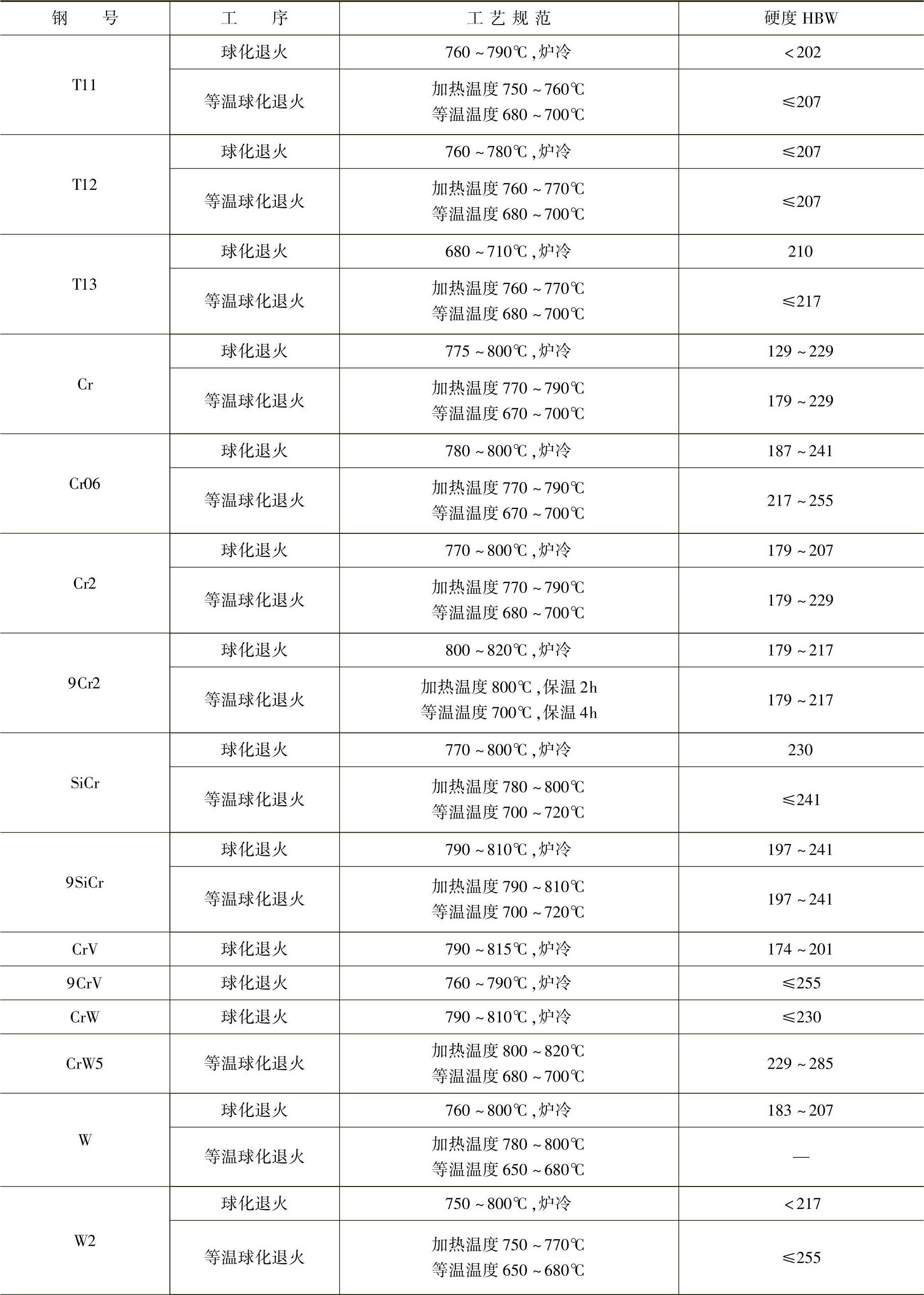
工具钢锻件球化退火规范见表7-3-8,工具钢锻件正火规范见表7-3-9。
表7-3-8 工具钢锻件球化退火规范
(续)
(续)
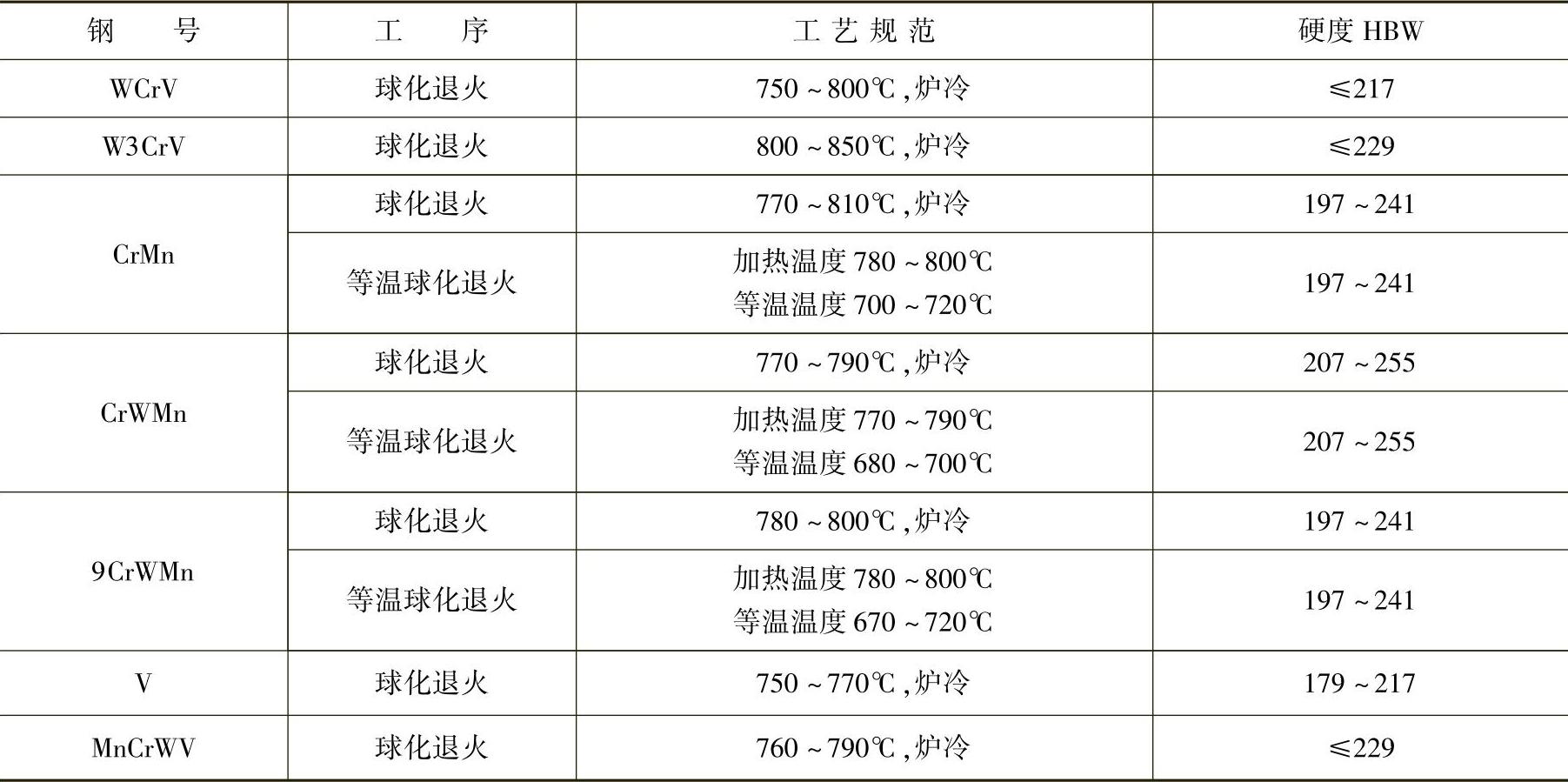
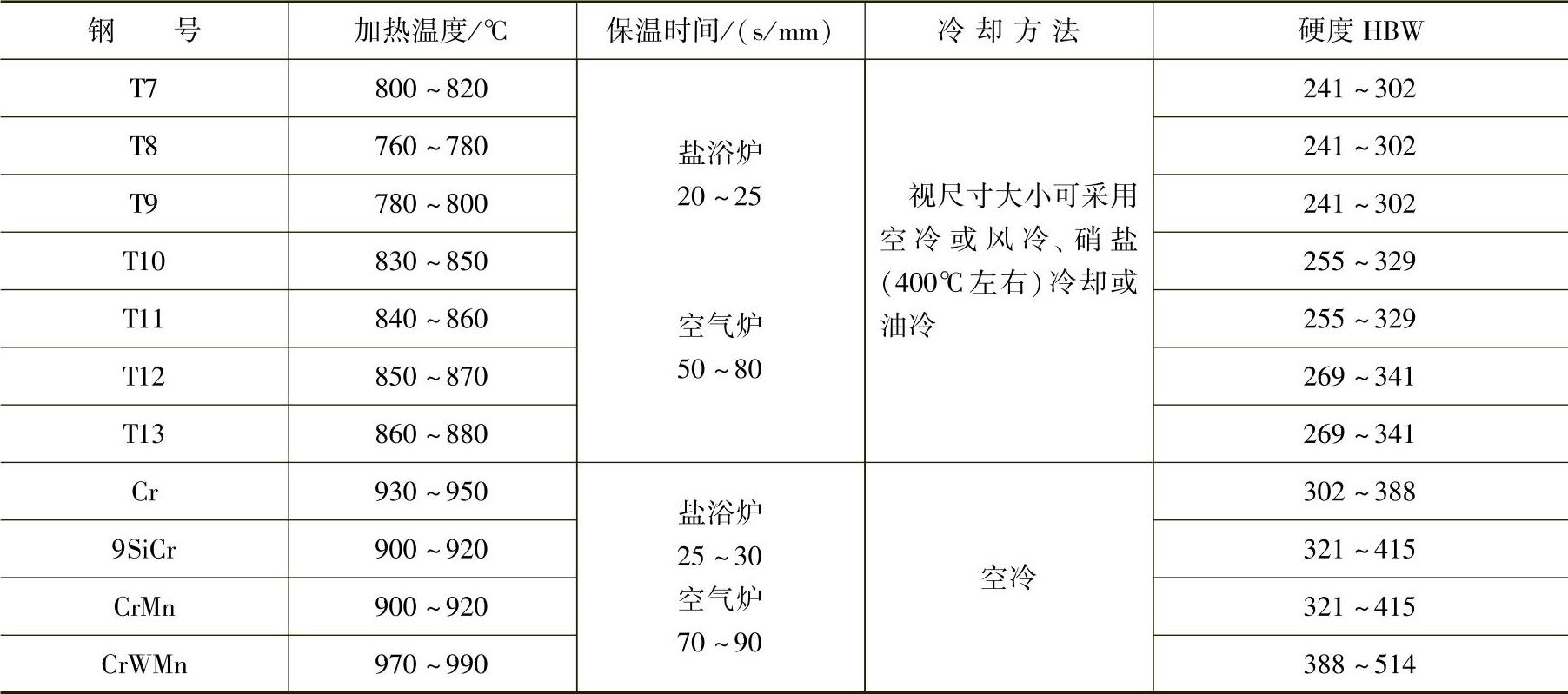
表7-3-9 碳素工具钢和常用合金工具钢锻件正火规范
工具钢锻件一般球化退火的保温时间根据钢材的合金元素含量、锻件有效厚度和装炉量决定,通常为1~4h。钢材合金元素含量多,锻件有效厚度大,装炉量多的保温时间应取上限,反之取下限,冷却速度按钢材合金元素含量而定,一般为22~28℃/h,含合金元素多者取下限,碳素工具钢取上限。控制冷却的终止温度为500~600℃,而后可出炉空冷。
工具钢锻件等温球化退火加热温度下保温时间和锻件的有效厚度、装炉量及炉子类型有关,一般为2~4h,自退火加热温度至等温温度的冷却速度约为40~50℃/h或更慢些。等温温度下的保温时间一般为4~6h。等温保温后随炉冷到500~600℃出炉空冷。
2.工具钢典型锻件热处理工艺
[例] 圆板牙锻件热处理工艺
锻件名称:圆板牙(见图7-3-15)。
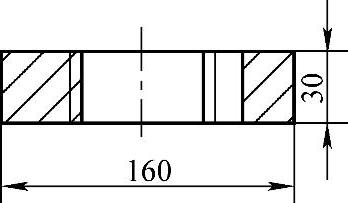
图7-3-15 圆板牙
材料:9SiCr。
硬度要求:97~241HBW。
锻件热处理:球化退火。
工艺路线:锻造—球化退火—切削加工—淬火—回火—切削加工。
采用设备为箱式电炉,加热温度800~810℃。保温1~4h,炉冷至700~720℃,保温6~8h,炉冷至500~600℃出炉,空冷。
(六)高速钢锻件热处理
高速钢锻后均应退火处理以降低硬度,改善组织,常采用完全退火或等温退火。等温退火的质量稳定,工艺周期较短。
1.高速钢锻件热处理规范
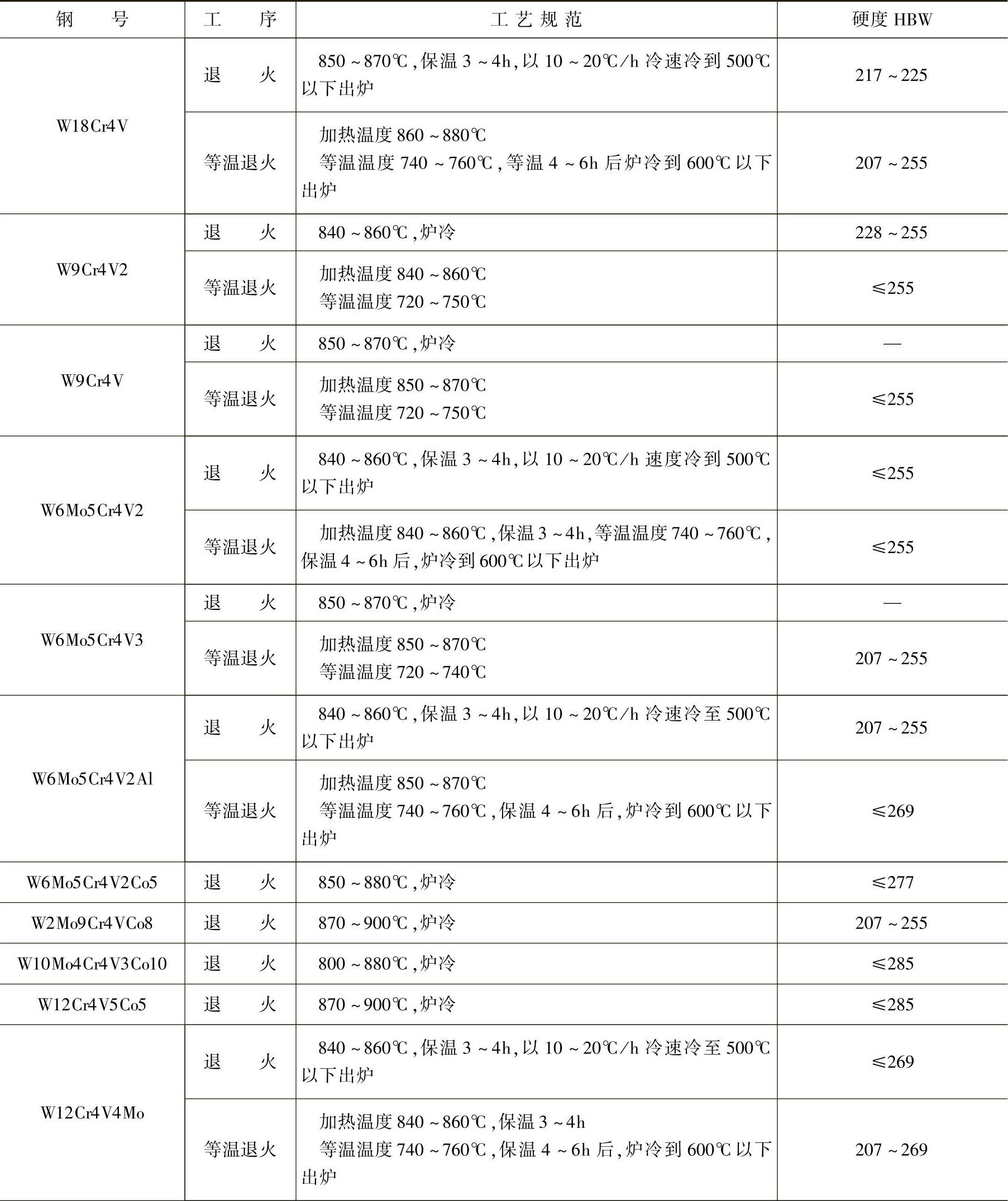
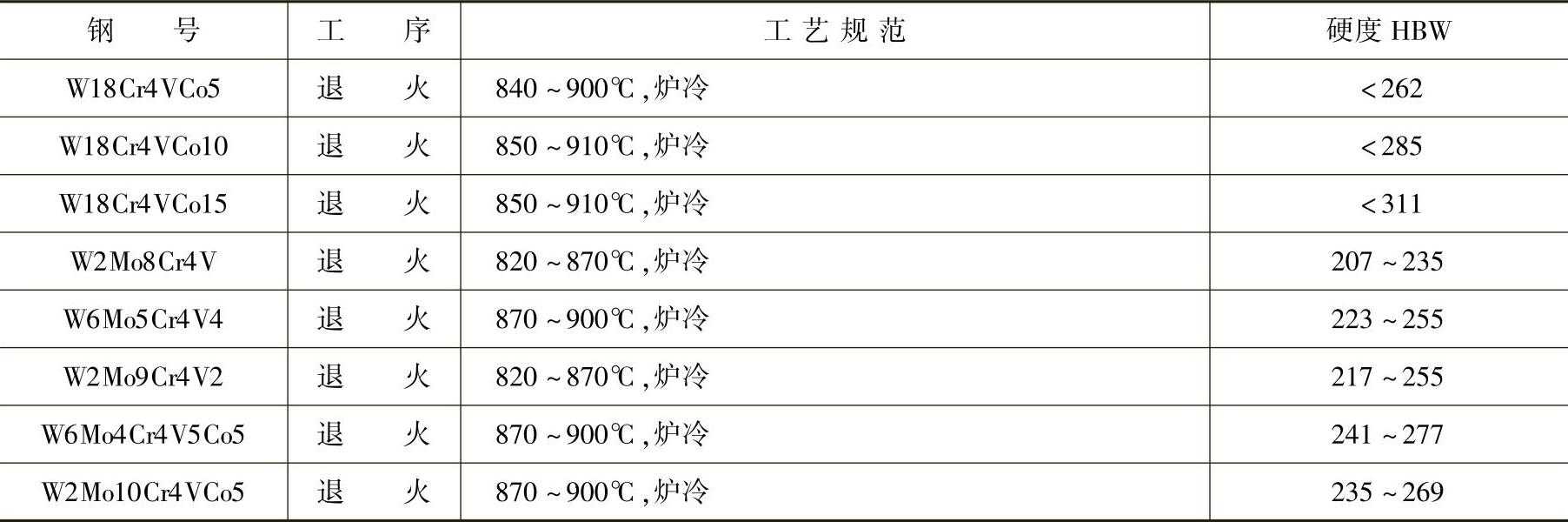
高速钢锻件退火规范见表7-3-10。
表7-3-10 高速钢锻件退火规范
(续)
各种类型的高速钢,退火加热温度大约都在830~910℃范围内,退火加热时间不宜过长,以免形成稳定的碳化物。在退火加热温度下保温3~4h后,以不超过22℃/h的速度缓冷至550℃再空冷。高速钢锻件亦可采用等温退火,在退火加热温度下保温后,较快地冷至720~760℃范围内,停留足够长的时间(4~6h),再以40~50℃/h速度冷至600~650℃,然后出炉空冷。
高速钢锻件退火应在严格密封的容器内装箱退火,或者用通入可控气氛的炉子或者用真空炉处理,使脱碳减少到最低限度。装箱的填料可用干燥的砂子或石灰,其中加入少量活性炭,也可以用铸铁屑作为填料。
2.高速钢典型锻件热处理工艺
[例] 盘形直齿插齿刀锻件热处理工艺
锻件名称:盘形直齿插齿刀(见图7-3-16)。
材料:W18Cr4V。
硬度要求:207~255HBW。
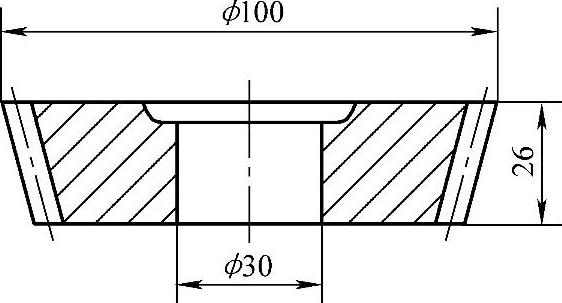
图7-3-16 盘形直齿插齿刀
锻件热处理:等温退火。
工艺路线:锻造—等温退火—切削加工—淬火—回火—精磨。
采用设备为箱式电炉。将锻件装入铸铁箱里,再装入干燥的砂子或石灰作填料,装入填料后将箱子密封,把装好料的箱子装入炉温为400℃的箱式炉里,并升温到850~870℃,保温4~5h,然后打开炉门随炉冷到720~750℃,等温5~7h,再炉冷至500℃左右出炉空冷。
高速钢锻件亦可采用燃油炉进行完全退火处理。采用燃油炉不易实现等温退火,进行完全退火周期长,而且燃油炉温度不均匀。电炉操作方便,炉温均匀度好,可进行等温退火,大大缩短退火周期,又可保证质量。
高速钢退火后的组织是索氏体加碳化物。
(七)模具钢锻件热处理
为消除模具钢锻件的锻造应力,改善组织,降低硬度,便于切削加工,锻件应进行退火,正火或高温回火。冷作模具钢、尺寸较大的热作模具钢锻件一般采用退火处理;热作模具钢中小锻件可采用正火或正火加高温回火;单纯为了消除锻造应力或降低部分硬度,以利于切削加工,一般不要求明显改变内部组织(不发生相变)者,可单纯采用高温回火。
1.模具钢锻件热处理规范
模具钢锻件热处理规范见表7-3-11。
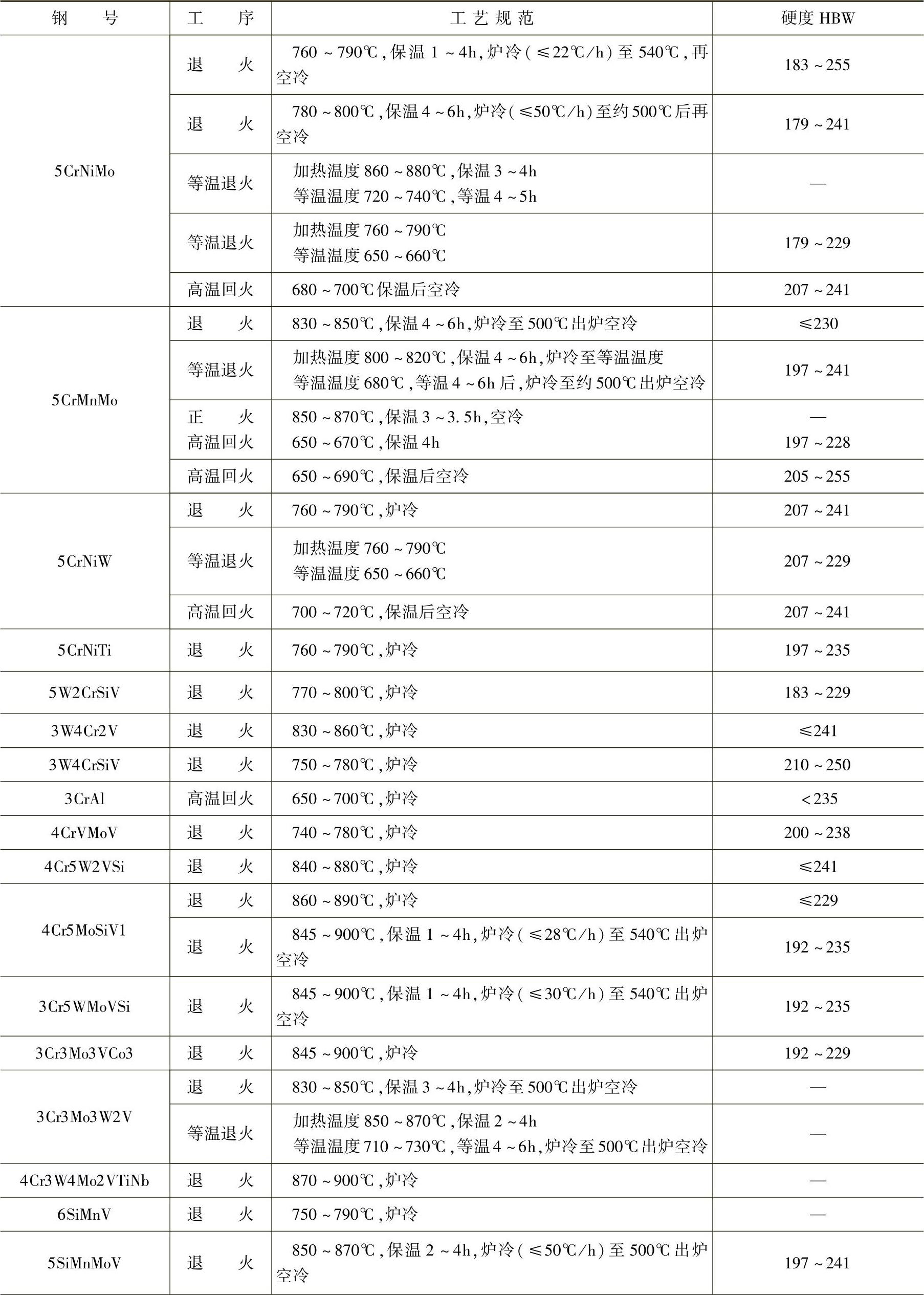
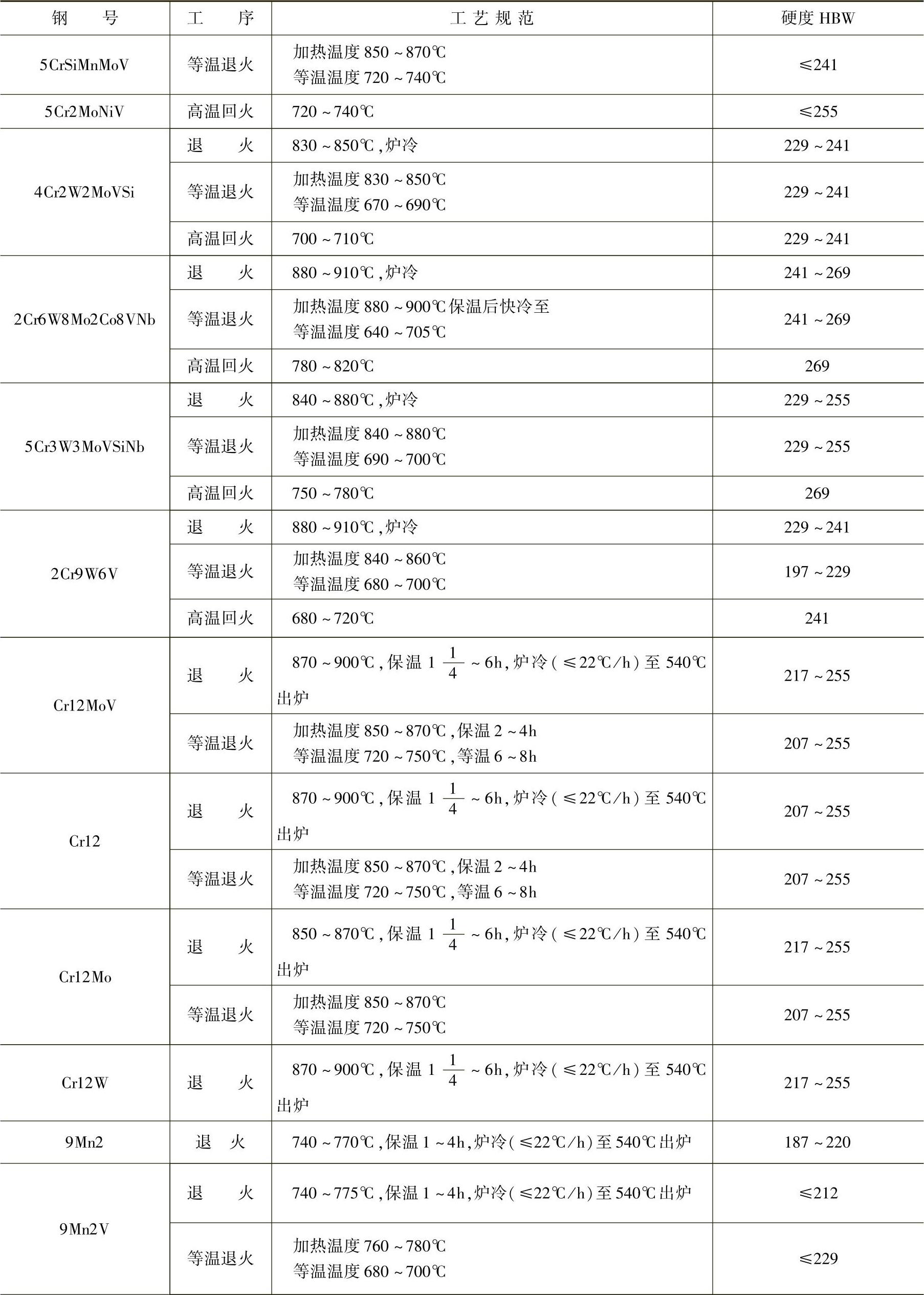
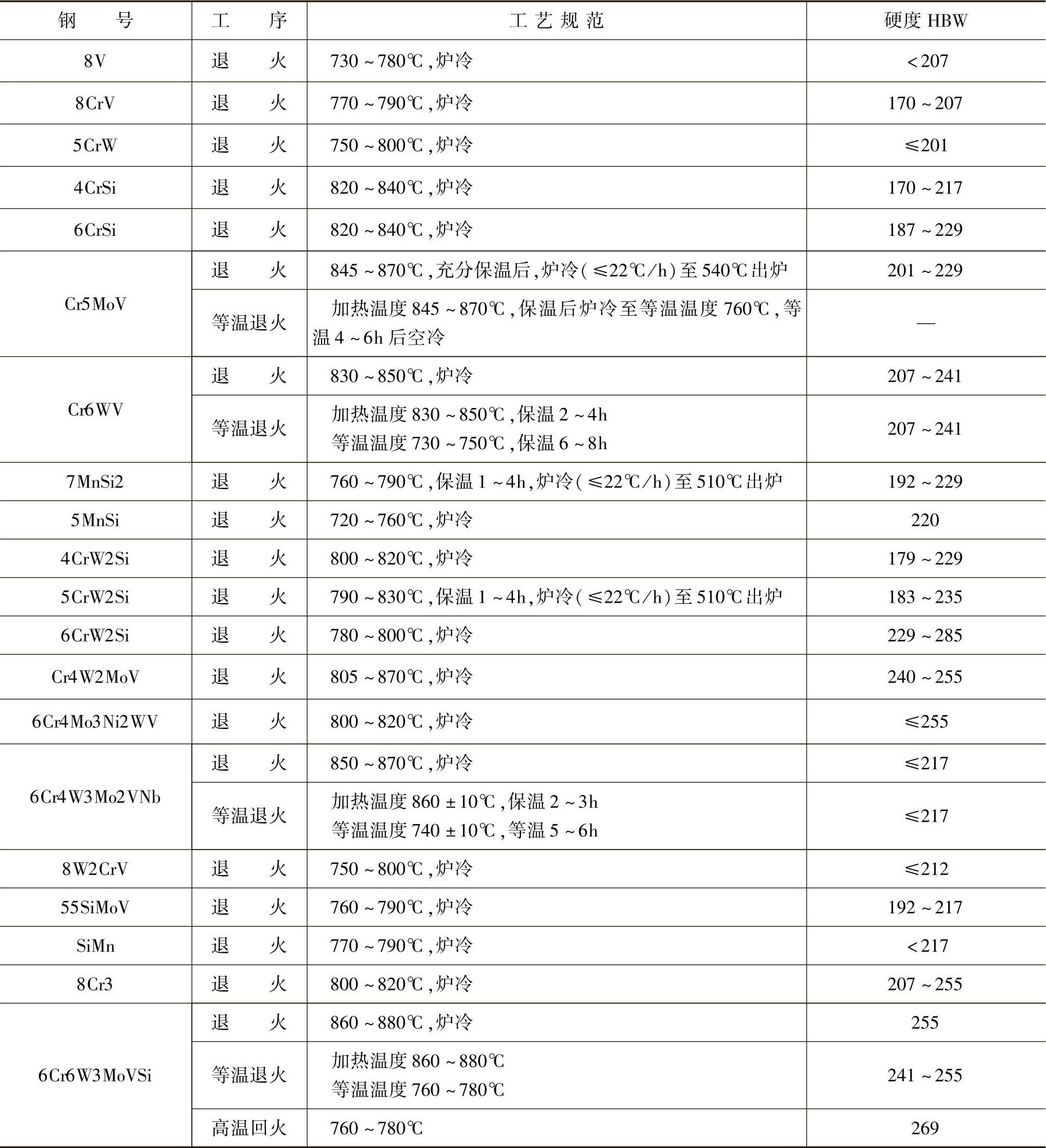
表7-3-11 模具钢锻件热处理规范

(续)
(续)
(续)
形状复杂的大型模具锻件等温退火时,在珠光体转变温度区域内应停留足够长时间,否则不能排除锻造冷却时形成的定向分布的粗针状贝氏体组织,这种组织将引起随后淬火时晶粒大小不等,并导致模具失效。
大型模具锻件装炉温度不应高于600℃。
2.模具钢典型锻件热处理工艺
[例1] 锻模块热处理工艺
锻件名称:锻模块(见图7-3-17)。
材料:5CrMnMo。
硬度要求:197~241HBW。
锻件热处理:退火。
工艺路线:锻造—退火—切削加工—淬火—回火—精磨。
采用设备75kW箱式电炉,每炉装4块,加热温度760~780℃,保温8~10h后切断电源。随炉冷到500~600℃出炉空冷。
[例2] 小型锻模块热处理工艺
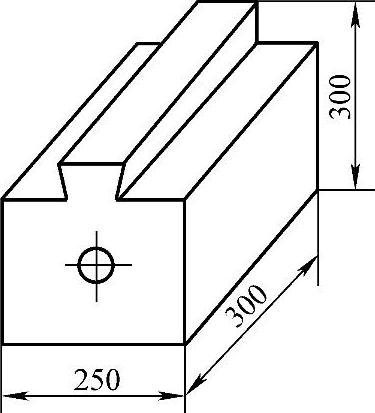
图7-3-17 锻模块
锻件名称:锻模块(见图7-3-18)。
材料:5CrMnMo。
硬度要求:197~228HBW。
锻件热处理:正火加高温回火。
热处理工艺:锻造—正火加高温回火—切削加工—淬火—回火—精磨。
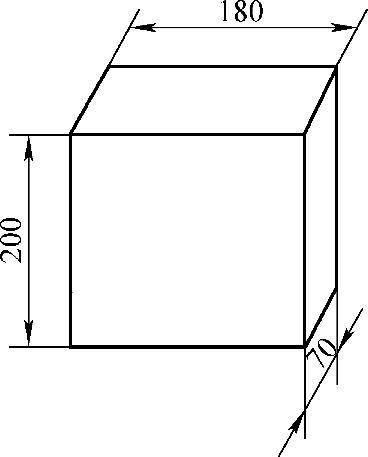
图7-3-18 锻模块
正火:采用设备30kW箱式电炉,每炉装3块,加热温度850~870℃,保温时间3~3.5h,保温结束后出炉空冷,正火硬度302~332HBW。
高温回火:采用设备30kW箱式电炉,加热温度650~670℃,保温时间4h,出炉后空冷,硬度197~228HBW。
[例3] 冷冲模冲头热处理工艺
锻件名称:冷冲模冲头(见图7-3-19)。
材料:Cr12MoV。
硬度要求:207~255HBW。
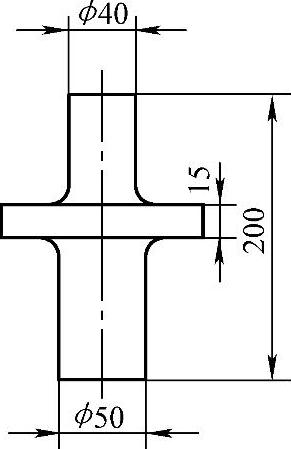
图7-3-19 冷冲模冲头
锻件热处理:等温退火。
工艺曲线:锻造—等温退火—切削加工—淬火—回火—精加工。
采用设备75kW箱式电炉,每炉装40件,加热温度850~870℃,保温120~130min,保温结束后随炉降温至720~750℃,等温180~240min后炉冷到约600℃出炉空冷。
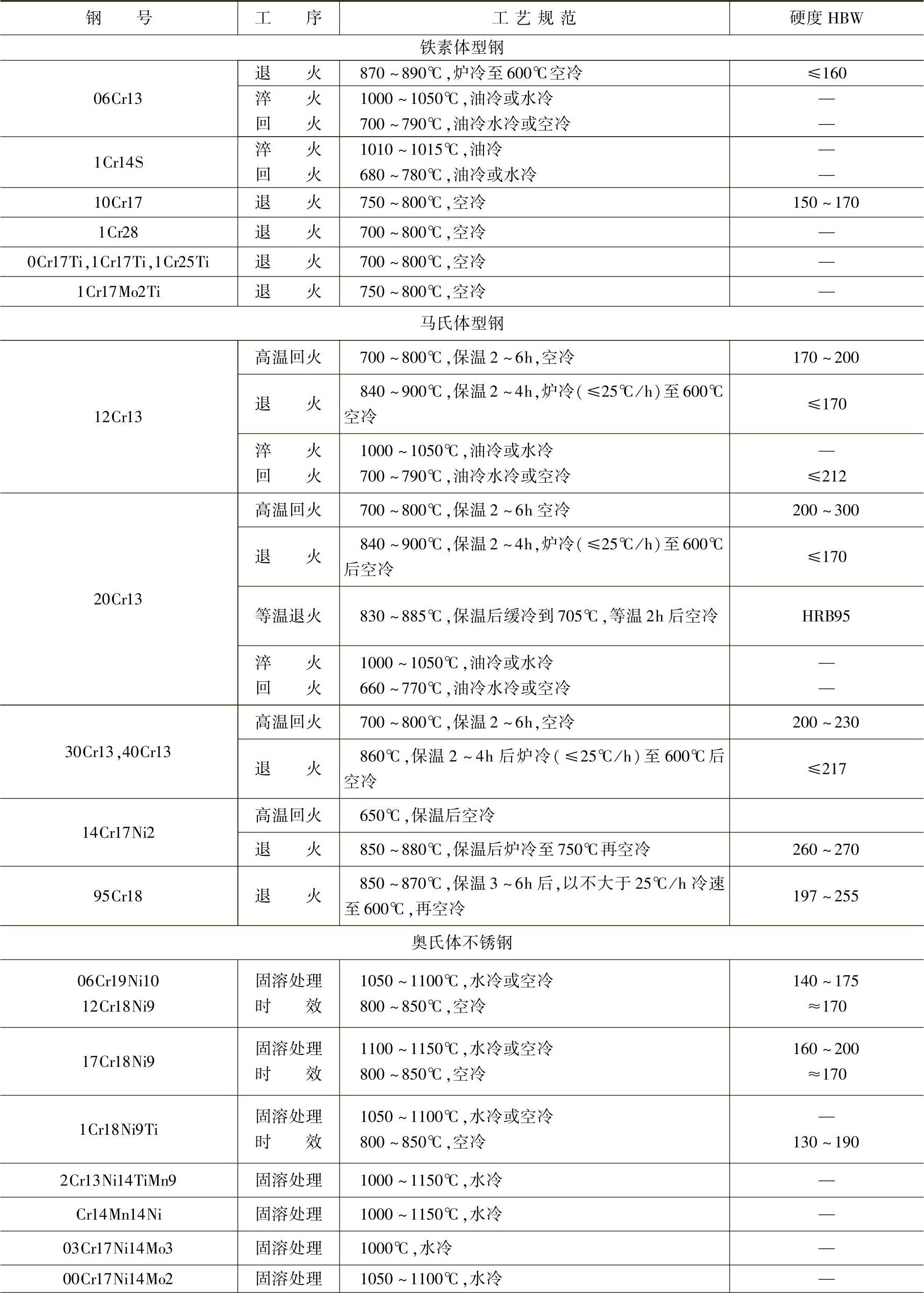
(八)不锈钢锻件热处理
铁素体不锈钢一般都采用退火处理;马氏体不锈钢热处理基本与碳钢和低合金钢相同,锻件一般采用退火、高温回火或淬火加回火;奥氏体不锈钢进行固溶处理或退火。
1.不锈钢锻件热处理规范
不锈钢锻件热处理规范见表7-3-12。
2.不锈钢典型锻件热处理工艺
[例] 轴承套圈锻件热处理工艺
锻件名称:轴承套圈。
材料:95Cr18。
锻件热处理:退火或等温退火。
热处理工艺:退火工艺曲线见图7-3-20,等温退火工艺曲线见图7-3-21。采用设备为箱式电炉。
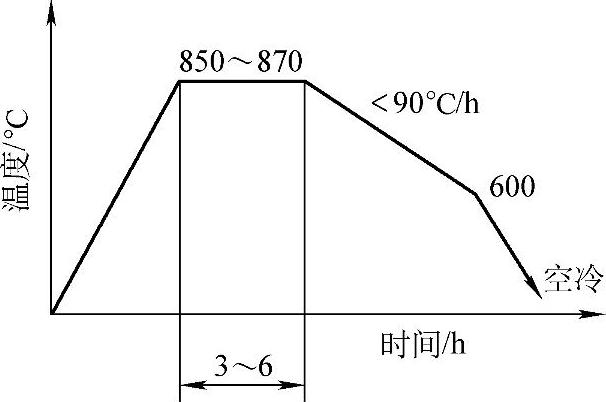
图7-3-20 95Cr18轴承钢套圈锻件退火工艺曲线
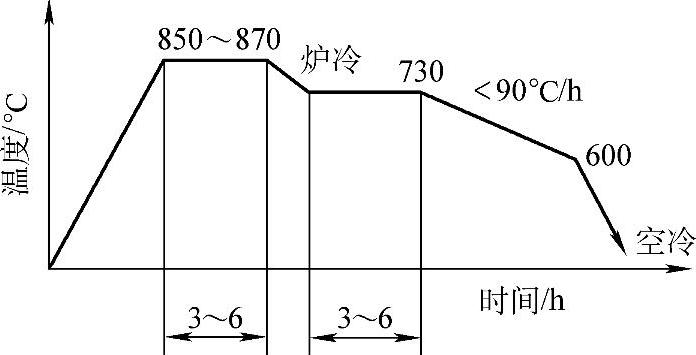
图7-3-21 95Cr18轴承钢套圈锻件等温退火工艺曲线
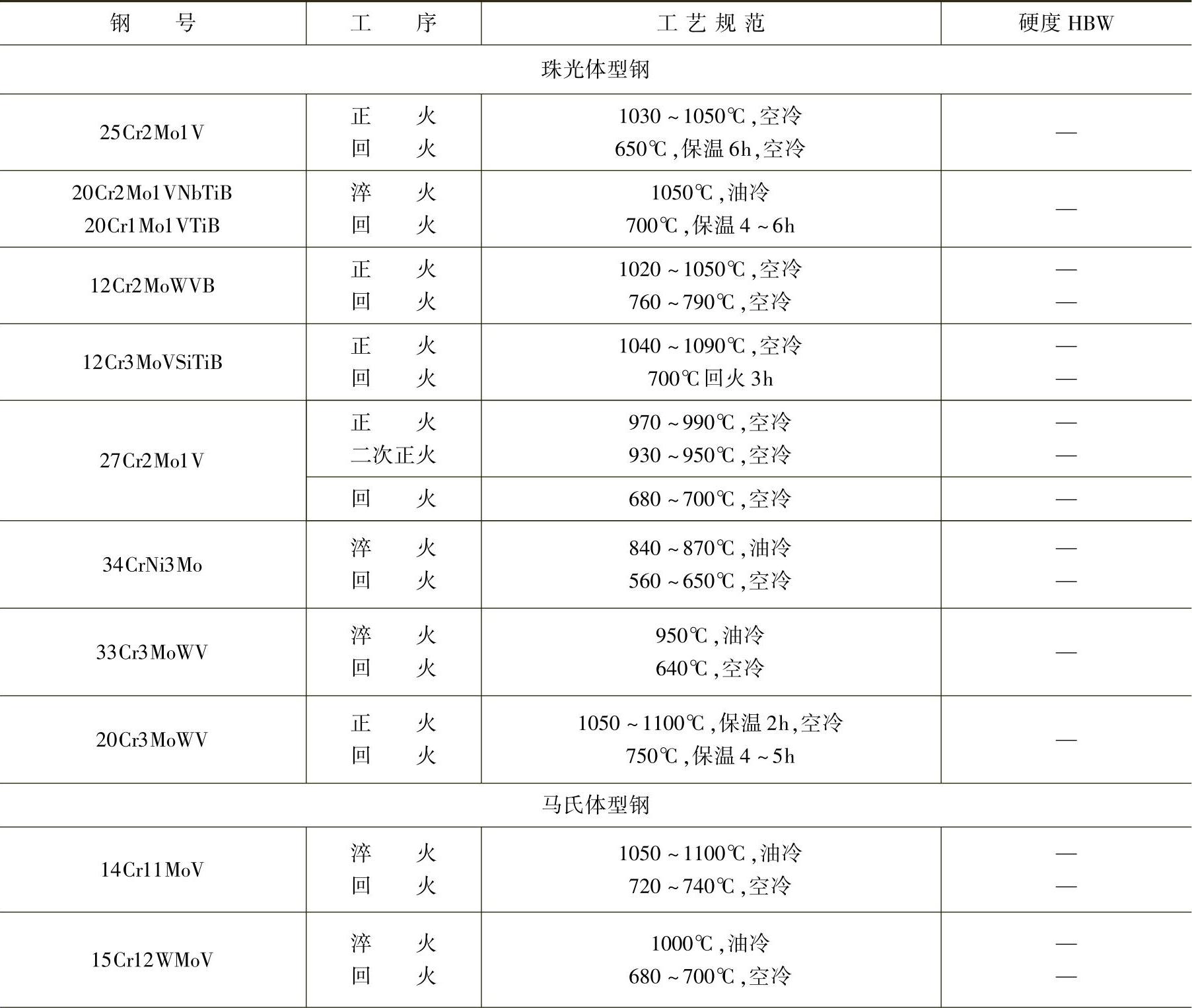
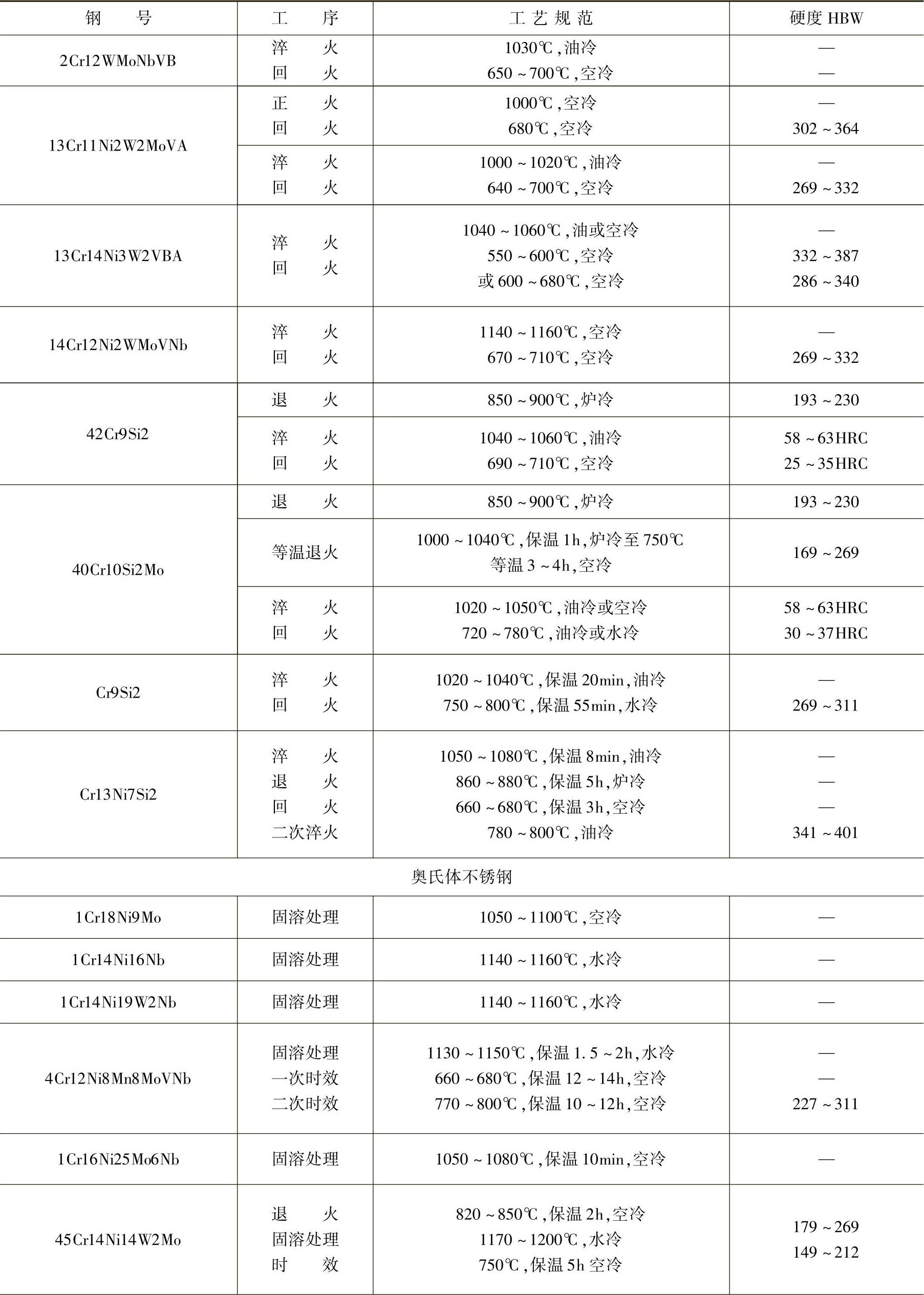
(九)耐热钢锻件热处理
珠光体型耐热钢,一般为正火与调质处理;马氏体型耐热钢一般为退火及调质处理;奥氏体型耐热钢一般为固溶处理加时效强化。
1.耐热钢锻件热处理规范
耐热钢锻件热处理规范见表7-3-13。
表7-3-12 不锈钢锻件热处理规范
(续)
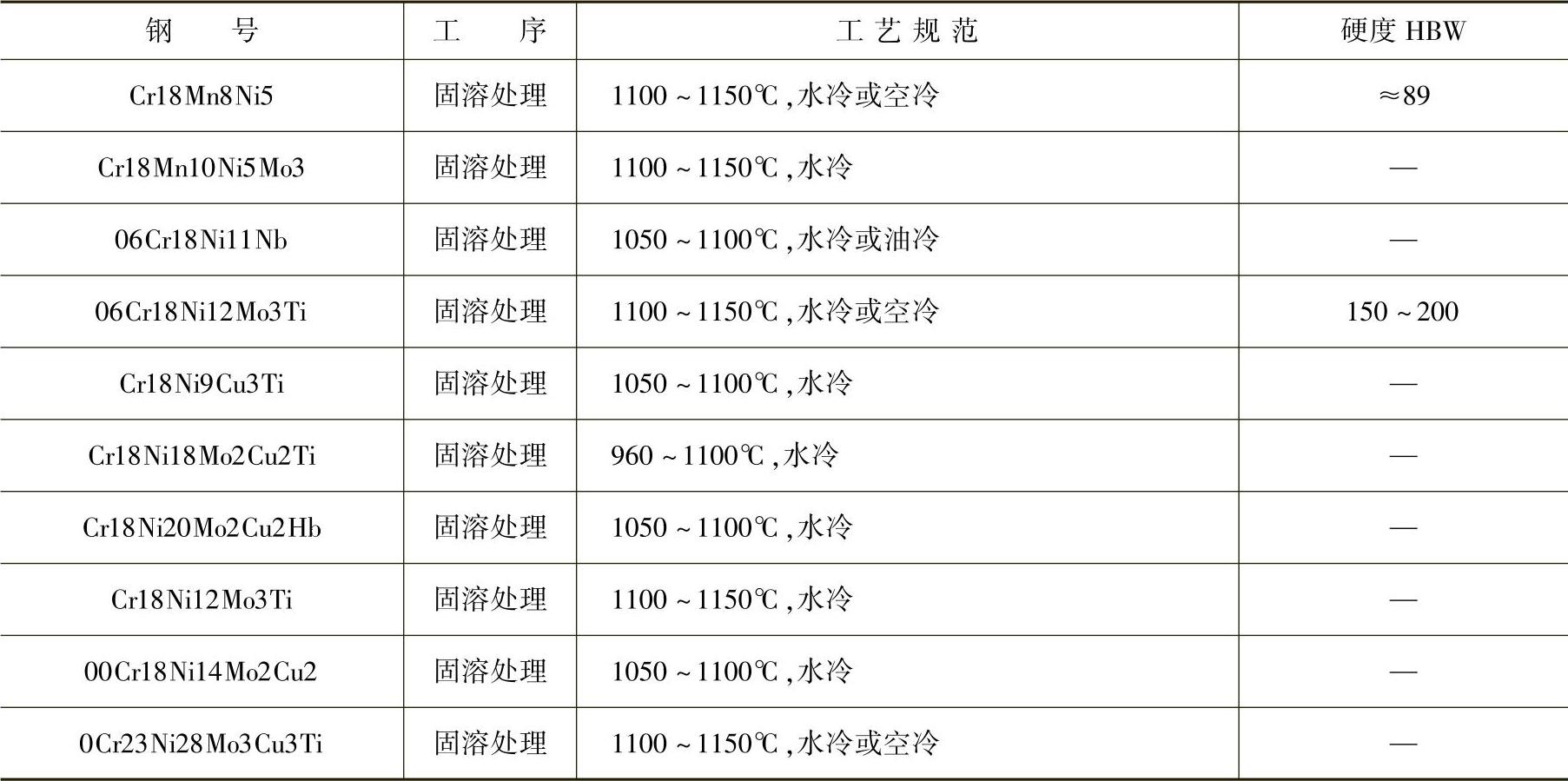
表7-3-13 耐热钢锻件热处理规范
(续)
(续)
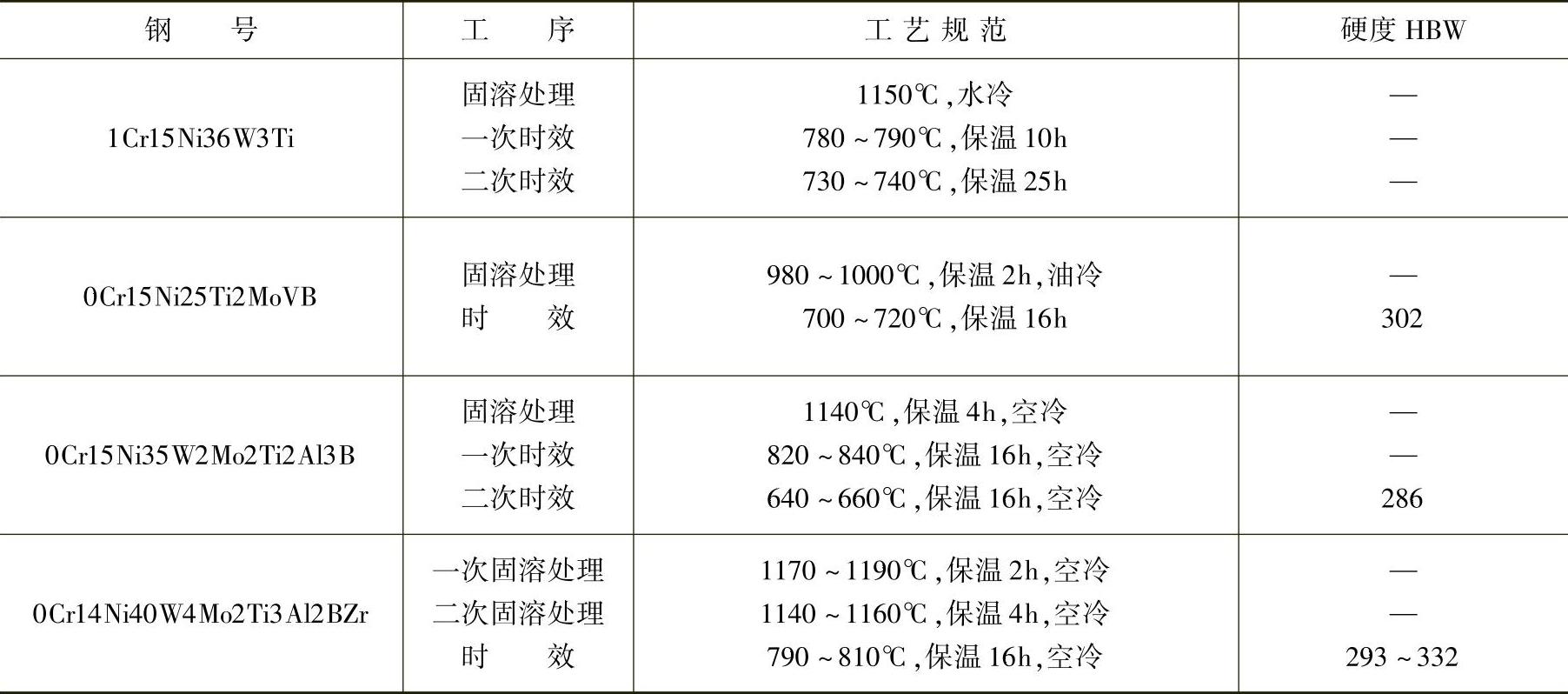
2.耐热钢典型锻件热处理工艺
[例] 排气阀锻件热处理工艺
锻件名称:排气阀。
材料:5Cr21Mn9Ni4N。
锻件热处理:固溶处理加时效。
工艺路线:预锻—精压—堆焊—热处理—渗氮—精加工。
热处理工艺:热处理规范见图7-3-22。
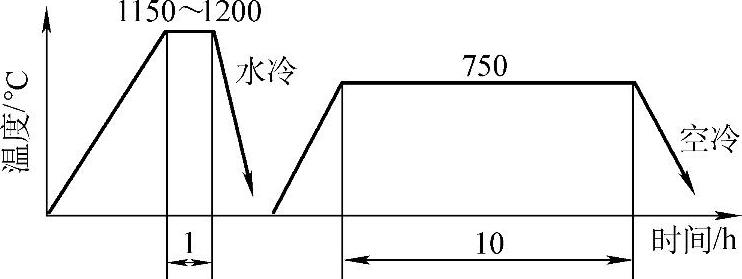
图7-3-22 5Cr21Mn9Ni4N钢排气阀热处理工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。